L
t 0т luifonpuMa dvtJ
14
кронштейнами 22 и тягами 23. Осуществляют загрузку пакетов на ОП. При движении ДП вверх поднимается и рама 14 с НЭ, имеющим выступ 16с, Упорами J9 поворачивают профильные элементы J3, а-с ними и фиксирующие элементы Л, В зависимости от того, какой из пазов 12 контактирует с выступом 16 НЭ, ДП могут занимать раз- личньш положения. После загрузки па8038
кетов на ОП они перемещаются вверх. Упорами 19 поворачиваются профильные элементы, 13 и фиксирующие элементы 11, при этом под выступ 16 устанавливаются наиболее далеко расположенные к выступу 16 пазы 2 фиксирующих элементов 11. (Рри этом в образовавшееся межплитное пространство на ДП загружают дополнительные пакеты. Все плиты пресса смыкают и прессуют , 6 ил.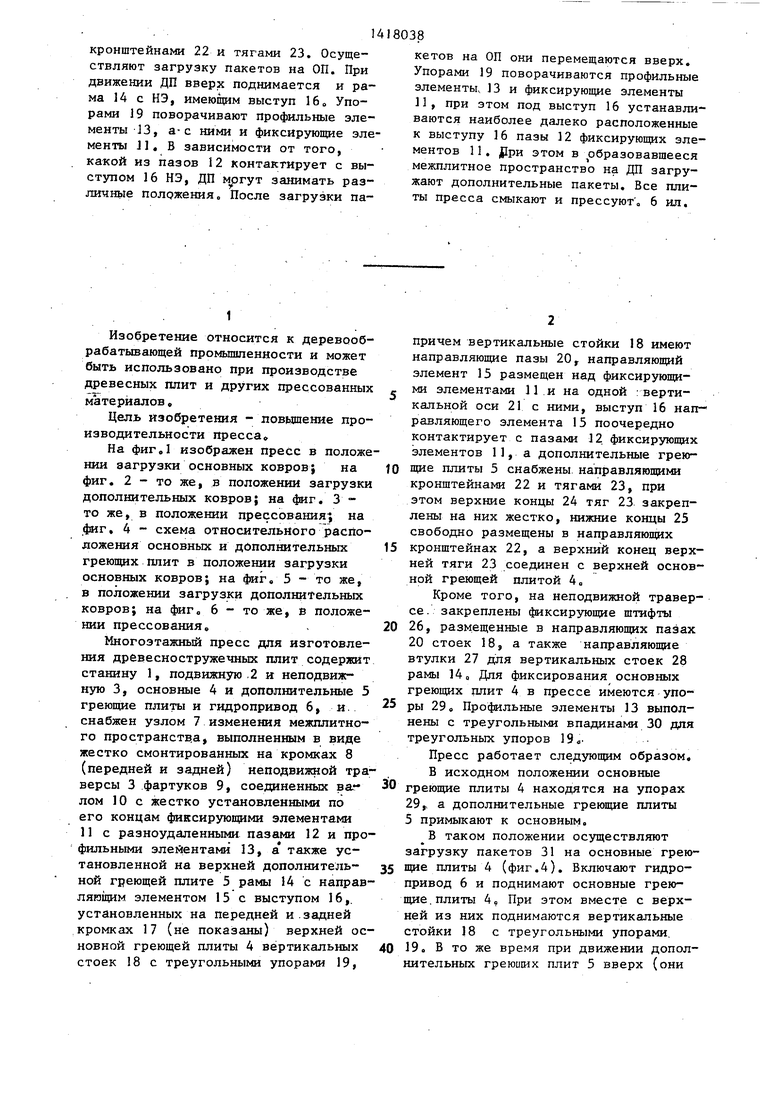
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО К МНОГОЭТАЖНОМУ ПРЕССУ | 1973 |
|
SU370038A1 |
| Устройство для изготовления древесноволокнистых плит | 1987 |
|
SU1445972A1 |
| Устройство для изготовления многопустотных древесно-стружечных плит | 1986 |
|
SU1371924A1 |
| Устройство для изготовления профильных плит | 1988 |
|
SU1625704A1 |
| Многоэтажный пресс | 1975 |
|
SU692723A1 |
| Установка для изготовления древесностружечных плит | 1977 |
|
SU648437A1 |
| Установка для изготовления непрерывных плитных материалов | 1977 |
|
SU655566A1 |
| ЭТАЖНЫЙ ПРЕСС | 1973 |
|
SU388908A1 |
| Автоматическая линия производства древесностружечных плит | 1983 |
|
SU1165579A1 |
Изобретение относится к деревообрабатывающей промышленности Цель изобретения - повьшение производительности. Многоэтажный пресс включает станину 1, траверсы, греющие основные плиты (ОП) 4 и дополнительные плиты (ДП) 5. Пресс снабжен узлом 7 изменения межплитного прост ранства в виде жестко смонтированных на кромках 8 неподвижной траверсы фартуков 9, соединенных валгом 10 с фиксирующими элементами 11 и профильными элементами 13. Узел 7 изменения межплитного пространства .имеет также раму 14 с направляющим элементом (НЭ) 15, ДП снабжены направляющими С € (Л
1
Изобретение относится к деревообрабатывающей промышленности и может быть использовано при производстве древесных плит и других прессованных материалов.
