Изобретение относится к сварке, в частности к технологии и оборудованию для сварки с принудительным охлаждением.
Известны способы сварки с принудительным охлаждением, заключающиеся в отводе тепла от зоны сварки с помощью теплообменника и циркулирующей в нем жидкости.
Известен способ дуговой сварки с принудительным охлаждением, заключающейся в подаче на зону сварного соединения струи жидкости и установке ее на определенном расстоянии от электрода и границы сварочной ванны.
Известное устройство для дуговой сварки с принудительным охлаждением содержит сварочную горелку, сопло для подачи жидкости, магистраль подвода жидкости в сопло и контрольно-измерительное устройство.
Недостаток известных способа и устройства заключается в том, что они не обеспечивают высокого качества сварки. Это объясняется тем, что в процессе сварки в результате технологических возмущений изменяется расстояние от струи охлаждающей жидкости до границы сварочной ванны. Это приводит к изменению условий крих|
4 ГО
0
/-%
S
ю
сталлизации в хвостой части сварочной ванны. Кроме того, приуменьшении указанного расстояния, определенного условиями сварки, жидкость или ее пары попадают в жидкий металл сварочной ванны, что недопустимо при сварке конструкций ответственного назначения, например, в авиационной и ракетной технике.
Цель изобретения - повышение качества сварки путем стабилизации расстояния от границы сварочной ванны до струи жидкости.
Поставленная цель достигается тем, что в способе дуговой сварки с принудительным охлаждением, включающем подачу на зону сварного соединения струи жидкости и установку ее на определенном расстоянии от электрода, расстояние от границы сварочной ванны до струи жидкости контролируют и поддерживают постоянным, регулируя в процессе сварки температуру подаваемой жидкости.
Поставленная цель достигается также тем, что в устройстве для дуговой сварки с принудительным охлаждением, содержащем сварочную горелку, сопло для подачи жидкости, магистраль подвода жидкости в сопло и контрольно-измерительное устройство, подводящую магистраль выполняют двухканальной и на входе в сопло снабжают смесителем с датчиком температуры, при этом один из каналов подводящей магистрали соединяют с холодильником, а второй с нагревателем, каждый из которых имеет регулятор расхода на выходе. Именно то, что устройство для дуговой сварки с принудительным охлаждением снабжено двухканальной подводящей магистралью с установленными на входе в сопло смесителем с датчиком температуры, а также то, что один из каналов подводящей магистрали соединен с холодильником, а второй с нагревателем, -каждый из которых имеет регулятор расхода на выходе, обеспечивает возможность регулирования температуры, подаваемой на зону сварного соединения, жидкости и стабилизации за счет этого расстояния от границы сварочной ванны до струи жидкости.
Регулирование температуры охлаждающей жидкости в процессе сварки позволяет изменять интенсивность отвода тепла из зоны сварного соединения, расположенной между струей жидкости и границей сварочной ванны, и обеспечивает возможность управления расстоянием между последними.
При этом интенсивность отвода тепла и величина расстояния от струи до границы сварочной ванны существенно зависит от температуры зоны сварного соединения
под струей. Изменение температуры струи жидкости приводит к соответствующему изменению температуры сварного соединения под струей. Причем за счет разницы в
теплоемкостях между подаваемой жидкостью и охлаждаемым металлом, а также в результате изменения эффективности теплового контакта между струей жидкости и сварным соединением, возникающего при
0 изменении температуры струи, изменение температуры сварного соединения под струей жидкости значительно эффективнее изменения температуры струи жидкости (конкретная величина зависит от выбора
5 жидкости), что позволяет управлять температурой сварного соединения под струей жидкости и в конечном счете расстоянием между струей жидкости и границей сварочной ванны или поддерживать последнее постоянным в процессе сварки. При этом
0 исключается попадание жидкости или ее паров в сварочную ванну и стабилизируется процесс кристаллизации, что приводит к повышению качества сварки.
