О
00
Изобретение относится к обработ- ке металлов давлением и может быть использовано в кузнечном производст- ве при изготовлении поковок крестовин карданных валов.
Цель изобретения - повыпение ко эффициента использования материала заготовки за счет обеспечения направленного течения металла в зонах отростков поковки.
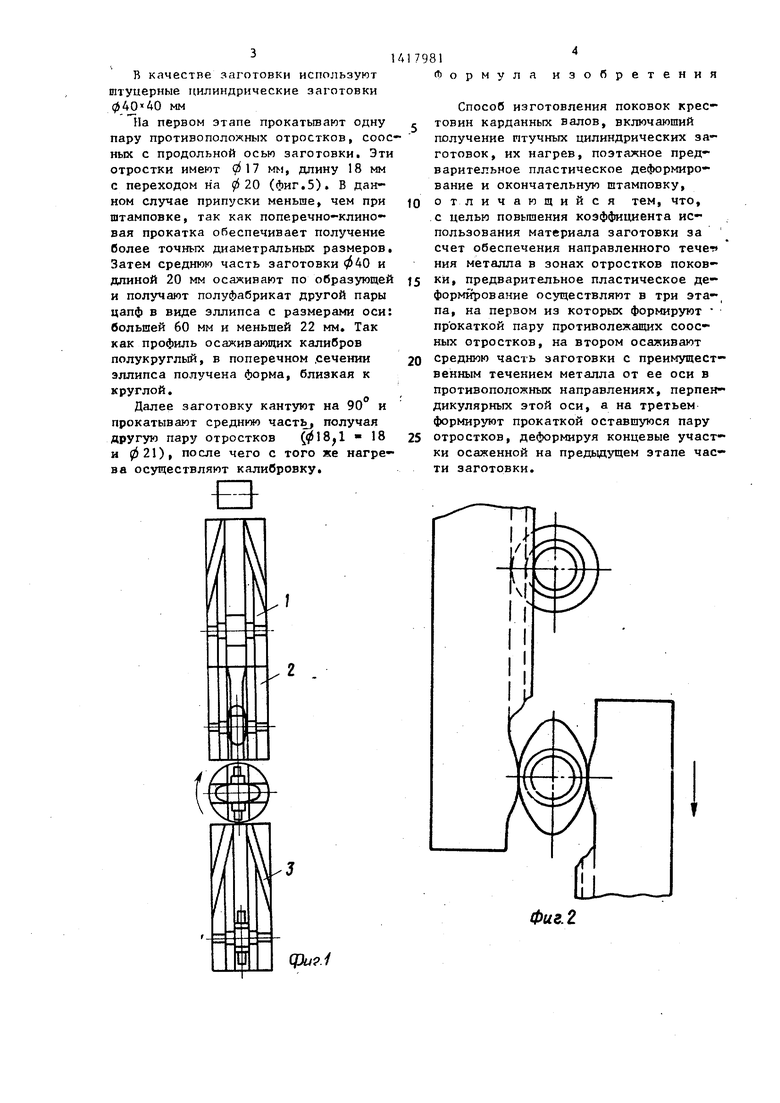
На фиг.1 приведен нижний комплект инструмента для осуществления перво - го, второго и третьего этапов дефор ° мирования вид сверху; на фиг.2 инструмент во время осуществления рого этапа деформирования, вид сбоку на фиг.З исходная заготовка; на фиг.4 поковка после прокатки одной пары отростков; на фиГеЗ - то же после осадки средней части на втором переходе; на фиг.6 то же, после прокатки другой пары отростковj на фиг.7 готовое изделие крестовина
Способ осуществляют следующим об- разом.
