Ось прокатка jj
СО
Од
Изобретение относится к обряботке металлов давлением, н частности к прокат1 :е полосы, сорта и труб на станах периодической прокатки со стацио- нарной станиной.
На чертеже представлена схема рабочей клети, разрез (симметричная относительно оси прокатки часть).
абочая клеть стана периодической прокатки содержит неподвижную станину 1 с верхней и нижней направляющими 2, кассету 3 с рабочим 4 и контактирующим с направляющей промежуточным 5 валками. Рабочие кассеты совершают в процессе прокатки возвратно-поступа- тельнве движения от кривощипно-щатун- HOFO привода 6. Промежуточный валок в поперечном сечении на участке АВ, равном 0,,3 длины контакта ABC промежуточного валка с рабочим валком выполнен радиусом, равным 0,998- 0,9998 радиуса остальной части промежуточного валка с плавным переходом между участками. Начало участка АВ (точка А), в крайнем переднем положении рабочих кассет (положение I на фиг,1) совмещено с точкой нанесения промежуточного валка 6 с рабочим валком 4.
Рабочая клеть работает следующим образом.
Подвижная кассета 3 с рабочим 4 и промежуточным 5 валками совершает возвратно-поступательное перемещение от привода 6, при этом рабочие валки 4 обжимают заготовку 7, а оси рабочих валков движутся по траектории 8. Промежуточные валки 5 передают усилия прокатки от рабочих валков 4 к опор- ным направляющим 2 и обеспечивают вращение рабочих валков в требуемом направлении. Обжатие заготовки производится рабочими валками при прямом ходе рабочих кассет (при перемещении из положения II в положение 1), при этом оси валков перемещаются по ней траектории 8, Во время обратного хода контакт между рабочими валками и металлом отсутствует (перемещение осей рабочих валков по верхней ветви траектории 8), осуществляется ггодача заготовки, и затем цикл обжатия повторяется. Уменьшение радиуса промежуточного валка на участке АВ позво- ляет повысить точность проката за счет организации калибруемого участка ДЕ, при этом в конце прямого хода рабочие валки перемещаются параллельно оси прокатки. Изготовление промежуточного вплка с участками различно го радиуса вялка значительно проще изг отовления профилированных опорных направляюп их и может производиться на существующем оборудовании (например, путем смещения центров валка пр шлифовке). Кроме того, в процессе работ1.1 рабочей клети не происходит перераспределения усилий прокатки, так как промежуточный валок при прокатке совершает менее полуоборота (диаметр промежуточного валка значительно больше диаметра рабочего валка) .
Длина калибрующего участка, из теории и прак1ики периодической прокатки, должна быть не менее двукрат- ног о суммарного линейного смещения . Длина контакта ABC промежуточных валков с рабочими соответствует длине L переходного участка от заго товки к готовому прокату. Для станов периодической прокатки рассматриваемого типа т (Л - 25-30 мм; L 300-500 мм, отсюда минимальная длина окружности промежуточного валка с ут-1еньшенным радиусом бочки
2-25 IMWH isnn 0,1 L, а максимальная
величина 1.
2-50 300
0,3 L.
Для уменьшения разнотолщинности и организации калибрующего участка радиус промежуточного валка в поперечном сечении на участке, равном О, I - -0,3 длины контакта промежуточного валка с рабочим валком, должен быть меньше радиуса промежуточного валка на остальной части на величину, соиз меримую с половиной остаточной разно-г толщинности проката (в пересчете на один валок). Диаметр промежуточного валка рассматриваемых станов обычно составляет:
„ 250 - 500 мм;
MWH
D R
R
Пример вьтолнения рабочей клети для стана периодической прокатки при производстве полосы из сплава БрОФ 6,5-0,15 по маршруту 1 5 мм - 2 мм с п-римерньм линейным смещением ш « 40 мм:.
Диаметр промежуточного валка (Dnp), мм 320.
Длина переходного участка (L), 400.
Остаточная разнотолщинность полосы (41), мм 0,25.
Длина участка АВ промежуточного валка равна
-,2.Ь.
1.. - J Ав L
Уменьшение радиуса на участке АВ 4h/2
R,
/JR
Ав
2г125
Пр
160
О,0008-R
tip
т.е. радиус промежуточного валка на участке АВ составляет 0,9992 радиуса остальной части промежуточного валка
5
осы
В
10
p
15
а са ка.