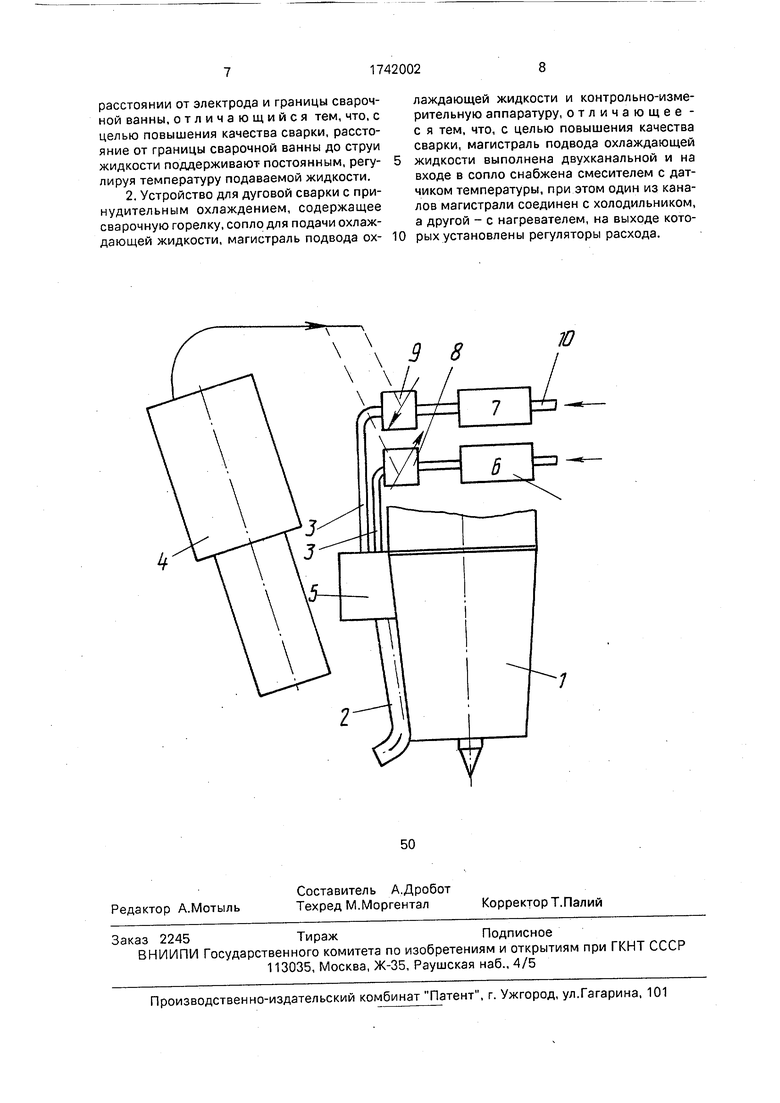
На чертеже представлено устройство
5 для дуговой сварки с принудительным охлаждением.
Устройство для дуговой сварки с принудительным охлаждением содержит сварочную горелку 1, сопло 2 для подачи жидкости,
0 магистраль 3 и контрольно-измерительное устройство 4. Подводящая магистраль 3 выполнена двухканальной и на входе в сопло 2 снабжена смесителем 5 с датчиком температуры жидкости. Один из каналов подводя5 щей магистрали 3 соединен с выходом холодильника 6, а второй - с выходом нагревателя 7, Холодильник 6 и нагреватель 7 снабжены на выходе регуляторами 8 и 9 расхода. Входы холодильника 6 и нагрева0 теля 7 подсоединены к подводящим трубопроводам 10.
Устройство работает следующим образом.
Сварочной горелкой 1 производят плав5 ление металла с образованием сварочной ванны. За хвостовой частью сварочной ванны на зону сварного соединения подают струю жидкости, которую формируют сопле А 2. Струю устанавливают на определен0 ном режимом сварки расстоянии от электрода и границы сварочной ванны, Расстояние от границы сварочной ванны до струи жидкости контролируют с помощью контрольно-измерительного устройства 4.