Исходную цилиндрическую заготовку нагревают и подают в клеть прокатно - го стана, где производят первый этап предварительного пластического деформирования поперечно-клиновую прока ку концевых отростков заготовки инст рументом 1 (фиГа), в результате го заготовка приобретает форму показанную на фиг.2« Затем заготовку после прокатки клиновым инструментом 1 осаживают в средней части в той же клети инструментом 7. в виде фасонных калибров (фиг.1 и 2). При этом металл течет в направлении, перпендикулярном оси заготовки, так как в этом направлении трение меньше, чем в дру° гих направлениях из-за меньшей площади контакта заготовки с инструмен - том в начальный момент осадки заготовка контактирует лишь по образу ющей). Кроме того, осуществляя осадку в фасонных калибрах, можно полностью исключить уширения средней ступени заготовки после первого перехода и направить деформацию исключительно в направлении продольных осей другой пары отростков Осаживая среднюю ступень заготовки фасонными калибрами 2, получают полуфабрикат с парой отростков, площадь сечения которого по оси отростков близка к Ш1о1цади перпендикулярного ему сечв ния деформированной средней части
0
5
0
5
0 j о
5
0
5
заготовки, что облегчает осуществление третьего перехода - .поперечно- клиновую прокатку оставшейся пары отростков.
После осадки средней части заготовку кантуют на 90° перед следующим переходом, располагая продольную ось средней части заготовки поперек клинового инструмента 3, и на нем прокатьшают до требуемого размера, При этом достигается дополнительная экономия металла из-за отсутствия концевых отходов при прокатке второй пары отростков Поскольку при осадке ступени на предыдуг ем этапе вследствие направленного течения металла вдоль оси центральные слои получают больщую вы гяжку, а наружные - меньшую, торцы средней части полуфабриката получаются выпуклыми. При последующей поперечно-клиновой прокатке наблюдается иная картина течения металла: наружные слои получают большее удлинение, а центральные - меньшее. Поэтому образовавшийся на этапе осадки в центральных слоях выступ компенсирует утякину от прокатки и торец отростка близок к плоскому.
Таким образом, при обработке по предлагаемому способу небольшой отход образуется лишь на операции первого этапа из-за образования технологической утяжины, однако коэффициент использования материала заготовки при этом составляет 0,95-0,98, т.е. выше, чем при любом другом технологи™ ческом процессе.
Кроме экономии металла, способ характеризуется высоким уровнем автоматизации, что позволяет повысить производительность труда. Это обеспечивается осу1 5ествлением первого, второго и третьего этапов деформирования в автоматическом режиме в одной прокатной клети и позволяет осуществлять способ в едином автоматизированном комплексе, включающем нагреватель, механизм загрузки, стан для первого этапа прокатки, осадки, третьего этапа-прокатки и пресс для калибровки крестовины.
Пример. Способ опробован в лаборатории прикладной механики при изготовлении крестовины 412-2201030 (для автомобиля Москвич) из стали 20Х,
В качестве заготовки используют штуцерные цилиндрические заготовки 04040 мм
lla первом этапе прокатьшают одну пару противоположных отростков, соо ных с продольной осью заготовки. Эт отростки имеют 017 мм, длину 18 мм с переходом на 020 (фиг.5). В данном случае припуски меньше, чем при штамповке, так как поперечно-клиновая прокатка обеспечивает получение более точных диаметральных размеров Затем среднюю часть заготовки ф vi длиной 20 мм осаживают по образующе и получают полуфабрикат другой пары цапф в виде эллипса с размерами оси большей 60 мм и меньшей 22 мм. Так как профиль осаживающих калибров полукруглый, в поперечном .сечении эллипса получена форма, близкая к круглой.
Далее заготовку кантуют на 90 и прокатывают среднюю часть получая другую пару отростков (flJlS l 18 и 021), после чего с того же нагрева осуществляют калибровку.
