.
Изобретение относится к области сварки, а именно к способам исследования гидродинамических процессов в сварочной ванне.
Цель изобретения - приближение модели к реальным условиям сварки.
Исследования проводятся на образце, на котором моделируются условия сварки.
Для проведения исследований на образце выполняют углубление - имитатор формы С1зарочной машины. Со стороны корневой части шла выполняют глухое
отверстие, заполняют его вольфрамо- .вым порошком и заглушают пробкой, после чего переплавляют неподвижным источником в зоне отверстия. По еле кристаллизации ванны по расположению части вольфрама в расплаве судят о процессах, происходящих в ванне.
Для приближения модопи к реальным условиям перед перрпчл ктм. в объеме металла создают г)лд1;с:)1т температур.
Для этого на П01и г.х11.си:ть углубления РоздеГютвуют ru-г,пинком чагрева
4
-vl
00
в зоне, не совпадающей с зоной воздействия сварочного импульса, без расплавления поверхности.
Для имитации процесса сварки однородных металлов одинаковой толщины воздействуют точечным источником нагрева на хвостовую чисть имитатора, Для имитации процесса сварки разнородных и разнотолщинных материалов воздействуют линейным источником на™ грева на боковую часть имитатора параллельно его продольной оси.
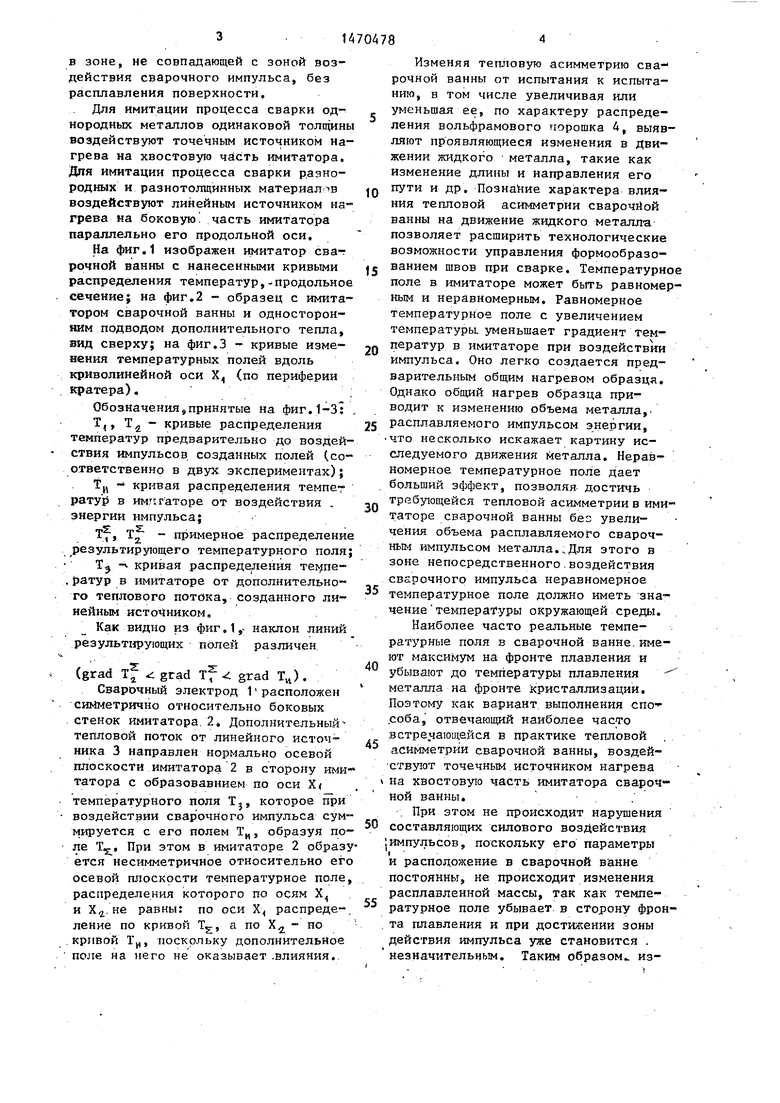
На фиг.1 изображен имитатор сварочной ванны с нанесенными кривыми распределения температур,-продольное сечение; на фиг,2 - образец с имитатором сварочной ванны и односторонним подводом дополнительного тепла, вид сверху; на фиг.З - кривые изменения температурных полей вдоль криволинейной оси X, (по периферии 1фатера),
Обозначения,принятые на фиг.1-3:
Т,, Т - кривые распределения температур предварительно до воздействия импульсов созданных полей (соответственно в двух экспериментах);
Tj, - кривая распределения темпе рату1 в имтггаторе от воздействия , энергии импульса;
Т, Т - примерное распределение результирующего температурного поля;
Tj - кривая распредед1ения тщпе- .ратур в имитаторе от дополнительного теплового потока, созданного линейным KCTo iHHKOM,
Как видно из фиг. 1 , наклон линий результирующих полей различен
(grad ij grad if grad Т,),
Сварочный электрод 1 расположен симметрично относительно боковых .стенок имитатора. 2, Дополнительный тепловой поток от линейного источника 3 направлен нормально осевой плоскости имитатора 2 в сторону имитатора с образовавнием по оси Х температурного поля Tj, которое при воздействии сварочного импульса сум мируется с его полем Т„, образуя поле Т, При этом в имитаторе 2 образуется несимметричное относительно его осевой плоскости температурное поле, распределения которого по осям Х и Х,2.. не равны: по оси Х распределение по кривой Т, а по Х2 ио .кривой Т|,, поскольку дополнительное поле на него не оказывает .влияния..
