00
о ел
Изобрсггеиие относится к области микросварки и предназначено для ис- пользовання в приборостроении для приварки мос тик(5в из микропроволоки к стержпеным контактам изделий.
Целью изобретения является повышение качества соединения при приварке твердой микронроволоки высокого сопротивления к мягким стержневым кон- тактам, а также устранение налипания на пуансон материала стержня.
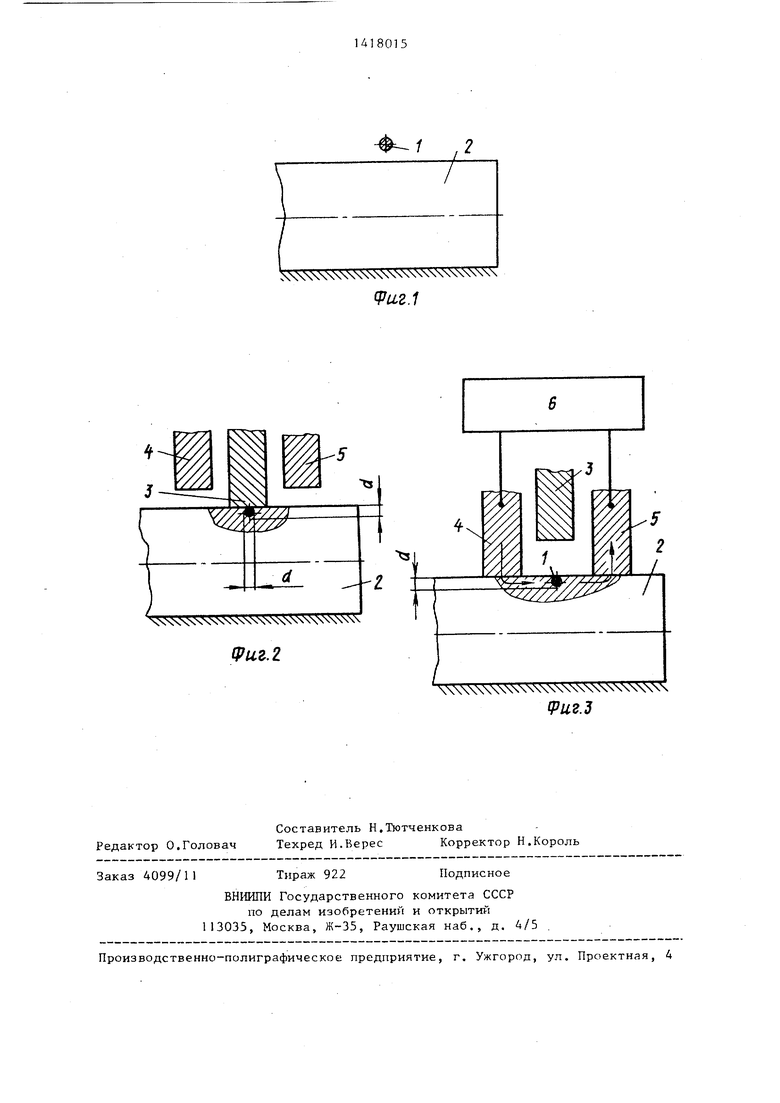
На фиг.1 изображена проволока и стержневой контакт до сварки (проволока расположена поперек стержня); на фиг.2 - момент вдавливания проволоки в поверхность стержневого контакта; на фиг.З - момент пропускания по поверхности стержневого контакта тока высокой частоты.
Для осуществления приварки проволоки к стержневым контактам проволоку 1 располагают поперек стержня 2, после чего проволоку 1 вдавливают пуансоном 3 в поверхность стержня 2 на глубину, равную диаметру d проволоки 1, а затем по поверхности стержня 2 с помощью электродов 4 и 5, которые не контактируют с зоной сварки, подключенных к источнику 6 тока высокой частоты, в месте размещения про- волоки 1 пропускают ток высокой частоты, глубина проникновения которого равна по крайней мере диаметру проволоки 1, при этом проволока заплав- ляется металлом стержня 2,
Для заплавления проволоки 1,достаточно с помощью тока высокой частоты максимально нагреть только слой стержня 2 глубиной, равной диаметру d проволоки 1. Приняв глубину проникновения тока высокой частоты равной диаметру вдавленной проволоки 1, получают следующее соотнощении для определения частоты тока:
f
(. d
т
где j) - удельное сопротивление стерж- невьгх контактов;
k - коэффициент, ранный 5030;
р - магнитная проницаемость стержневых контактов;
d - диаметр проволок. Преимущество предлагаемого способа заключается в том, что обеспечиваются локальный нагрев стержневого контакта в месте размещения вдавленной проволоки и надежное заплавление проволоки металлом стержня, что повышает качество соединения, а также отсутствует налипание на пуансон материала стержня. Экономический эффект достигается за счет снижения процента брака по причине плохого качества соединения и сокращения времени на зачистку сварочного инструмента от налипших частиц материала стержня.
Формула изобретения
Способ приварки проволоки.к стержневым контактам, при котором проволоку располагают поперек стержневого контакта, вдавливают в поверхность с помощью пуансона и пропускают электрический ток, заплавляя проволоку металлом стержневого контакта, о т л и ч ающийся тем, что, с целью по вьшения качества соединения и устранения налипания на пуансон материала стержневого контакта, проволоку вдавливают на глубину, равную ее диаметру, а затем по поверхности стержня, в месте размещения проволоки, пропускают ток высокой частоты, глубину проникновения которого выбирают равную по крайней мере диаметру вдавленной проволоки, а частоту тока f определяют из соотношения
. ,
(U. d
f
где р - удельное сопротивление
стержневых контактов; k - коэффициент,равный 5030; |U - магнитная проницаемость
стержневых контактов; d - диаметр проволоки.
