U
нмм потоком через пористую понерх е ь, имитирующую фронт плавления гкурочной яаниы. Устройство состоит И э сопла 20, формирующего газовую струю, расположенного под ни; гид- paвли : чого лотка. Гидравлический лоток мшолнен в виде сферического сегмента 1 из пористого гидропроницаемого материала, состыкованного с цилин/трическим желобом 12 того же
013
диаметра. Г идролоток и сопло 20 закреплены с возможностью фиксированных независимых пространстве п1ьгх перемещений и угловых поворотов. Устройство позволяет физически моделировать процессы, происходящие в сварочной ванне и приводящие к различному формообразованию сварных пвов. 2 с. и 1 з.п. ф-лы, 1 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ моделирования процесса формирования поверхности сварного шва и устройство для его осуществления | 2018 |
|
RU2699429C1 |
| Способ определения направления движения жидкого металла в сварочной ванне | 1986 |
|
SU1470478A1 |
| УСТРОЙСТВО ДЛЯ МОДЕЛИРОВАНИЯ МЕТАЛЛУРГИЧЕСКИХ СИСТЕМ | 1991 |
|
RU2022987C1 |
| Способ дуговой сварки с принудительным охлаждением и устройство для его осуществления | 1989 |
|
SU1742002A1 |
| Газовое сопло для сварочной горелки | 2016 |
|
RU2635986C2 |
| Способ дуговой сварки | 1979 |
|
SU856710A1 |
| Способ определения направления движения жидкого металла в сварочной ванне | 1986 |
|
SU1323286A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ НАПЛАВКИ | 2020 |
|
RU2750994C1 |
| Устройство для моделирования давления газового потока на сварочную ванну | 1986 |
|
SU1380884A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2182061C2 |
Изобретение относится к сварке и позволяет исследовать гидродинамическую природу формообразования сварного шва на жидкостной модели. Цель - приближение моделирования к естественньм условияг(1. Физическое моделирование гидродинамических Процессов в сварочной ванне осуществляют при воздействии газовой струей на жидкость, которую подают непрерью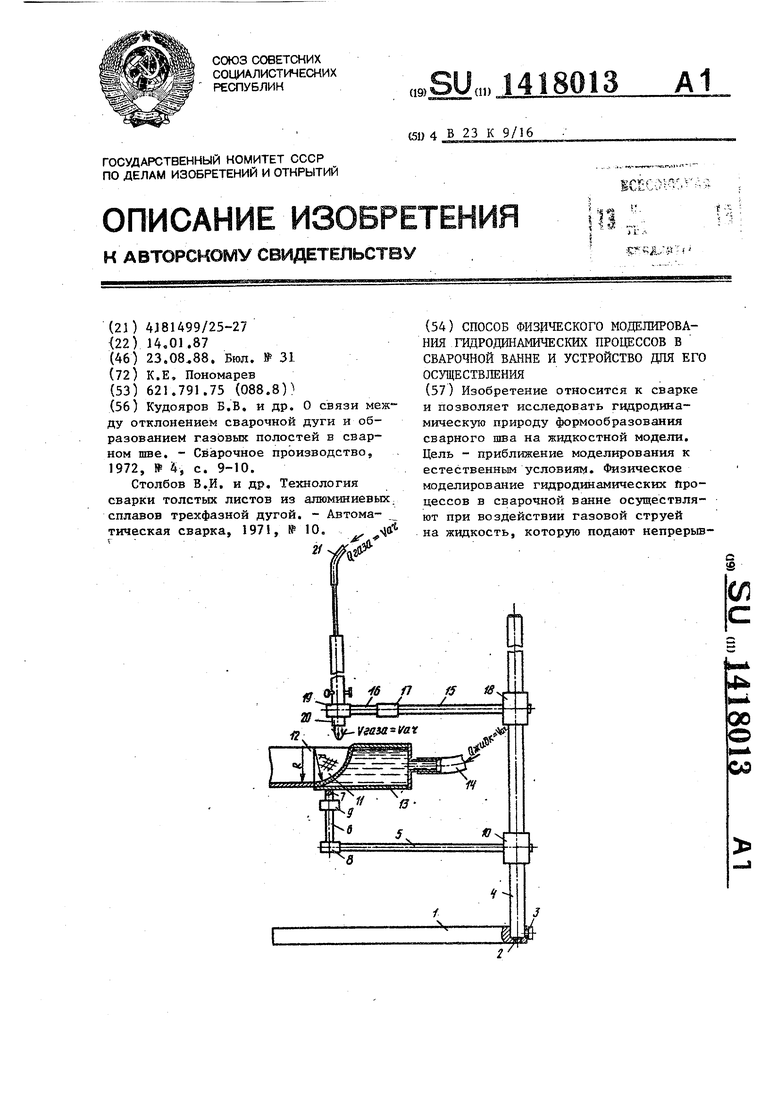
1
Изобретение относится к области сварки и позволяет исследовать гидродинамическую природу формообразова- ния сварногб шва на жидкостной модели.
