(;о
со
00
Изобретение относится к области нанесения защитных металлических покрытий методом электродуговой металлизации и может быть использовано в машиностроении, судостроении и други отраслях народного хозяйства.
Цель изобретения - повышение ресурса работы.
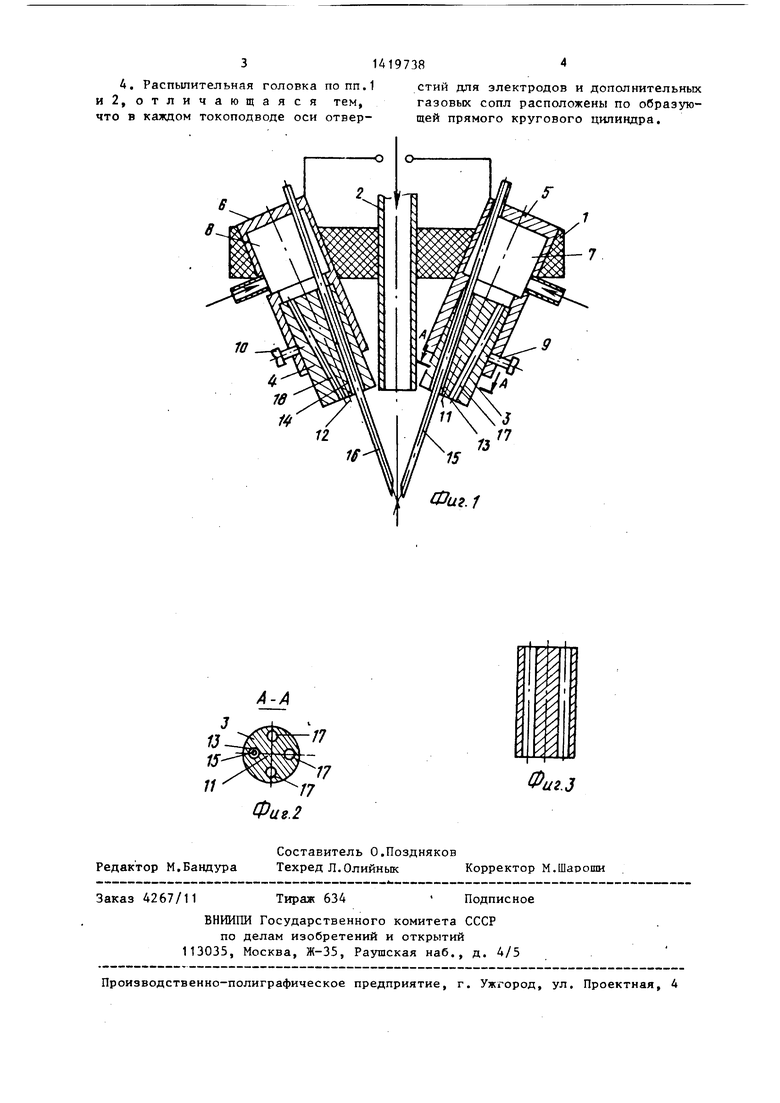
На фиг.1 показана предлагаемая головка, общий вид{ на фиг.2 - сечение А-А на фиг.1, сечение токоподво- да; на фиг.З - вариант исполнения токоподвода.
Распылительная головка состоит из корпуса 1 (фиг.1) с основным газовым соплом 2 и токоподводами 3 и А, расположенными в коллекторах 5 и 6. Каждый коллектор снабжен газораспреда- лителем 7,8 и фиксатором 9,10. Токо- подводы смонтированы с возможностью поворота вокруг своей продольной оси 11,12 относительно газораспределите-: лей 7,8, которые неподвижно закреплены на корпусе 1. В каждом токоподвод выполнено токоподводящее отверстие 13,14 для проволочного электрода 15, 16 и дополнительные газовые сопла 17,18.
Дополнительные газовые сопла 17, 18 и отверстия 13,14 дгя злектродов 15,16 могут быть вьтолнены одинакового сечения.
Кроме того, в каждом токоподводе 3,4 отверстия 13,14 для злектродов 15,16 и дополнительных газовых сопл 17,18 могут быть расположены по обра эунзщей прямого кругового корпуса (фиг.1) либо по образующей прямого
кругового цилиндра (фиг.З).
Распылительная головка работает следующим образом.
В токоподводах 3 и 4 размещают электроды 15 и 16, а к основному соплу 2-и газораспределителям 7 и 8 по- дают газ. Затем к токоподводам 3 и 4 подают напряжение от источника питания (не показан) и включают привод подачи электродов 15 и 16 (не показан) о При касании электродов между ними возникает дуга, концы электродов начинают плавиться и расплавленный металл диспергируется и перемещается под действием струй газа, вытекающих из основного 2 и дополни- тельных 17,18 сопл. При протекании по дополнительным соплам 17,18 обеспечивается охлаждение токоподводов 3 и 4.
,
5 0 5
О
„
0
5 0
5
При износе отверстия 13,14 каждьй токоподвод поворачивают вокруг оси 11,12 фиксируют фиксатором 9,10 и располагают электрод 15,16 в одном из дополнительных сопл 17,18. При этом дополнительное сопло вьшолняет функции токоподвода.
По сравнению с прототипом в данном устройстве обеспечивается поочередное использование всех дополнительных сопл в качестве отверстий для тркопередачи на электроды. При этом дополнительные газовые сопла расположены непосредственно в токоподводе и обеспечивают его интенсивное охлаждение. Это существенно по- вьппает ресурс работы токоподводов. Так, например, в конструкциях, аналогичных -прототипу, ресурс работы токоподводов составляет 12-15 ч при токе 200-250 А, В предложенном устройстве ресурс возрастает до 20-24 ч при тех же режимах напыления на каждое отверстие для электрода. Кроме того, подача газа через дополнительные газовые сопла оказьшает формирующее воздействие на двухфазную струю и тем способствует повышению качества покрытия.