5 При изменении расстояния от границы сварочной ванны до струи жидкости в результате технологических возмущений в процессе сварки контрольно-измерительное устройство 4 дает сигнал на регулирование температуры подаваемой жидкости. По получении сигнала регуляторами 8 и 9 расхода изменяют соотношение расходов жидкости, текущей по двухканальной магистрали, оставляя общий расход жидкости через сопло постоянным. При этом регулятор 8 регулирует расход жидкости, охлажденной в холо- дильнике 6, а регулятор 9 - расход жидкости, нагретой в нагревателе 7. Смещение обеих потоков в смесителе 5 с датчиком температуры дает жидкость с новой температурой, подача которой на сварное соединив восстанавливает расстояние от струи жидкости до границы сварочной ванны до заданной величины. Указанный цикл повторяется в течение всего цикла сварки,
В качестве сварочной горелки применена горелка с вольфрамовым электродом 4 в среде аргона. В качестве сопла применена Г-образная трубка из нержавеющей стали с внутренним диаметром 0,8 мм. Сопло подсоединено к смесителю, представляющему собой тройник, два входа которого подсоединены к двухканальной подводящей магистрали, выполненной из гибкого шланга. Два регулятора расхода жидкости, подсоединенные к двухканальной подводящей магистрали, выполнены спаренными таким образом, что при увеличении проходного сечения в одном проходное сечение другого уменьшается, а общее проходное сечение остается постоянным. Регуляторы расхода подсоединены к холодильнику и нагревателю, в качестве которых использованы тепло- обменники с контролируемой температурой. В качестве рабочей жидкости холодильника применяют жидкий азот, а в качестве рабочей жидкости нагревателя нагретую до 80-90°С воду. Холодильник и нагреватель подсоединены к одной подводящей жидкость магистрали.
Управление спаренными регуляторами расхода производят с помощью контрольно-измерительного ус тройства, содержащего последовательно телевизионный датчик с установленной на входе оптической системой, увеличивающей размеры объекта в 10 раз, блок, вырабатывающий электрический сигнал, пропорциональный размерам наблюдаемого объекта, блок сравнения, имеющий задатчик величины электрического сигнала, блок управления по сигналу рассогласования, исполнительный механизм, связанный со спаренными регуляторами расхода.
Предлагаемый способ дуговой сварки с принудительным охлаждением реализован с помощью описанного устройства на экспериментальном участке сварки Омского филиала НИИД. Производят сварку образцов из сплава ЭЙ 703 толщиной 1,5 мм на скорости 8,32 мм/с. С целью поджатия сварочной ванны струю жидкости устанавливают на 7,5 мм от электрода, что меньше
свободной длины сварочной ванны. В качестве охлаждающей жидкости используют воду, при этом температура охлажденной воды равна 2°С, а температура нагретой воды 30°С. Расход жидкости через сопло со0 ставляет 170 мл/мин,
Производят сварку Образцове принудительным охлаждением по оси шва, зоны сварного соединения у границы хвостовой части сварочной ванны. При этом через кон5 трольно-измерительное устройство определяют расстояние между струей и границей сварочной ванны, поддерживают последнее постоянным и равным 0,7 мм. Сварку начинают на токе 90 А, а в процессе сварки
0 вводят искусственные технологические возмущения, например, в виде изменения силы тока до 105 А, при этом расстояние от струи охлаждающей жидкости до границы сварочной ванны по показаниям контрольно-изме5 рительного устройства изменено до 0,5 мм. В процессе изменения расстояния между струей жидкости и границы сварочной ванны контрольно-измерительное устройство дает сигнал на изменения состояния расхо0 дов охлажденной и нагретой жидкости, что произведено поворотом ручки спаренных регуляторов расхода, при этом температура подаваемой жидкости изменяется с 17 до 10°С.