0
5
0
5
0
5
0
5
0
5
Изменяя тепловую асимметрию сва- рочной ванны от испытания к испытанию, в том числе увеличивая или уменьшая ее, по характеру распределения вольфрамового порошка 4, выявляют проявляющиеся изменения в Движении жидкого металла, такие как изменение длины и направления его пути и др. Познание характера влияния тепловой асимметрии сварочйой ванны на движение жидкого металла позволяет расширить технологические возможности управления формообразованием швов при сварке. Температурное поле в имитаторе может быть равномерным и неравномерным. Равномерное температурное поле с увеличением температурьи уменьшает градиент температур в имитаторе при воздействии импульса. Оно легко создается предварительным общим нагревом образца. Однако общий нагрев образца приводит к изменению объема металла,, расплавляемого импульсом энергии,
что несколько искажает картину исследуемого движения Металла. Нерав- номерное температурное поле дает больший эффект, позволяя достичь требующейся тепловой асимметрии в имитаторе сварочной ванны без увеличения объема расплавляемого сварочным импульсом Металла..;Для этого в зоне непосредственного.воздействия сварочного импульса неравномерное температурное поле должно иметь значение температуры окружающей среды.
Наиболее часто реальные температурные поля в сварочной ванне, имеют максимум на фронте плавления и убывают до температуры плавления - металла на фронте йристаллизации. Поэтому как вариант выполнения спо- соба, отвечающий наиболее часто встречающейся в практике тепловой асимметрии сварочной ванны, воздей- ствуют точечным источником нагрева
на хвостовую часть имитатора сварочной ванны,
. При этом не происходит нарушения составляющих силового воздействия
jимпульсов, поскольку его параметры и расположение в сварочной ванне постоянны, не происходит изменения расплавленной массы, так как температурное поле убывает, в сторону фронта плавления и при достижении зоны действия импульса уже становится .
незначительным. Таким образом из5
меняется лишь темттературное поле в хвостовой части имитатора за пределами зоны действия импульса и только оно ответстве нно за возникающие изменения в движении жидкого металла. Это позволяет выявить непосредственное влияние тепловой асимметрии сварочной ванны на движение жидкого металла.
Пример 1. Определялось влияние градиента температур по дли не сварочной ванны на перенос метала с фронта плавления на фронт кристаллизации при импульсно-дуговой сварке неплавящимся электродом. Параметры сварочного режима: угол заточки вольфрамового электрода 45 , ток импульса 320 А, ток дежурной дуги 20 А, фронт нарастания импульса 0,02 с, длительность импульса 0,24 дпительность паузы 0,18 с,- скорость сварки 20 м/ч, длина дуги 2,0 мм. В титановых образцах толщиной 6 мм изготовили имитаторы сварочной ванн путем сварки в этом режиме, мгновен ного прерывания дуги во время паузы и ускоренной кристаллизации ванны.
Затем в образцах со стороны корневой части в осевой плоскости кратера на расстоянии 1,5 мм от края фронта плавления имитатора просверлили глухое отверстие диаметром 1,0 мм, вершина которого располагалась на глубине О,1-0,2 мм от поверхности кратера. В эти отверстия поместили вольфрамовый порошок и заглушили их титановой пробкой. После этого расположили образцы в нижнем положении. Над хвостовой частью кратера одного из образцов установили неподвижно сварочный электрод, а сзади образца - упор, обеспечивающий при упоре в него образца расположение электрода над головной частью имитатора на расстоянии 1,5 мм от края фронта плавления, т.е. над отверстием с В1ольфрамоным порошком.
