| оо оо

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приварки проволоки к стержневым контактам | 1987 |
|
SU1418015A1 |
| Способ приварки проволоки к стержневым контактам | 1985 |
|
SU1260150A1 |
| Способ подачи микропроволоки в зону ее соединения с контактной площадкой | 1982 |
|
SU1082591A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам | 1980 |
|
SU933330A1 |
| Способ приварки микропроволоки к стержневым выводам | 1991 |
|
SU1834774A3 |
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1985 |
|
SU1268345A1 |
| Способ приварки мостиков из микропроволоки к заглубленным контактным площадкам и устройство для его осуществления | 1983 |
|
SU1147541A1 |
| Установка для приварки мостиков из микропроволоки к монтажным площадкам | 1987 |
|
SU1419843A2 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1979 |
|
SU867573A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1982 |
|
SU1038143A2 |

Изобретение относится к микросварке и может быть использовано в приборостроении для приварки мостиков из нихромовой микропроволоки к стержневым контактам из меди. Целью изобретения является повьшение качества сварки. Согласно способу на стержневых контактах 1 под углом к их оси выполняют поперечное призматическое углубление, микропроволоку 5помещают в углубление в натянутом состоянии, зажимают и приваривают, , заплавляя проволоку материалом стержня. При этом угол при вершине углубления равен 10-20 , биссектриса этого угла наклонена к оси стержня под углом 20-30. Выбирая угол при вершине углубления, исходят из того, чтобы проволока располагалась на расстоянии 0,25 D от поверхности стержня, где D - диаметр стержневого контакта. 6ил. (О (Л
фиг. 4
to
15
20
Изобретение относится к микросварке и предназначено для использования в приборостроении для приварки мостиков из микропроволоки к стержневым
контактам изделий.
Цель изобретения - повышение качества сварки.
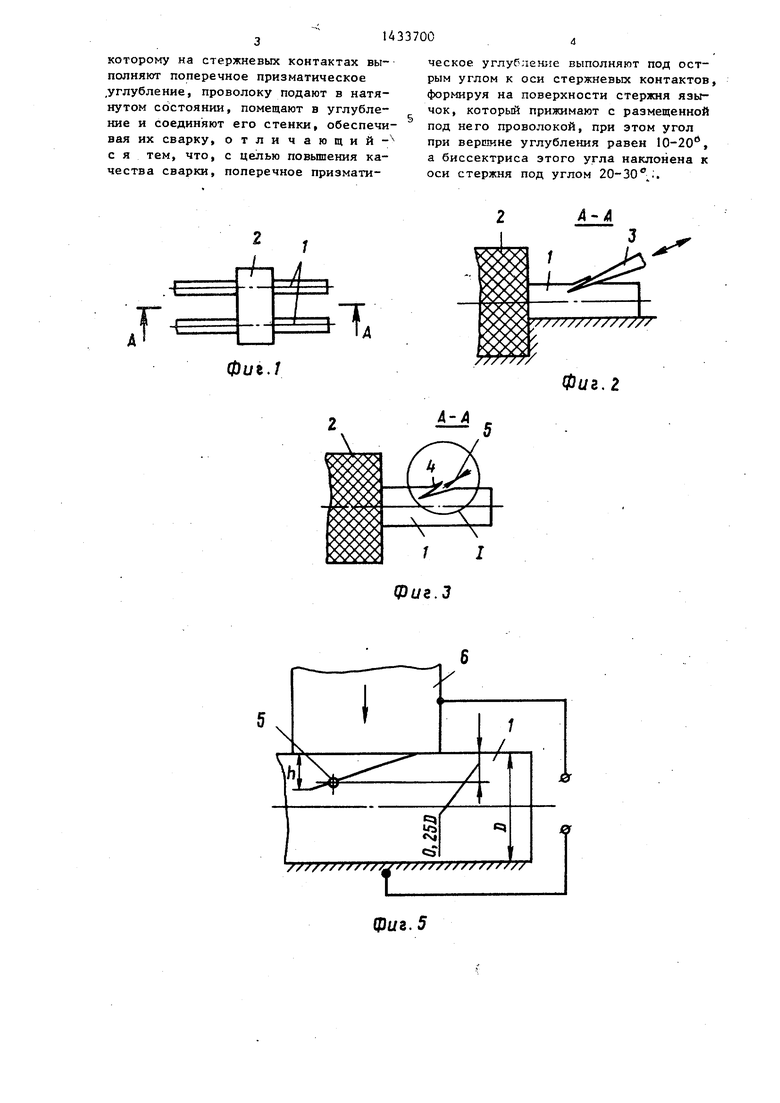
На фиг.1 изображено изделие со стержневыми контактами; на фиг.2 - разрез- А-А на фиг. (в момент выполнения на стержне поперечного призматического углубления под углом к оси стержня); на фиг.З - то же (в момент помещения микропроволоки в углубле- 1ШИ5 стрелкой показано направление мнкропроволоки); на фиг.4 - узел I на фиг.З (проволока введена в углубление на заданную глубину); нафиг.З- положение при сварке после прижатия язычка к стержню электродом; на фиг.6 - изделие с мостиком из микропроволоки, приваренным к стержневым контактам.