Формула изобретения
1. Распьиительная головка злектро- дугового металлизатора, содержащая корпус, в котором смонтированы основное газовое сопло, токоподводы с отверстиями для проволочных электродов и дополнительные газовые сопла, о т- личающаяся тем, что, с целью повьшения ресурса работы, дополнительные газовые сопла размещены в токоподводах, каждый токоподвод смонтирован с возможностью поворота вокруг своей продольной оси, а дополнительные газовые сопла и отверстие для электрода расположены вокруг оси поворота токоподвода.
2.Распылительная головка по п.1, отличающаяся тем, что дополнительные газовые сопла и отверстия для электродов выполнены одинакового сечения.
I
3.Распылительная головка попп.1
и2, отличающаяся тем, что в каждом токоподводе оси отверстий для электродов и дополнительных газовых сопл расположены по образующей прямого кругового конуса.
Фи.1
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА ЭЛЕКТРОДУГОВОГО МЕТАЛЛИЗАТОРА | 1992 |
|
RU2047395C1 |
| Устройство для электродуговой металлизации | 1987 |
|
SU1565536A1 |
| МЕХАНИЗМ ПРЕОБРАЗОВАНИЯ ДВИЖЕНИЯ ДЛЯ ПОРШНЕВОЙ МАШИНЫ | 2017 |
|
RU2658209C1 |
| Распылительная головка электродугового металлизатора | 1989 |
|
SU1699641A1 |
| ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАТОР | 2003 |
|
RU2254933C2 |
| Устройство для электродуговой металлизации | 1985 |
|
SU1291216A1 |
| Распылительная головка электродугового металлизатора | 1988 |
|
SU1699638A1 |
| Электрогидравлическая система управления винтом регулируемого шага | 1981 |
|
SU965901A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 2002 |
|
RU2228799C2 |
| Распыляющая металлизационная головка | 1989 |
|
SU1787049A3 |
Изобретение относится к области нанесения защитных металлических покрытий методом электродуговой металлизации. Цель - повьппение ресурса работы. Для этого дополнительные газовые сопла размещены в токолодводах. Каждый токоподвод смонтирован с возможностью поворота вокруг своей продольной оси, а дополнительные газовые сопла и отверстия для электрода расположены вокруг оси поворота токо- подвода. Дополнительные газовые сопла и отверстия для электродов выполнены одинакового сечения. Кроме того, оси отверстий для электродов и дополнительных газовых сопел в каждом токоподводе могут быть расположены по образующей прямого кругового конуса либо по образующей прямого кругового цилиндра. 3 з.п.ф-лы, 3 ил. с сл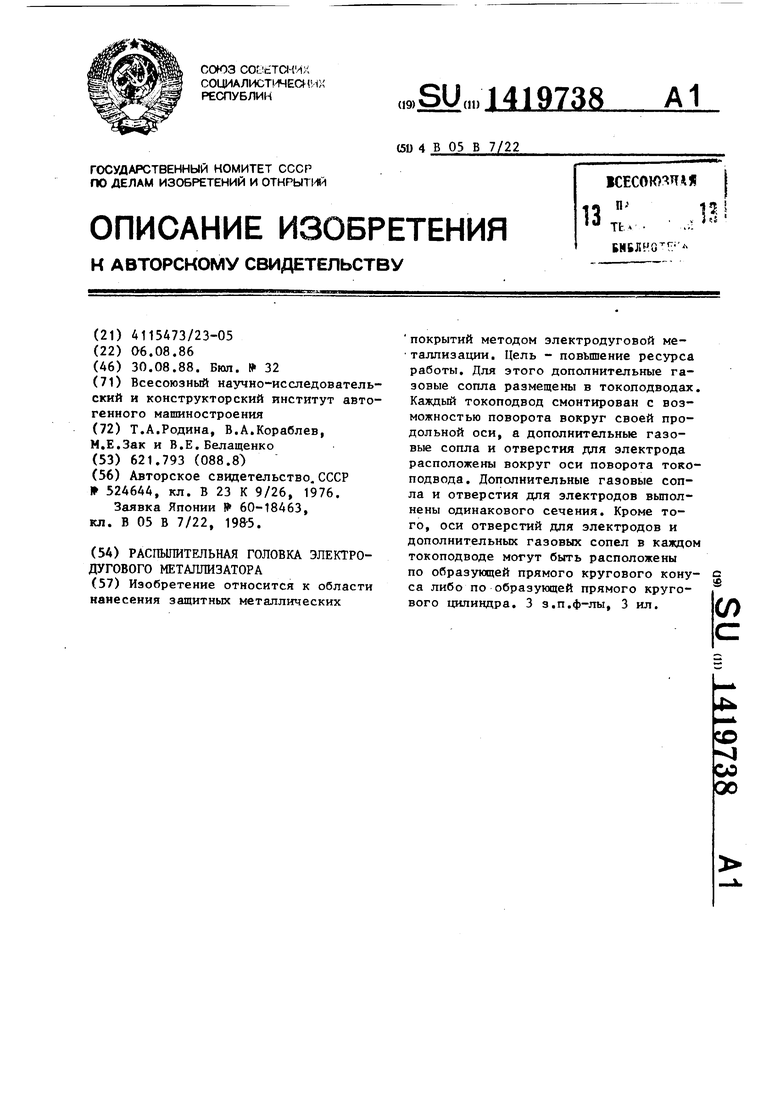
| Авторское свидетельство,СССР № 524644, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