Включили сварочную дугу и после воздействия одного полного импульса сварочного тока на хвостовую часть имитатора во время паузы образец передвинули до контакта с упором, а после воздействия следующего импульс на фронт плавления имитатора дугу прервали во время паузы. Во .время воздействия импульса на фронт плавления имитатора градиент температур в направлении хвостовой части имитатора составгш 770°С/мм.,
0
25
0/178 . Р
На оПратцс пг ч/и-Ги. тповали одним HMtiyjTbCoM тс кя -|ч)П,ко на фронт п.аавления имитатора, при этом градиент температур в (аг1равленим хвостовой части имитатора достиг 970 С/ /мм. Во время действия импульса при реальной сварке по приведенному режиму градиент температур в направ д лении хвостовой части сварочной ванны .составляет 530 с/мм.
На третьем образце действием двух импульсов с паузой между ними 1,0 мин создали градиент температур 530 С/мм.
Ig Последующим рентгенированием по расположению частиц вольфрама относи- . тельно отверстия на планках было определено paccToHiuie переноса жиДко- го металла: при гради енте температур 770°С/мм 10 мм; при градиенте температур 970 С/мин 5 мм. i - .
При 530 с/мм (сварной шов) 14 мм, что оказалось рав ным расстоя- . нию переноса жидкого металла в естественной сварочной ваНне при сварке по приведенному режиму. Следовательно, изменение градиента температур в сварочной ванне приводит к изменению переноса метйлла с фронта 0 плавления на фронт кристаллизации Предложенный способ позволяет, имитируя различные тепловые поля в сварочной ванне, соответствующие как регшьно существующим в сварочных 5 процессах, так и перспективных с
точки зрения управления формированием сварных швов, выполнять фйзиче.- ское исследование природы массопе- реноса в сварочно1Ч ванне. 0 Пример 2, Материал и форма имитатора, параметры основного импульса сварочной дуги идентичны приведенным в примере 1. На имитатор , предварительно воздействуют продоль- 5 ным, параллельным оси имитатора, источником тепловой энергии, располр- женным на расстоянии 1 мм от границы имитатора. В качестпе такого источника тепла испотгьзован медный, предварительно нагре.тыГ до 600° С брусок размером 15x20x100 мм, который укладывался узкой стороной на об разец. Спустя 5 с iioc.ne этого граница распростряиякяцегося неравномер- g ногр температурио о поля достиг ает oceBoii липни имитатор., ри этом на другой половине имиiлгирл температурное поле остпс 1 с-ч р,тномери1,м с температурой, раин.ч ; i с-мш. ратуре ок0
pymaioi/tert среды ( С). Соответственно изменение, температурь) вдоль криволинейной оси X, (фиг.2а) имеет форму, приведенную на фиг.26 (Тдоп ), с максимум которой был равен 400°С; В этот момент на стенку фронта плавления воздействовали одним полным импульсом сварочной дуги. В результате этого в образце было создано 10 несимметричное температурное поле, распределение которого по криволинейной оси Xj соответствовало Т Л (градиент температуры 970 с/мм), а. по криволинейной оси X, - кривой 15 Т (градиент температуры ). После этого выявляли застыйшие струи жидкого металляоИх длина оказалась неодинаковой: со стороны дополнитель ного нагрева она была больше и сое- 20 тавила 7 мм, ас другой стороны она составила 5 мм.
Граница расплавленного фронта плавления сместилась на 0,8 мм в подогретую сторону (в сторону мень- 25 шего. теплооЧ-вода). Этот результат свидетельствует о том, что в случае сварки разнотолщинных кромок или кромок с разными теплофизическими свойствами сва:рочная ванна стремится ори- 30 ентироваться под некоторым углом к линии стыка так, что фройт плавле- ; ния смещается на кромку меньшей толщины или с меньшей теплопроводностью (на подогретую), что обусловливает смещение вершины усиления в сторону кромки с большим теплоотводом (боли- шей тоадины или из материала с большей теплопроводностью), Таким образом, введение, предвари- тельного подогрева имитатораточеч ным или линейным источником нагрева позволяет значительно увеличить объем информации.которую можно получить , в р зультачге исследования, и выявить влияние тепловой асимметрии свароч- ной ванны на движение: жидкого метал. ла, . , . , . .
1/1704 7ftЯ
Формулаизобретения
1. Способ определения направления движения жидкого металла в сварочной ванне, пре1{мущественно при импульсной сварке, при котором Предварительно изготавливают имитатор формы сварочной ванны в виде углубления на поверхности образца, выполняют глу Хое отверстие со стороны корневой части шва, симметричное стенкам углубления, заполняют отверстие вольфрамовым порошком и заглушают пробкой, после чего осуществляют переплав имитатора в зоне отверстия неподвижным источником сварочной энергии, ускоренно кристаллизуют расплав и выявляют расположение частиц вольфрама в закристаллизовавшемся металле,о тличающийся тем, что, с целью приближения модели к реальным условиям свайки, перед переплавом в объеме имитатора создают температурное поле, отличное от равномерного температурного поля окружающей среды, для чего на поверхности углубления воздействуют источником нагрева в зоне, не совпадающей с зоной воздействия сварочного импульса, без изменен1б1 - геометрии поверхности углубления.