Целью изобретения является приближение моделирования к естественным условиям.
На чертеже показана конструкция устройства для физического моделирования гидродинамических процессов в сварочной ванне.
На основании 1 в посадочном отверстии 2 закреплен зажимным винтом 3 несущий стержень (стойка ) 4, имеющий с обоих концов одинаковые посадочные поверхности. На стержне 4 закреплены посредством системы стрежней 5-7, соединенных между собой шаровыми шарнирами 8, 9, а со- стержнем 4 - двойным цилиндрическим щарниром 10, гидравлический лоток, состоящий из пористого гидропроницаемого сферического сегмента 11 и состыкованных с ним цилиндрического желоба 12 того же радиуса R и гидрокамеры 13 с трубкой 14 для подвода жидкости, а также закрепленное посредством системы стержней 15 и 16, соединенных между собой шаровым шарниром 17, с несущим стержнем 4 через двойной цилиндрический шарнир 18 (непосредственно через шаровой шарнир 19 ) форми рующее газовую струю сопло 20 с труб кой 21 подвода газа.
Посредством поворота шарниров 8 и 9, 17 и 19 лотку могут быть приданы положения от горизонтального до вертикальных, а формирующему газовую струю соплу 20 соответственно от вер
10
15
20
25
30
35
40
тикального до горизонтального в одной плоскости и посредством цилиндрических шарниров 10 - 18 - в другой плоскости (в том числе и взаимные положения). Продольными перемещениями стержней 5 и 15 в шарнирах 10 и 18 устанавливается положение оси формирующего газовую струю устройства 20 относительно края сегмента 11 имитирующего фронт плавления, а продольным перемещением шарниров 10 и 18 по несущему стержню 4 - расстояние от выходного сечения формирующего газовую струю сопла 20 до сегмента 11. Все это позволяет моделировать взаимные расположения источника сварочного давления (дуга, луч лазера и т.д. ) относительно фрбГнта плавления изменяющиеся в естественной сварочной ванне с изменением скорости сварки, с различием теплоотвода в свариваемые кромки, с различием физических постоянных материала свариваемых кромок и т.д. и различные естественные условия сварки (на спуск,на подъем и т.д..).
Способ осуществляется следующим образом.
Для моделирования сварки в потолочном положении достаточно из положения, изображенного на фиг.1, стержень 4 закрепить на основании.К другим концом.
. Изменяя расход газа Q, изменяют, полное давление, оказьшаемое им на гидролоток и жидкость, а изменяя расход жидкости Q . моделируют различные условия, возникающие с изменением скорости сварки или с изменением теплофизических свойств свариваемых материалов..
314
При воздействии поля давления, мо дулируклцего сварочное поле давления, на жидкость, истекшею из стенки фронта плавления на этой стенке формируется течение жидкости, подобное наблюдаемым течениям при сварочных процессах,За пределами фронта плавления, несмотря на отсутствие поддерживаюв ;ей донной поверхности фронта кристаллизации, тенденции реального течения, аналогичного наблюдаемому в естественной сварочной ванне, сохраняются в течение определенного времени, а затем жидкость общим потоком под действием сил инерции и гравитации стекает за пределы зоны, моделирующей сварочную ванну (вследствие отсутствия кристаллизации}. При этом стекающая жидкость не оказьшает нарушающего обратного воздействия на потоки на фронте плавления, а характер движения в зоне фронта кристаллизации позволяет делать вьюод о формообразова- НИИ шва при фиксировании этих форм реальной кристаллизацией.