5 Сравнение образцов сварки показало наличие осевой кристаллизации в обоих случаях, однако предлагаемый способ отличается стабильностью процесса осевой кристаллизации на протяжении всего свар0 ного шва, в то время как сварка в соответствии с прототипом имеет изменения в характере кристаллизации вплоть до исчезновения осевой кристаллизации.
Визуальный осмотр образцов сварки
5 предлагаемым способом показал отсутствие окисления в хвостовой части закристаллизовавшейся сварочной ванны.
Технико-экономическая эффективность предлагаемого способа заключается в ста0 билизации качества сварки и исключено попадание жидкости или ее паров в сварочную ванну, что позволит повысить прочностные характеристики сварных соединений и исключить брак при использовании дуговой
5 сварки с принудительным охлаждением. Формула изобретения 1. Способ дуговой сварки с принудительным охлаждением, при котором в зону сварного соединения подают струю жидкости и устанавливают ее на определенном
расстоянии от электрода и границы сварочной ванны, отличающийся тем, что, с целью повышения качества сварки, расстояние от границы сварочной ванны до струи жидкости поддерживают постоянным, регулируя температуру подаваемой жидкости.
2. Устройство для дуговой сварки с принудительным охлаждением, содержащее сварочную горелку, сопло для подачи охлаждающей жидкости, магистраль подвода ох0
лаждающей жидкости и контрольно-измерительную аппаратуру, отличающее - с я тем, что, с целью повышения качества сварки, магистраль подвода охлаждающей жидкости выполнена двухканальной и на входе в сопло снабжена смесителем с датчиком температуры, при этом один из каналов магистрали соединен с холодильником, а другой - с нагревателем, на выходе которых установлены регуляторы расхода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНОЕ УСТРОЙСТВО И СПОСОБ СВАРКИ | 2016 |
|
RU2693248C2 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ СВАРКИ МЕТАЛЛОВ | 1997 |
|
RU2103129C1 |
| СПОСОБ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ С ПРИНУДИТЕЛЬНЫМ ОХЛАЖДЕНИЕМ ШВА И ЗОНЫ ТЕРМИЧЕСКОГО ВЛИЯНИЯ | 2002 |
|
RU2232668C1 |
| Способ дуговой сварки с принудительным охлаждением | 1989 |
|
SU1764884A1 |
| УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ ЗАЩИТНОГО ГАЗА | 2008 |
|
RU2423210C2 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| Горелка для дуговой сварки в среде защитных газов | 1975 |
|
SU698242A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ НА ВЕТРУ | 2010 |
|
RU2465997C2 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЗИРОВАННОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ НА ОТКРЫТЫХ ПЛОЩАДКАХ | 2016 |
|
RU2643757C2 |
| Горелка для сварки неплавящимся электродом в защитных газах | 1986 |
|
SU1412901A1 |
Использование: для дуговой сварки с принудительным охлаждением. Сущность изобретения: в зону сварного соединения подают струю жидкости и устанавливают ее на определенном расстоянии от электрода и границы сварочной ванны. Это расстояние поддерживают постоянным, регулируя температуру подаваемой жидкости. Устройство для дуговой сварки с принудительным охлаждением содержит сварочную горелку, сопло для подачи охлаждающей жидкости, магистраль подвода жидкости в сопло и контрольно-измерительную аппаратуру. Магистраль подвода выполнена двухканальной и на входе в сопла снабжена смесителем с датчиком температуры, при этом один из каналов магистрали подвода соединен с холодильником, а другой - с нагревателем, каждый из которых имеет регулятор расхода на выходе. 2 с.п.ф-лы, 1 ил. (Л С
| Способ охлаждения нагретых поверхостей и устройство для его осуществления | 1975 |
|
SU564119A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР № 1312875, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР № 1345486, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
