1
Изобретение относится к обработке металлов давлением, в частности к прокатке полосы, сорта и труб на станах периодической прокатки со ста ционарной станиной.
Целью изобретения является повышение работоспособности рабочей клети путем снижения максимальных значений частных деформаций и давления прокатываемого металла на валки, а также повышение качества проката.
На фиг.1 представлена рабочая клеть, разрез симметричная относительно оси проката часть); на фиг.2 кривые зависимости частных абсолютных обжатий; на фиг.З - кривые давления металла на валки; на фиг.4 - кривые продольной разнотолщинности полосы от упругой податливости клети являющейся функцией ее конструктивного выполнения.
На фиг.2 - 4 даны результаты влияния предлагаемой конструкции рабочей клети на параметры процесса периодической прокатки заготовки из сплава БрОф 6,5-0,15 шириной 620 мм и толщиной 20 мм в готовую полосу толщиной 2 мм.
Рабочая клеть стана периодической прокатки содержит стационарную станину 1 с верхней и нижней направляющими 2, кассету 3 с рабочими 4 и промежуточными 5 валками,.привод 6 ее возвратно-поступательного перемещения . В каждой из направляющих 2 со стороны станины 1 на длине 1, составляющей 0,2-0,9 от длины L - зоны контакта направляющих с промежуточ
ными валками, выполнена по всей ширине направляющей по меньшей мере одна выемка глубиной Ь 0,4-0,7 от ее толщины.
Рабочая клеть работает следующим образом.
Подвижная кассета 3 с рабочими 4 и промежуточными 5 валками перемещается от привода 6, при этом рабочие валки 4 совершают плоско-параллельное движение и обжимают металл 7 на рабочем участке Ln, при этом оси валков движутся по траекториям 8. Промежуточные валки 5 служат для передачи усилий прокатки от рабочих валков 4 к опорным поверхностям направляющих 2 и обеспечивают вращение рабочих валков в требуемом направлении. В проиессе периодической прокатки заготовка данного сечения прев10
15
3371
g
20
5
30
35
562
ращается в полосу (профиль) требуемых размеров на рабочем участке определенной длины L..Располагая в направляющих со стороны станины выемки, можно получить необходимый закон распределения частных деформаций и давления прокатываемого металла на валки за счет создания зон с повышенной упругой податливостью рабочей клети. Целесообразно расположение выемок в зонах, где наблюдается мак- симзж давления металла на валки. Выполнение выемок в направляющих в конце рабочего участка обеспечивает также увеличение длины рабочего участка L и образование калибрующего участка длиной L, за счет перемещения центра рабочего валка 4 по траектории 8, а не по траектории 9 (в случае вьтолнения направляющих без выемок), что в свою очередь приводит к снижению продольной разнотолщинности полосы.
Минимальные размеры выемок определяются необходимостью создания упругого перемещения рабочих и промежуточных валков на величину, соизмеримую с величиной частного абсолютного обжатия. Из теории сопротивления материалов величина прогиба двух- опорной балки определяется уравнением
I .p.ii....
Vaxc 48 Е V
где Р - величина усилия прокатки;
0
Е 5
Р Р ,1 b cf :f °
среднее удельное давление; длина очага деформации; ширина проката; модуль упругости, для стаАt 1
ЛИ Е 2-10 кг/мм ; момент инерции, для прямоугольного сечения
ь-н г
Если принять РСО 100 кг/мм , 1 10 мм, L(-p 400 мм, толщину направляющих Н 150 мм (для станов периодической прокатки рассматриваемого типа 1 ср 5-15 мм, L 300-500 мм, Н 100-200 мм), то для минимальных размеров выемок
Рср 1ср
4 Ё н „ин
I //itlH
100-10-80
4 24o - ni -oI I bo
0,01 MM
что соответствует уменьшению обжатий на 5-15%.
Максимальные размеры выемок определяются прочностью направляющих, которые воспринимают давление прокатываемого металла на валки:
г- . wa(c
- у .. 3:|..,k..-,,
Предлагаемое изобретение испытано на раскатном стане периодической прокатки. Проведена прокатка полосы из сплава БрОф6,5-0,15 толщиной 20 мм в готовую полосу толщиной 2 мм
На фиг.2 представлены кривые зависимости частных обжатий ЬН/Н от податливости клети & по длине рабочего участка L :10-S 0; 11-5
0,5-10 мм/тс; 12 - S 1МО мм/ /тс.