2,Способ по п.1, а т л и ч а - ю щ и и с я тем, что, с целью имитации процесса свирки однородных материалов одинаковой толщины, воздействуют точечным источником нагрева на хвостовую часть имитатора сварочной ванны.
3.Способ по п.1, о т л и ч а ю щ и и с я, тем что, с целью имитации процесса сварки разнотолщин- ных материалов и материалов с различными теплофизическими свойствами, воздействуют линейным поверхностным источником нагрева на боковую часть .имитатора сварочной ванны параллель- rio его продольной оси.
1. Способ определения направления движения жидкого металла в сварочной ванне, пре1{мущественно при импульсной сварке, при котором Предварительно изготавливают имитатор формы сварочной ванны в виде углубления на поверхности образца, выполняют глу Хое отверстие со стороны корневой части шва, симметричное стенкам углубления, заполняют отверстие вольфрамовым порошком и заглушают пробкой, после чего осуществляют переплав имитатора в зоне отверстия неподвижным источником сварочной энергии, ускоренно кристаллизуют расплав и выявляют расположение частиц вольфрама в закристаллизовавшемся металле,о тличающийся тем, что, с целью приближения модели к реальным условиям свайки, перед переплавом в объеме имитатора создают температурное поле, отличное от равномерного температурного поля окружающей среды, для чего на поверхности углубления воздействуют источником нагрева в зоне, не совпадающей с зоной воздействия сварочного импульса, без изменен1б1 - геометрии поверхности углубления.
2,Способ по п.1, а т л и ч а - ю щ и и с я тем, что, с целью имитации процесса свирки однородных материалов одинаковой толщины, воздействуют точечным источником нагрева на хвостовую часть имитатора сварочной ванны.
3.Способ по п.1, о т л и ч а ю щ и и с я, тем что, с целью имитации процесса сварки разнотолщин- ных материалов и материалов с различными теплофизическими свойствами, воздействуют линейным поверхностным источником нагрева на боковую часть имитатора сварочной ванны параллель- rio его продольной оси.
г/
Фиг, 1


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения направления движения жидкого металла в сварочной ванне | 1986 |
|
SU1323286A1 |
| Способ определения направления движения потоков жидкого металла из головной в хвостовую часть сварочной ванны | 1990 |
|
SU1776524A1 |
| Способ имитации процессов, происходящих в сварочной ванне при сварке плавлением | 1987 |
|
SU1479247A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1994 |
|
RU2087283C1 |
| Способ определения направления движения жидкого металла в сварочной ванне | 1986 |
|
SU1323285A1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ СВАРКИ ПОГРУЖЕННОЙ ДУГОЙ | 2004 |
|
RU2281193C2 |
| СПОСОБ ТОЧЕЧНОЙ ЭЛЕКТРОКОНТАКТНОЙ СВАРКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2008 |
|
RU2374049C1 |
| Способ дуговой сварки | 1979 |
|
SU867548A1 |
| Тренажер сварщика | 1985 |
|
SU1302313A1 |
| Способ сварки плавлением угловых и нахлесточных соединений с присадочной проволокой | 1989 |
|
SU1655698A1 |

Изобретение относится к области сварки, а именно к способам исследования гидродинамических процессов в сварочной ванне с помощью образца - иммитатора. В образце изготавливают углубление, имитирующее сварочную ванну с кратером. С обратной стороны образца внутрь переплавляемой впоследствии стенки фронта плавления помещают вольфрамовый порошок, заглушая отверстие пробкой. В зоне имитатора создают температурное поле предварительно заданной структуры. Выставив электрод относительно фронта плавления имитатора, воздействуют одиночным импульсом сварочной дуги реального режима. После кристаллизации выявляют расположение вольфрамовых включений и по нему судят о движении металла и его связи с тепловой асимметрией сварочной ванны. Для имитации условий сварки однородных металлов одинаковой толщины предварительно создают тепловое поле путем воздействия точечного источника на хвостовую часть имитатора. Для имитации условий сварки разнородных и разнотолщинных металлов используют линейный источник, который располагают сбоку от имитатора параллельно его продольной оси. Способ позволяет выявить влияние тепловой асимметрии сварочной ванны на движение жидкого металла. 2 з.п. ф-лы, 3 ил.
Фиг. 2
| Способ определения направления движения жидкого металла в сварочной ванне | 1985 |
|
SU1269940A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ определения направления движения жидкого металла в сварочной ванне | 1986 |
|
SU1323286A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