Формула изобретения
Рабочая клеть стана периодической прокатки, содержащая неподвижную станину с верхней и нижней направляющими и подвижные кассеты с рабочими валками и контактирующими с направляющими промежуточными валками, отличающаяся тем, что, с целью повышения точности проката, каждьтй промежуточный валок в поперечном сечении на участке, равном 0,1- 0,3 длины контакта промежуточного валка с рабочим валком, вьтолнен радиусом, равным 0,998-0,9998 радиуса остальной части промежуточного валка, с плавным переходом между участками.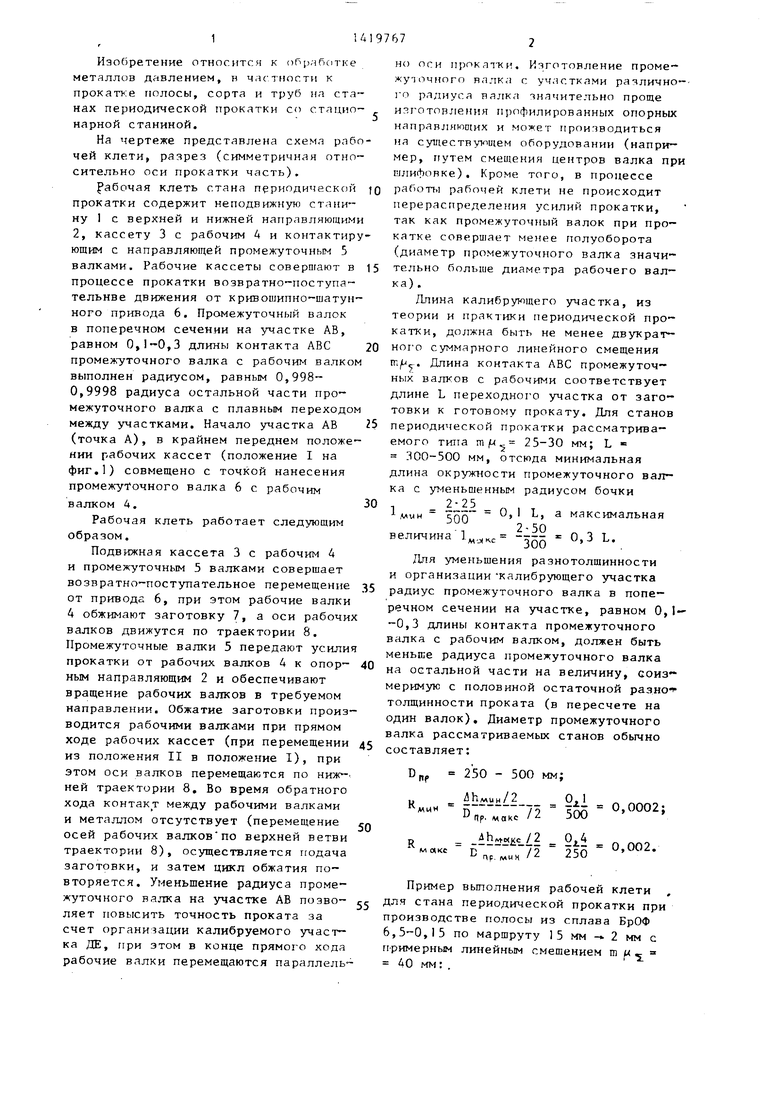
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана периодической прокатки | 1984 |
|
SU1337156A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОСОРТНОГО ГОРЯЧЕКАТАНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262399C1 |
| ОПОРНЫЙ ВАЛОК КЛЕТИ КВАРТО | 1985 |
|
SU1320957A1 |
| ПРОКАТНАЯ КЛЕТЬ "КВАРТО" | 2018 |
|
RU2699489C1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1724399A1 |
| Способ холодной прокатки в клети Кварто | 1989 |
|
SU1667954A1 |
| Устройство для измерения жесткости рабочей клети прокатного стана | 1990 |
|
SU1722629A1 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| ИНСТРУМЕНТ ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2187398C2 |
Изобретение относится к обработке металлов давлением, в частности к прокатке полосы, сорта и труб на станах периодической прокатки со стационарной станиной. Цель изобретения - повыгаение точности проката. Уменьшение радиуса промежуточного валя- ка на участ1се АВ позволяет повысить точность проката за счет создания калибрующего участка ДЕ. При этом в конце прямого хода рабочие валки перемещаются параллельно оси проката. 1 ил. (Л
| Рабочая клеть пилигримового стана холодной прокатки труб | 1975 |
|
SU580919A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Рабочая клеть стана холодной прокатки труб | 1971 |
|
SU466922A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кассета рабочей клети маятникового стана | 1978 |
|
SU869875A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