Цель Изобретения - повьцпение производительности пресса
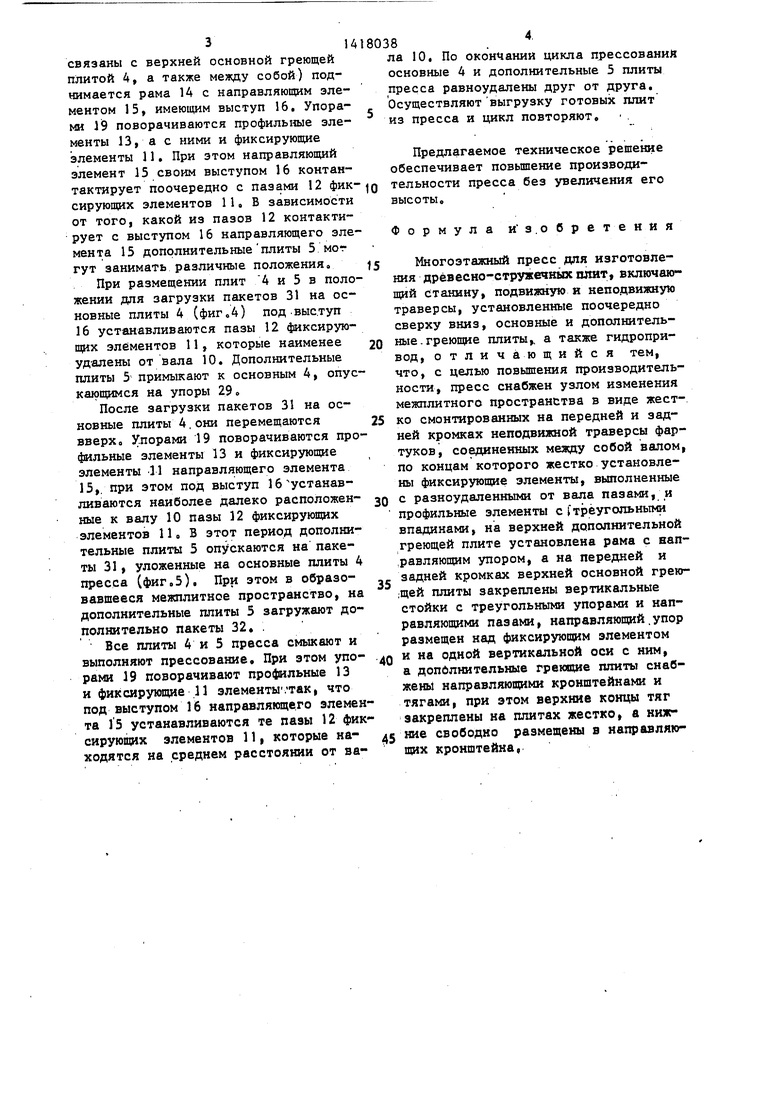
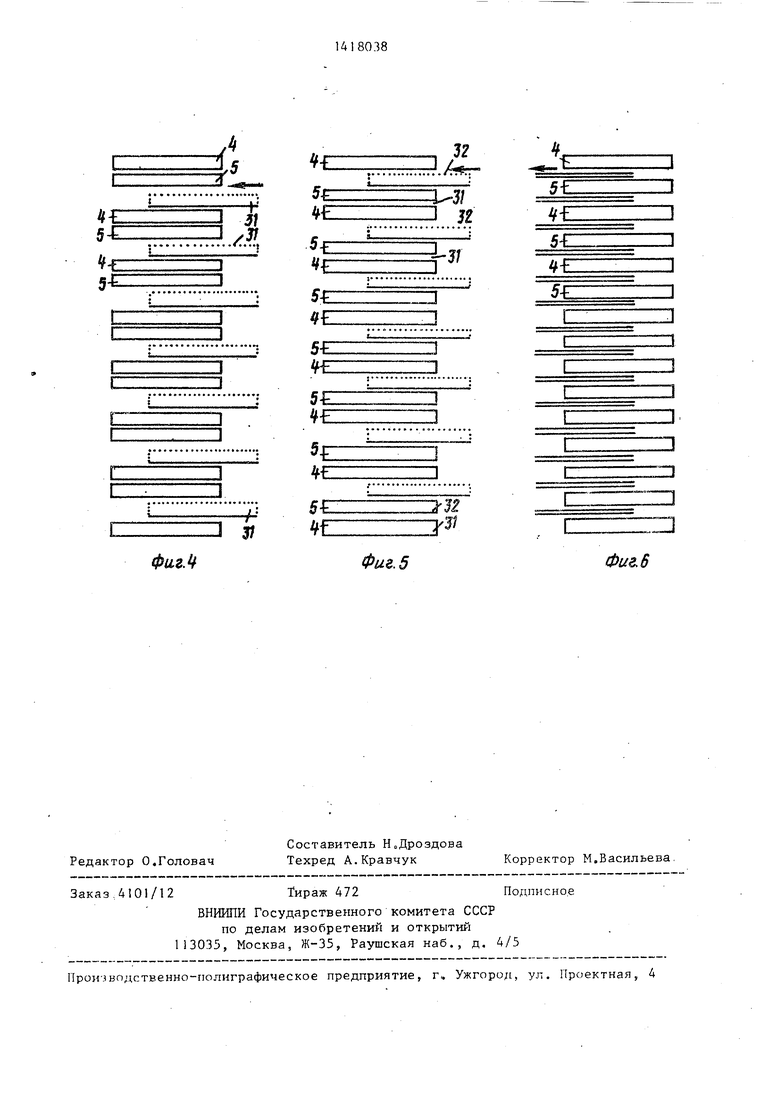
На фиг, изображен пресс в положении загрузки основных ковров} на фиг. 2 - то же, в положении загрузки дополнительных ковров; на фиг. 3 - то же, в положении прессования; на фиг, 4 - схема относительного расположения основных и дополнительных греющих Ш1ИТ в положении загрузки основных ковров; на фиг 5 - то же, в положении загрузки дополнительных ковров; на фиг. 6 - то же, в положении прессования.
Многоэтажный пресс для изготовления древесностружечных плит содержит станину 1, подвижную .2 и неподвиж- ную 3, основные 4 и дополнительные 5 греющие плиты и гидропривод 6, и. снабжен узлом 7 изменения межплитного пространств.а, выполненным в виде жестко смонтированных на кромках 8 (передней и задней) неподвижной траверсы 3 фартуков 9, соединенных валом 10 с жестко установленными по его концам фиксирующими элементами 11 с разноудапенными пазами 12 и профильными элейентами 13, а также установленной на верхней дополнительной греющей плите 5 рамы 14 с направляющим элементом 15 с выступом 16,. установленных на передней и .задней кромках 17 (не пока:заны) верхней основной греющей плиты 4 вертикальных стоек 18 с треугольными упорами 19,
причем вертикальные стойки 18 имеют направляющие пазы 20, направляющий элемент 15 размещен над фиксирующи- ми элементами 11.и на одной :вертикальной оси 21с ними, выступ 16 направляющего элемента 15 поочередно контактирует с пазами 12 фиксирующих элементов 11, а дополнительные грею0 щие плиты 5 снабжены, направляющими кронштейнами 22 и тягами 23, при этом верхние концы 24 тяг 23 закреплены на них жестко, нижние концы 25 свободно размещены в направляющих
5 кронштейнах 22, а верхний конец верхней тяги 23 соединен с верхней основной греющей плитой 4о
Кроме того, на неподвижной траверсе, закреплены фиксирзтошие щтифты
0 26, размещенные в направляющих пазах 20 стоек 18, а также направляющие втулки 27 для вертикальных стоек 28 рамы 14 а Для фиксирования основных греющих плит 4 в прессе имеются упо5 ры 29. Профильные элементы 13 выполнены с треугольными впадинами 30 для треугольньпс упоров 19«.