рмула изобретения
л о
Способ изготовления поковок крестовин карданных валов, включающий получение птучных цилиндрических заготовок, их нагрев, поэтажное предварительное пластическое деформирование и окончательную штамповку, отличающийся тем, что, с целью повышения коэффициента использования материала заготовки за счет обеспечения направленного течеч ния металла в зонах отростков поковки, предварительное пластическое де- форм1фование осуществляют в три эта- па, на первом из которых формируют прокаткой пару противолежащих соос- ных отростков, на втором осаживают среднюю часть заготовки с преимущественным течением металла от ее оси в противоположных направлениях, перпендикулярных этой оси, а на третьем формируют прокаткой оставшуюся пару отростков, деформируя концевые участки осаженной на предыдущем этапе части заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поковок с отростками | 1987 |
|
SU1523236A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2002 |
|
RU2255831C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ СЕЧЕНИЕМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2008 |
|
RU2381861C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА ПОВОРОТНЫХ КУЛАКОВ | 2004 |
|
RU2273541C1 |
| Способ изготовления штампованных поковок типа крестовины | 1987 |
|
SU1473897A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| Способ изготовления поковки корпуса арматуры газотурбинного двигателя | 2018 |
|
RU2690256C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2000 |
|
RU2169632C1 |

Изобретение относится к обработке металлов давлением и может быть использовано в кузнечном производстве при изготовлении поковок крестовин карданных валов. Цель повьппение коэффициента использования материала заготовки за счет обеспечения направленного течения металла в зонах отростков поковки. Цилиндрическая заготовка после нагрева на первом этапе предварительного пластического деформирования подвергается прокатке, после которой оформляется одна из пар соосных отростков крестовины. Недеформированная при этом средняя часть заготовки на втором этапе подвергается осадке с преимущественным течением металла в разные стороны от.оси заготовки в перпендикулярном к ней направлении. .После кантовки на 90 на торцовом этапе получаю вторую пару отростков прокаткой удлиненных концов средней части. 7 ил. е (Л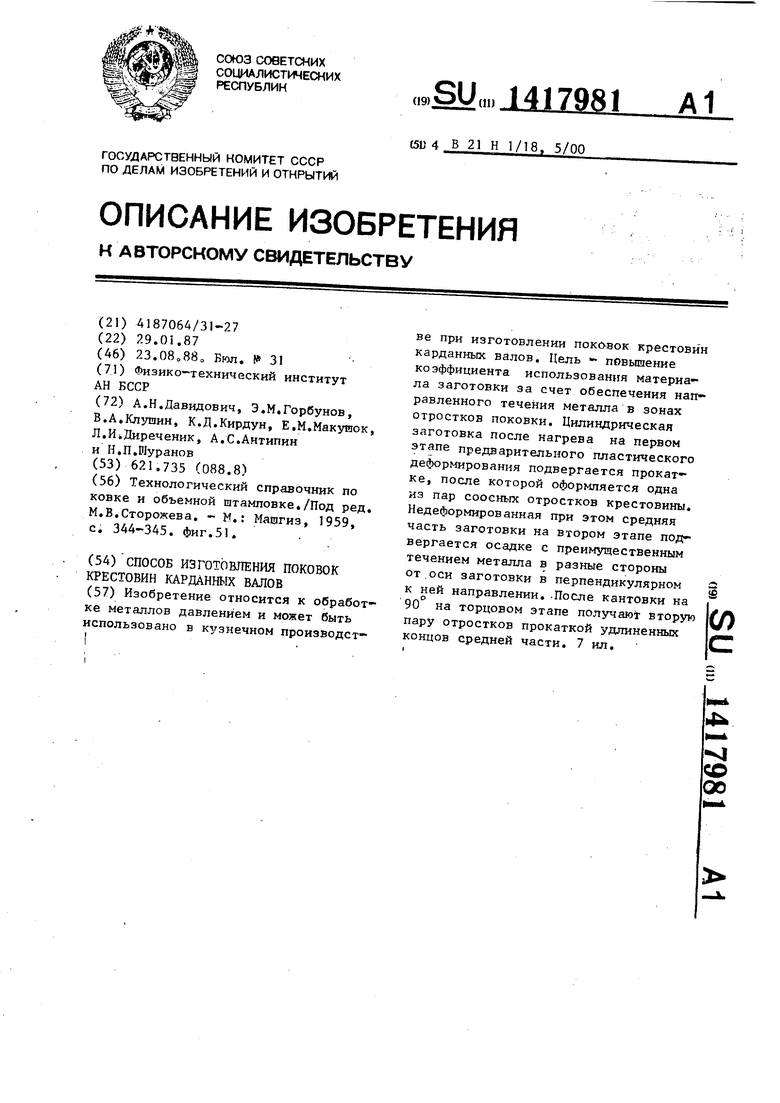
(Д/./
Фиг.2
ФlfsЛ
Фи&5
Фиг. 7
| Технологический справочник по ковке и объемной штамповке./Под ред | |||
| М.В.Сторожева | |||
| - М.: Машгиз, 1959, с | |||
| Способ получения жидкой протравы для основных красителей | 1923 |
|
SU344A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