37156
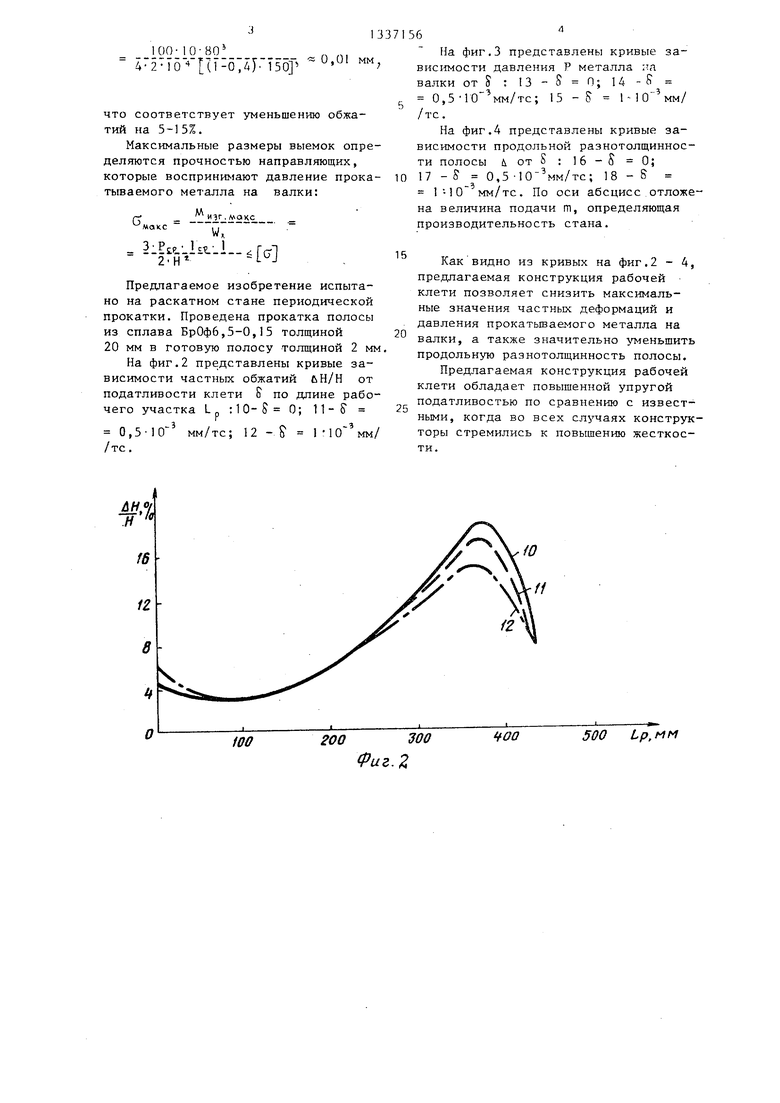
Ha фиг.З представлены кривые за- висимости давления Р металла
§ : 13 - S П; 14 - S
,
5
10
20
валки от
15
.-3
25
мм/тс; 15 - 5 1-10 мм/
0,510 /тс.
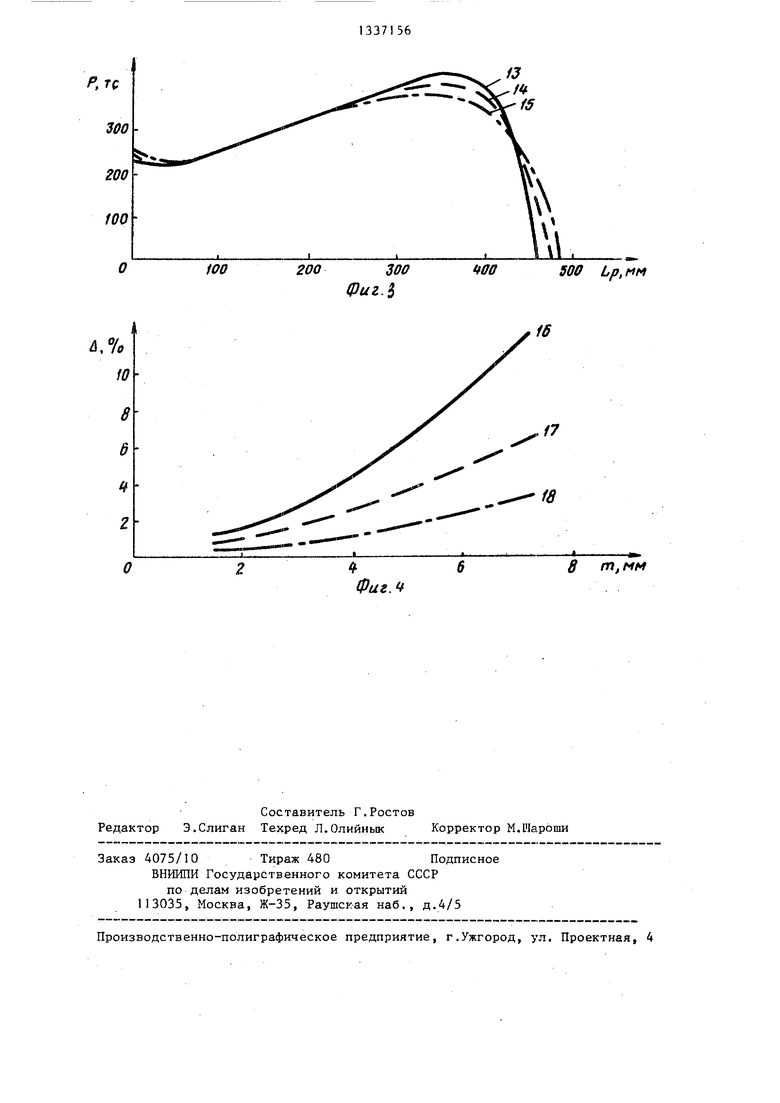
На фиг.4 представлены кривые зависимости продольной разнотолщиннос- ти полосы i от5 : 16-0 0; 17 - S 0,5 -10 мм/тс; 18 - S 1 1 О мм/тс. По оси абсцисс отложена величина подачи т, определяющая производительность стана.