Величина интегрального давления регулируется с помощью ротаметра изменением расхода газа. Расход жид- , кости, проходящей по фронту плавления, в единицу времени может быть определен с помощью обычных приборов типа водомера, установленных на входящей трубке. Наблюдение за гидродинамическим процессом возможно визуальное, невооруженным глазом или с регистрацией на фото-, кинопленку и др. При этом возможно измерение скоростей потока. Изменение в широких пределах полей давления и расходов жидкости позволяет моделировать широкую гамму течений, экспериментально выявленных в сварочной ванне и смоделировать которые прежде не уда- валось.
Пример. Изготавливают .стенд, состоящий из лабораторного штатива и закрепленных на нем посредством шар- нирно-стержневых систем гидролотка и устройства для формирования газово струи. Гидролоток изготовлен в виде сегмента из многослойного пористого сетчатого материала (четверть сферы диаметром 22 мм) и приваренных к нему с внутренней стороны разрезной трубки то го же диаметра, а с наружной замкнутой гидрокамеры с трубкой подвода жидкости. При горизонтальном расположении
5 5
О 0 5
Q g
3
модели (фиг.1) над Hefi устан;)п.гат;) сопло, формирующее газоиую струю. Изменяя структуру поля дзвлеиия на жидкость, истекаюното из стенки сегмента, имитирующего фронт плавления с помощью этого устройства, и располагая его ось вертикально и симметрично относительно боковых стенок лотка на расстоянии 3 мм от края фронта плавления, получают различные течения жидкости (использована вода, как наиболее удобная в работе жидкость).
Рассмотрим варианты:
ее пределами и на дне зоны кристалла зации.
несплавлению.
Изменение расхода воды приводит к не менее радикальным изменениям гидродинамических процессов в модели.
Изобретение позволяет физически моделировать гидродинамршеские процессы, происходящие в сварочной ванне и приводящие к различному формообразованию сварных щвов, позволяет исследовать самостоятельное влияние на гидродинамические процессы структуры поля давления, воздействующего на жидкий металл снарочм м ванны, и расхода жидкого металла через фронт плавления, пространственного положения
сварочной ванны и расположения ис- точника сварочного давления относительно сварочной ванны, что повьппа- ет точность моделирования, приближая моделируемый процесс к естественным условиям сварки.
Формула изобретения
.отл И чающееся тем, что, с целью приближения моделирования к
естественным условиям, оно снабжено гидравлическим лотком, который расположен под рабочим торцом сопла, закреплен с ним на одном основании- и выполнен в виде сферического сегмента из пористого гидропроницаемого материала, состыкованного с цилиндрическим желобом того же диаметраj при этом сегмент с внешней стороны имеет трубку для подвода жидкости, а гидролоток и формирующее газовую струю сопло закреплены с возможностью фиксированных независимых пространствен- ных перемещений и угловых поворотов посредством системы шарнирно соединенных стрежнейо
3, Устройство по п,2, о т л и - чающееся тем, что каждая из систем шарнирно соединенных стержней снабжена не менее чем двумя шаровыми шарнирами, а на несзпцем стержне, непосредственно закрепленном на основании, с обоих концов вьшолнены одинаковые посадочные поверхности для закрепления его на основании.
| Кудояров Б.В | |||
| и др | |||
| О связи между отклонением сварочной дуги и образованием газовых полостей в сварном шве | |||
| - Сварочное производство, 1972, № 4, с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Столбов В.И | |||
| и др | |||
| Технология сварки толстых листов из алнзминиевых | |||
| сплавов трехфазной дугой | |||
| - Автоматическая сварка, 1971, № 10, -( | |||
