СХ)
00 ел to
11
Изобретение относится к электромашиностроению, а именно к технологии изготовления электрических .машин
Цель изобретения - упрощение тех- нологии изготовления и повышение на- дежности.
На фиг. 1 показана схема выполнения заготовок упоров на подшипниково щите, статор в корпусе (расположение деталей до их сочленения, крепежные элементы не показаны); на фиг. 2 - вид А на фиго 1; на фиг. 3 - схема выполнения заготовок упоров на подшипниковом щите, статор без корпуса (расположение деталей до их сочленения, крепежные элементы не показаны) на фиг. 4 - схема выполнения заготовок упоров на статоре, в частности на его корпусе (расположение деталей до их сочленения, крепежные элементы не показаны).
Пример 1 (фиг. 1 и 2). На торце подшипникового щита 1 из алю
шипникового щита 1.(показано горизонтальной штриховкой).
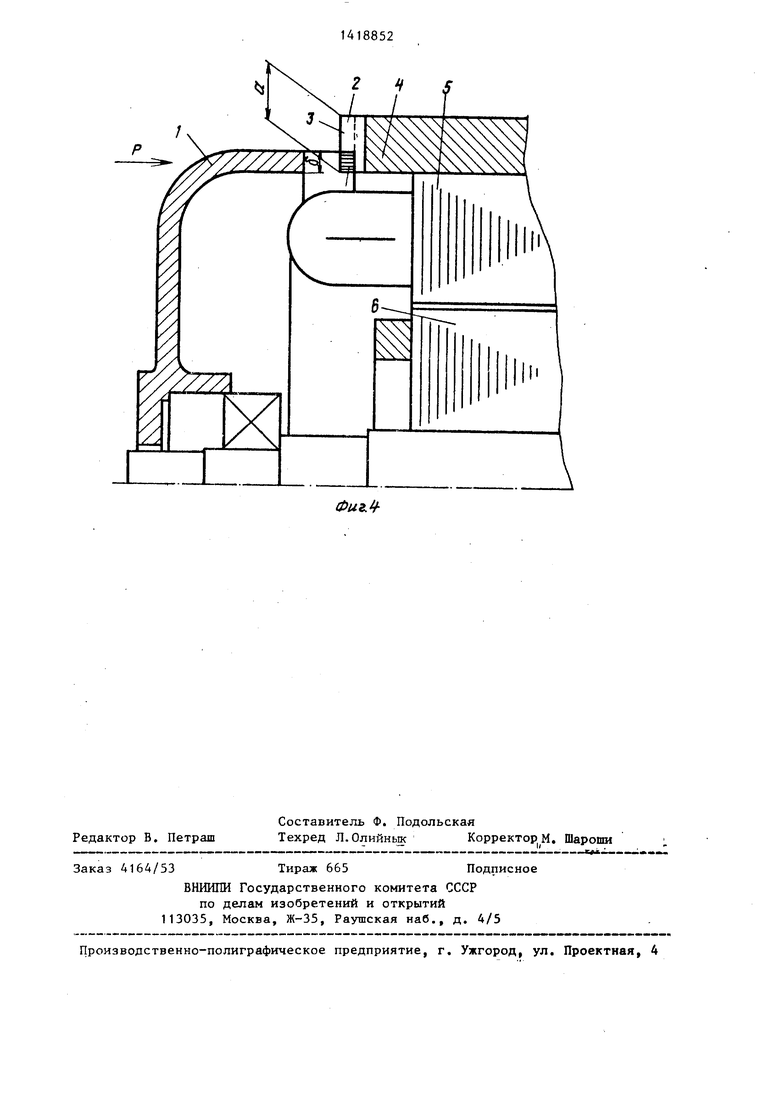
Пример 3 (фиг.4). Заготовки
2радиальных упоров 3 выполнены на торце литого корпуса 4 из алюминиевого сплава. Процесс образования радиальных упоров 3 аналогичен приведенному в примере 1, при этом упоры
3корпуса 4 охватывают цилиндрическую поверхность подшипникового щита 1.