,2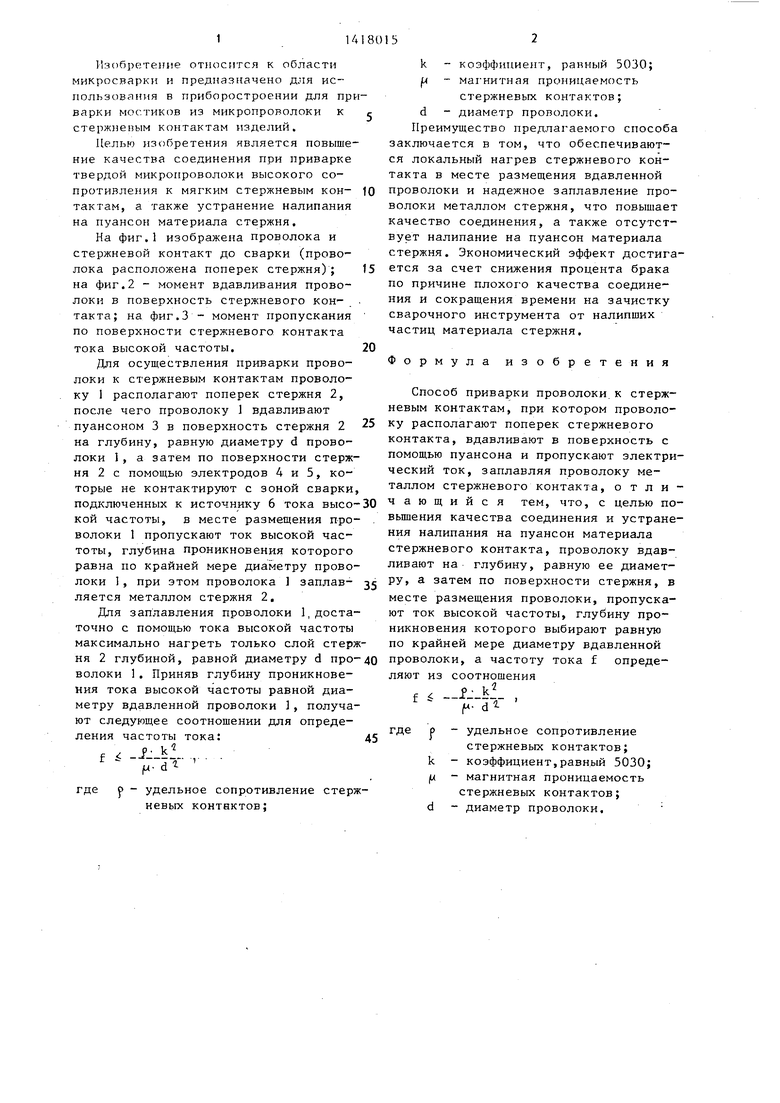
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приварки мостиков из микропроволоки к стержневым контактам | 1986 |
|
SU1433700A1 |
| Способ приварки проволоки к стержневым контактам | 1985 |
|
SU1260150A1 |
| Способ приварки микропроволоки к стержневым выводам | 1991 |
|
SU1834774A3 |
| Способ приварки мостиков из микропроволоки к контактным площадкам | 1980 |
|
SU933330A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1980 |
|
SU927444A1 |
| Установка для приварки мостиков из микропроволоки к монтажным площадкам | 1987 |
|
SU1419843A2 |
| Способ приварки мостиков из микропроволоки к контактным площадкам | 1986 |
|
SU1399035A1 |
| Инструмент для ультразвукового присоединения микропроволоки | 1981 |
|
SU990458A1 |
| Устройство для сварки микропроволоки | 1978 |
|
SU742083A1 |
| Способ приварки мостиков из микропроволоки к заглубленным контактным площадкам и устройство для его осуществления | 1983 |
|
SU1147541A1 |
Изобретение относится к микросварке и может быть использовано в приборостроении для приварки мостиков из нихромовой микропроволоки к стержневым контактам из меди. Целью . является повышение качества соединения и устранение налипания на пуансон материала стержневых контактов. Проволоку, расположенную поперек стержня, вдавливают на глубину, равную ее диаметру.По поверхности стерж- . ня, в месте размещения проволоки пропускают ток высокой частоты. Глубина проникновения тока равна по крайней мере диаметру вдавленной проволоки. Частоту тока определяют из соотношения , где р - удельное сопротивление стержневых контактов; k - коэффициент, равный 5030; (U - магнитная проницаемость стержневых контактов; d - диаметр проволоки. Это приводит к разогреву стержневого кон- j такта в месте размещения вдавленной проволоки и надежному заплавлению проволоки металлом стержня, что повышает качество соединения и сокращает время на зачистку сварочного инстру- MeHTfi. 3 ил. (Л
fpuz.l
x чЧSNNNчsN x N cs
(риг.2
.5
| Способ приварки проволоки к стержневым контактам | 1985 |
|
SU1260150A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ крепления режущего элемента | 1976 |
|
SU619312A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