Пресс работает следующим образом. В исходном положении основные
0 греющие плиты 4 находятся на упорах 29,, а дополнительные греющие плиты 5 примыкают к основным.
В таком положении осуществляют загрузку пакетов 31 на основные грею5 щие плиты 4 (фиг.4). Включают гидропривод 6 и поднимают основные греющие, плиты 4, При этом вместе с верхней из них поднимаются вертикальные стойки 18 с треугольными упорами.
0 19 о В то же время при движении дополнительных греюивнх плит 5 вверх (они
31
связаны с верхней основной греющей
плитой 4, а также между собой) поднимается рама 14 с направляющим элементом 15, имеющим выступ 16. Упорами i9 поворачиваются профильные элементы 13, а с ними и фиксирующие элементы 11, При этом направляющий элемент 15 своим выступом 16 контан- тактирует поочередно с пазами 12 фиксирующих элементов 11, В зависимости от того, какой из пазов 12 контактирует с выступом 16 направляющего элемента 15 дополнительные плиты 5 мог гут занимать различные положения
При размещении плит 4 и 5 в положении для загрузки пакетов 31 на основные плиты 4 (фиг «4) под .выс.туп 16 устанавливаются пазы 12 фиксирующих элементов 11, которые наименее удалены от вала 10. Дополнительные плиты 5 примыкают к основным 4, опускающимся на упоры 29.
После загрузки пакетов 31 на основные плиты 4.они перемещаются вверх Упорами 19 поворачиваются профильные элементы 13 и фиксирующие элементы И направляющего элемента 15,, при этом под выступ 16 устанавливаются наиболее далеко расположенные к валу 10 пазы 12 фиксирующих элементов 11 В этот период дополнительные плиты 5 опускаются на пакеты 31, уложенные на основные плиты 4 пресса (фиг.5). При этом в образовавшееся межплитное пространство, на дополнительные плиты 5 загружают дополнительно пакеты 32. .
Все плиты 4 и 5 пресса смыкают и выполняют прессование. При этом упорами 19 поворачивают профильные 13 и фиксирующие И элементы .-так, что под выступом 16 направляющего элемента 15 устанавливаются те пазы 12 фик сирующих элементов 11, которые находятся на среднем расстоянии от ва
ла 10. По окончании цикла прессований основные 4 и дополнительные 5 плиты пресса равноудалены друг от друга. Осуществляют выгрузку готовых плит из пресса и цикл повторяют, .
Предлагаемое техническое решение обеспечивает повьш1ение производи- тельности пресса без увеличения его
высоты.
Формула и 3.обретения
Многоэтажный пресс для изготовления дрёвесно-стружечных плит, включаю- щий станину, подвижную и неподвижную траверсы, установленные поочередно сверху вниз, основные и дополнительные.греющие плиты,, а также гидропривод, отличающийся тем, что, с целью повышения производительности, пресс снабжен узлом изменения межплитного пространства в виде жест-.
ко смонтированных на передней и задней кромках неподвижной траверсы фартуков, соединенных между собой валом, по концам которого жестко установлены фиксирующие элементы, выполненные
с разноудаленными от вала пазами, и профильные элементы с Т1зёугольными впадинами, на верхней дополнительной греющей плите установлена рама с вап- ,равляющим упором, а на передней и задней кромках верхней основной грею- ;щей плиты закреплены вертикальные стойки с треугольными упорами и направляющими пазами, направляющий.упор размещен над фиксирующим элементом
и на одной вертикальной оси с ним, а допйлнительные греющие плиты снабжены направляющими кронштейнами и тягами, при этом верхние концы тяг закреплены на плитах жестко, а нияг
иие свободно размещены в направляющих кронштейна,
LLJ
Поршни поршни
ФиеЛ
и 15
ЛТ1
фув.2
ii
4 5
1f ./Д
5-ь:
Фаг.
5С
5€
Фиг. 5
г/г5
| Типикин В.Ф., Лейбзон Л.Мо, Новак В.М | |||
| Гидравлические прессы для неметаллических материалов - Машиностроение, 1969, с„143а Копаев И.В, Щетинин А„Ф«, Кале- канов В.Г, Пути наращивания мощностей заводов по производству древесностружечных плит | |||
| Обзорная информация | |||
| - М„, 1980, выпо 10, Со 20. |