Предлагаемый способ сборки электрической машины позволяет упростить процесс образования радиальных упоров путем пластической деформации заготовок для указанных упоров, выполненных, например, заодно с деталью при ее изготовлении (литье). Это, в свою очередь, обеспечивает прочное закрепление радиальных упоров на торце детали и их надежный контакт с охватываемой поверхностью сочленяемой детали, что повьш1ает эксплуатационную надежность крепления щИтов к статору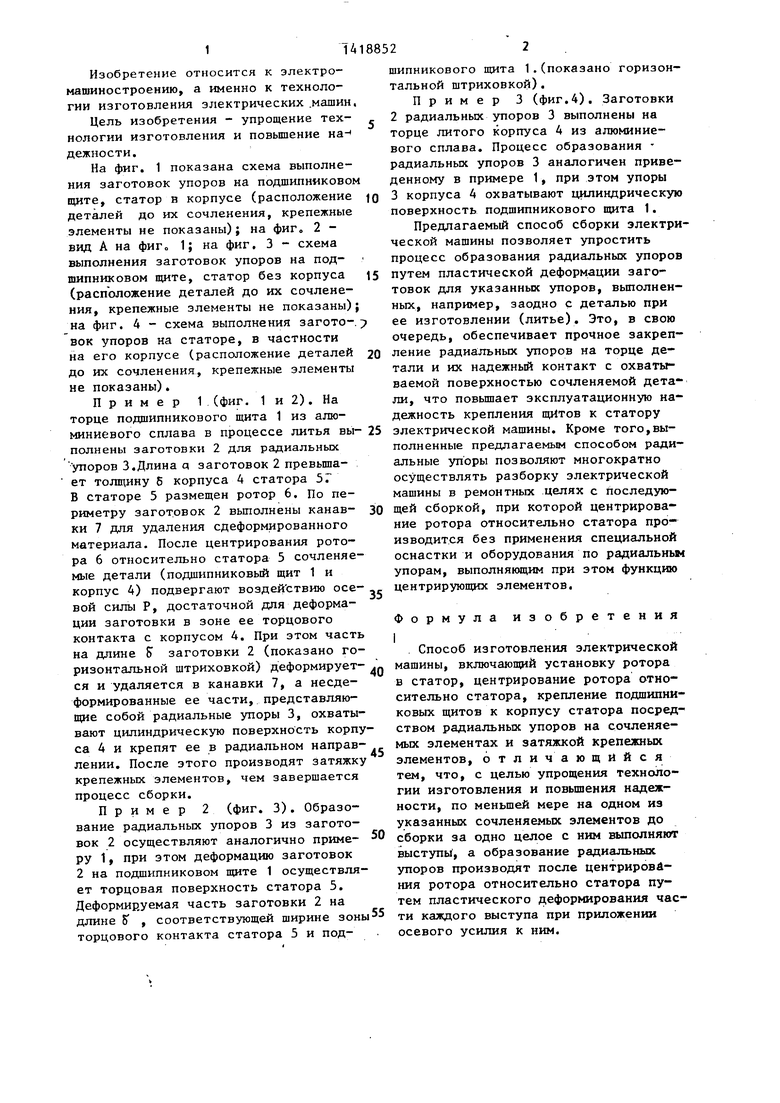
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки электрической машины и устройство для его осуществления | 1982 |
|
SU1171909A1 |
| Электрическая машина | 1989 |
|
SU1781774A1 |
| Гистерезисный гиромотор | 2015 |
|
RU2611070C1 |
| ЭЛЕКТРИЧЕСКАЯ МИКРОМАШИНА ВЕТОХИНА (ЭММВ) | 1992 |
|
RU2041545C1 |
| СПОСОБ ЦЕНТРИРОВАНИЯ РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2013847C1 |
| Электрическая машина | 1991 |
|
SU1823080A1 |
| ТОРЦОВАЯ ЭЛЕКТРИЧЕСКАЯ АСИНХРОННАЯ МАШИНА | 1998 |
|
RU2140700C1 |
| Электрическая машина и способ сборки электрической машины | 1989 |
|
SU1723632A1 |
| Способ сборки электрической машины и устройство для его осуществления | 1988 |
|
SU1589352A1 |
| Способ сборки электродвигателя и устройство для его осуществления | 1982 |
|
SU1023546A1 |
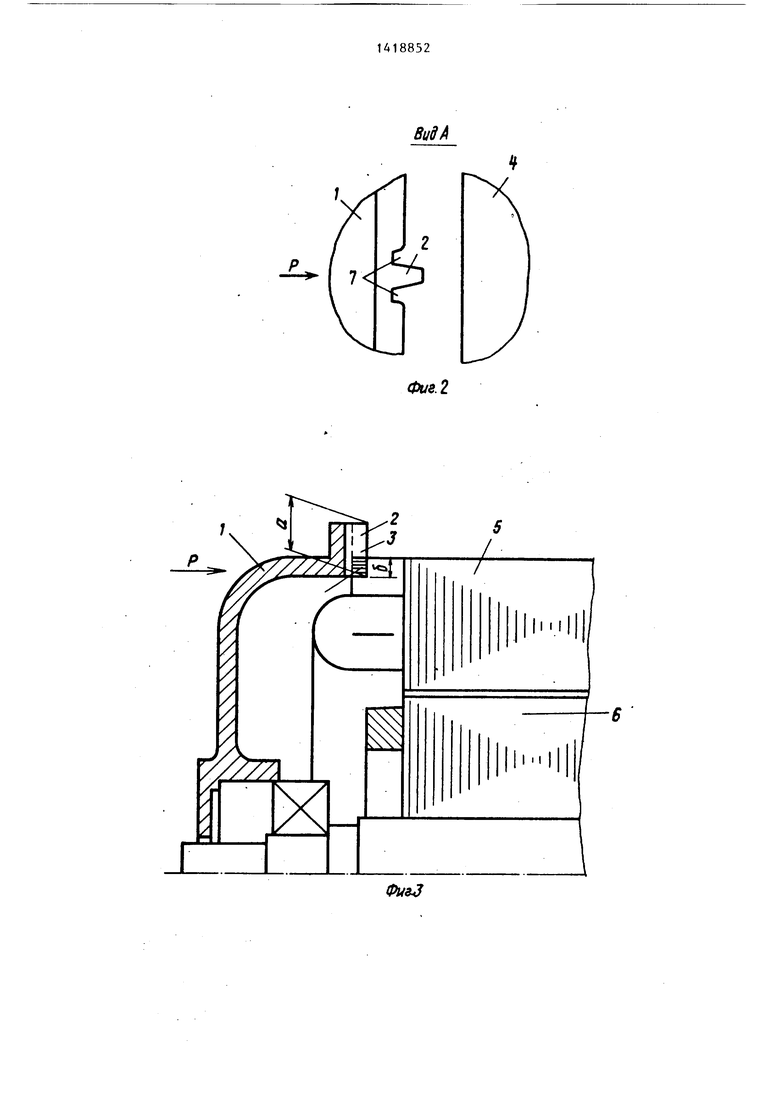
Изобретение относится к электромашиностроению. Цель изобретения - упрощение технологии изготовления. На торце подшипникового щита 1 из алюминиевого сплава в процессе литья выполняют заготовки 2 для радиальных упоров 3. По периметру заготовок 2 выполняют канавки для удаления сде- формированного м атериала. После центрирования ротора 6 относительно статора 5 сочленяемые детали - щит 1 и корпус 4 подвергают воздействию осевой силы Р, достаточной для деформации заготовки в зоне ее контакта с корпусом. Несдеформированные части заготовки, представляющие собой упоры 3, охватывают цилиндрическую поверхность корпуса 4 и крепят ее в ради- альном направлении. После этого, производят затяжку крепежных элементов. Радиальные упоры могут быть выполнены па торце литого из алюминиевого сплава корпуса. Изобретение позволяет повысить надежность, 4 иЛ. S (Л
30
миниевого сплава в процессе литья вы- 25 электрической машины. Кроме того,выполнены заготовки 2 для радиальных упоров 3.Длина q заготовок 2 превьш1а- ет толщину Б корпуса 4 статора 5 Г В статоре 5 размещен ротор 6. По периметру заготовок 2 вьшолнены канавки 7 для удаления сдеформированного материала. После центрирования ротора 6 относительно статора 5 сочленяемые детали (подшипниковый щит 1 и корпус 4) подвергают воздействию осевой силы Р, достаточной для деформации заготовки в зоне ее торцового контакта с корпусом 4. При этом часть на длине заготовки 2 (показано го35