Как видно из кривых на фиг.2 - 4, предлагаемая конструкция рабочей клети позволяет снизить максимальные значения частных деформаций и давления прокатьшаемого металла на валки, а также значительно уменьшить продольную раэнотолщинность полосы.
Предлагаемая конструкция рабочей клети обладает повышенной упругой податливостью по сравнению с известными, когда во всех случаях конструкторы стремились к повышению жесткости.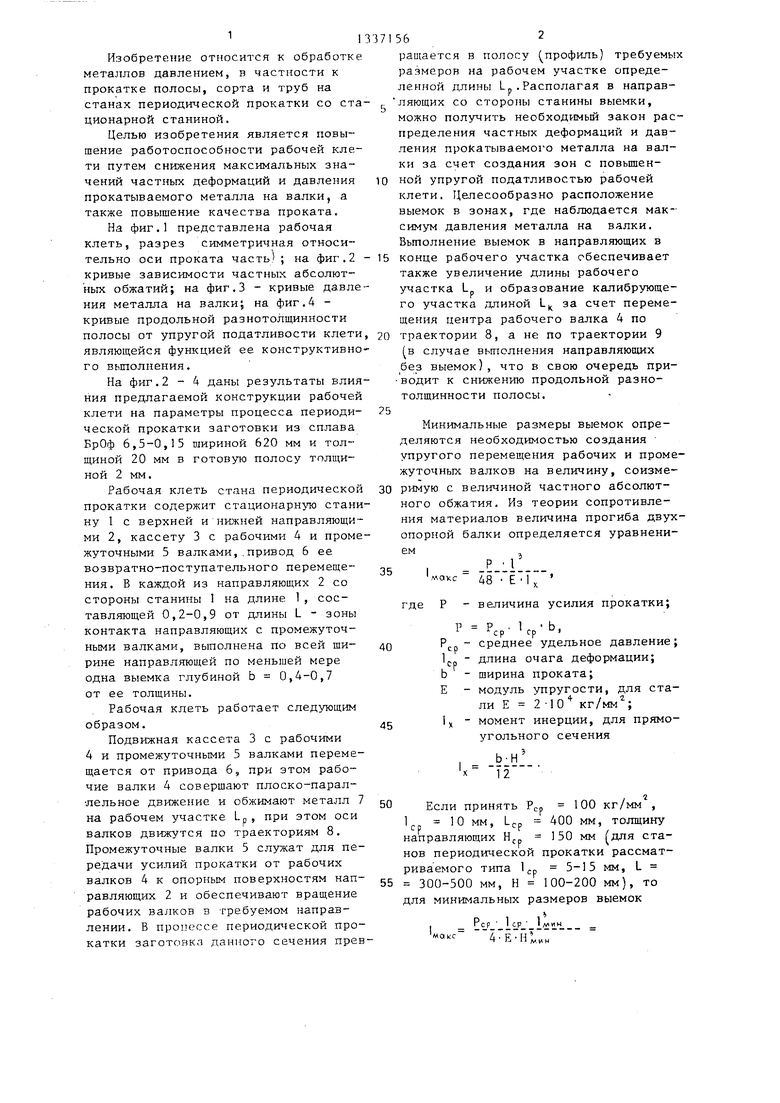
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки листов преимущественно на реверсивных толстолистовых станах | 1978 |
|
SU900886A1 |
| Рабочая клеть стана периодической прокатки | 1986 |
|
SU1419767A1 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ | 2007 |
|
RU2344888C1 |
| Способ регулирования процесса прокатки стальной полосы на непрерывном многоклетевом стане | 1981 |
|
SU995923A1 |
| Литой сляб | 1986 |
|
SU1405911A1 |
| Способ настройки прокатной клети листового стана с укороченным нажимным роликом | 1987 |
|
SU1435341A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2312721C2 |
| НЕРЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОКАТКИ ТОНКИХ И ТОНЧАЙШИХ ЛЕНТ | 2004 |
|
RU2254945C1 |
| Клеть стана для прокатки полосы | 1979 |
|
SU789169A1 |
| Прокатная клеть | 1986 |
|
SU1404127A1 |

гоо уоо (риг. 2
/
8 т, мм
Фаг. ft