Для осуществления способа приварки 25 мостиков из микропроволоки к стержневым контактам на обоих стержнях 1 (стержневых контактах) из меди изделия 2 с одной стороны выполняют поперечное призматическое углубление с помощью ножа 3. При этом поперечное призматическое углубление выполняют под острым углом к оси стержневых контактов 1, образуя на поверхности каждого стержня 1 язычок 4.
Нихромовую микропроволоку 5 подают в натянутом состоянии, помещают в призматическое углубление стержней 1, и язычок 4 прижимают с помещенной под нею проволокой 5 к стержню 1 40 электродом 6 и, пропуская электрический ток, -приваривают, заплавляя проволоку 5 материалом стержня 1. В ре30
35
Таким образом осуществляют приварку мостиков из нихромовой микропрово- Поки 00,009 мм. со стержневыми конзультате между стержнями 1 изделия 2
образуется мостик 7. Небольшим сведе-дд тактами из меди (2(0,35 мм.
нием стержней 1 образуют прогиб мое- Техническое преи 1ущество изобрететика 7, предотвращающий его обрыв в
результате термического расширения
изделия 2.
Призматическое углубление в стержнях 1 выполняют с углом при вершине
50
ния, по сравнению с прототипом, заключается в том, что обеспечивается заплавление микропроволоки металлом стержневых контактов, повышающее прочность и стабильность сопротивления в контакте. Кроме того, сохраняется форма стержневых контактов, так как их не изгибать при сварке.
углубления, равным 10-20, а биссект- риса этого угла наклонена к оси стержня 1 под углом 20-30 , При этом величина угла при вершине углубления определяется стойкостью ножа 5 и возможностью перемещения проволоки 5 :В углубление, а угол наклона биссектрисы этого угла к оси 1 определяется возможностью деформации материала стержня 1 при прижиме язычка 4 к стержню 1 электродом 6 при приварке язычка 4 к стержню 1.
Призматическое углубление выполняют так, чтобы расстояние вершины углубления от поверхности стержня 1 определялось по формуле:
to
h 0,25 D +
d sinK J 2 sin -f
При этом микропроволока 5, помещенная в углубление, касается его стенок и располагается на глубине, равной четверти диаметра стержня 1, так кик эта глубина, соответствующая зоне максимального нагрева, пред- ставляе т среднее расстояние от поверхности максимального теплоотвода (в тело электрода 6) и зоны ь-синимал ь- ной плотности тока в центре стержня 1 .
В результате интенсивного теплоотвода в медные электроды 6 максимум температурного поля (при кратковременном нагреве) смещается в тело стержневого контакта, где зажата них- ромовая микропроволока 5, которая заплавляется материалом стержня 1.
Поэтому, зная размеры (диаметры) микропроволоки 5 и стержневых 1 контактов, можно, выбрав угол заточки ножа 3 равным .10-20 и расположив его. биссектрису под углом 20-30 к оси стержня 1, выполнить в стержнях наклонное призматическое углубление, в котором проволока 5 будет зажата и заплавлена материалом стержня 1 на глубине максимального нагрева.
Таким образом осуществляют приварку мостиков из нихромовой микропрово- Поки 00,009 мм. со стержневыми кон
ния, по сравнению с прототипом, заключается в том, что обеспечивается заплавление микропроволоки металлом стержневых контактов, повышающее прочность и стабильность сопротивления в контакте. Кроме того, сохраняется форма стержневых контактов, так как их не изгибать при сварке.
Формула изобретен и я
Способ приварки мостиков из микропроволоки к стержневым контактам, по
которому на стержневых контактах выполняют поперечное призматическое .углубление, проволоку подают в натянутом состоянии, помещают в углубление и соединяют его стенки, обеспечивая их сварку, отличающий- с я тем, что, с целью повышения качества сварки, поперечное призмати.Г
т
й
фиг.1
ческое углублеш е выполняют под острым углом к оси стержневых контактов, формируя на поверхности стержня язычок, который прижимают с размещенной под него проволокой, при этом угол при верпшне углубления равен 10-20, а биссектриса этого угла наклонена к оси стержня под углом 20-30 ;.
L.
Фиг.г
4-;
Фиг.З
0
Фиг. 5
Фиг. 5
| Патент США № 2994244, кл | |||
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| Способ приварки мостиков из микропроволоки к стержневым контактам | 1982 |
|
SU1076235A1 |