полненные предлагаемым способом радиальные упоры позволяют многократно осуществлять разборку электрической машины в ремонтных .целях с йоследую- щей сборкой, при которой центрирование ротора относительно статора производится без применения специальной оснастки и оборудования по радиапьньм упорам, выполняющим при этом функцию центрирующих элементов.
Формула изобретения
I
Способ изготовления электрической
ризонтальной штриховкой) деформирует- .« машины, включающий установку ротора
45
ся и удаляется в канавки 7, а несде- формированные ее части, представляющие собой радиальные упоры 3, охватывают цилиндрическую поверхность корпуса 4 и крепят ее в радиальном направлении. После этого производят затяжку крепежных элементов, чем завершается процесс сборки.
Пример 2 (фиг. 3). Образование радиальных упоров 3 из заготовок 2 осуществляют аналогично примеру 1 , при этом деформацию заготовок 2 на подшипниковом щите 1 осуществляет торцовая поверхность статора 5. Деформир.уемая часть заготовки 2 на длине 5 , соответствующей ширине торцового контакта статора 5 и под50
в статор, центрирование ротора относительно статора, крепление подшипниковых щитов к корпусу статора посредством радиальных упоров на сочленяемых элементах и затяжкой крепежных элементов, отличающийся тем, что, с целью упрощения технологии изготовления и повьш1ения надежности, по меньшей мере на одном из указанных сочленяемых элементов до сборки за одно целое с ним выполняют выступь, а образование радиальных упоров производят после центрировА- ния ротора относительно статора путем пластического деформирования части каждого выступа при приложении осевого усилия к ним.
электрической машины. Кроме того,вы
полненные предлагаемым способом радиальные упоры позволяют многократно осуществлять разборку электрической машины в ремонтных .целях с йоследую- щей сборкой, при которой центрирование ротора относительно статора производится без применения специальной оснастки и оборудования по радиапьньм упорам, выполняющим при этом функцию центрирующих элементов.
Формула изобретения
I
Способ изготовления электрической
5
З
0
в статор, центрирование ротора относительно статора, крепление подшипниковых щитов к корпусу статора посредством радиальных упоров на сочленяемых элементах и затяжкой крепежных элементов, отличающийся тем, что, с целью упрощения технологии изготовления и повьш1ения надежности, по меньшей мере на одном из указанных сочленяемых элементов до сборки за одно целое с ним выполняют выступь, а образование радиальных упоров производят после центрировА- ния ротора относительно статора путем пластического деформирования части каждого выступа при приложении осевого усилия к ним.
Фиг. 2
Фиг.
| Патент США 4170057, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3437853, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
