Ф
00
сл
. Owe. 2
Изобретение относится к деревообрабатывающей промьшшенности и может Йыть использовано при изготовлении ;|1ревесностружечньгх плит.
Цель изобретения - повышение качества плит за счет уменьшения разно- Ш1ОТНОСТИ слоев ковра.
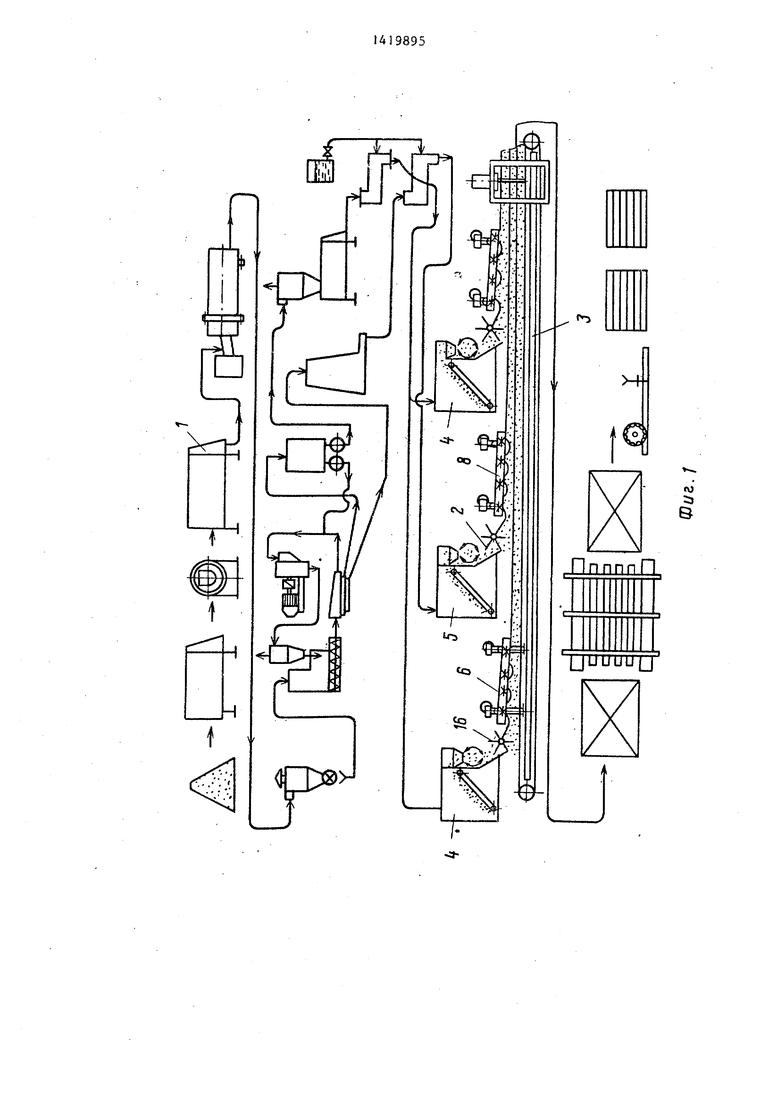
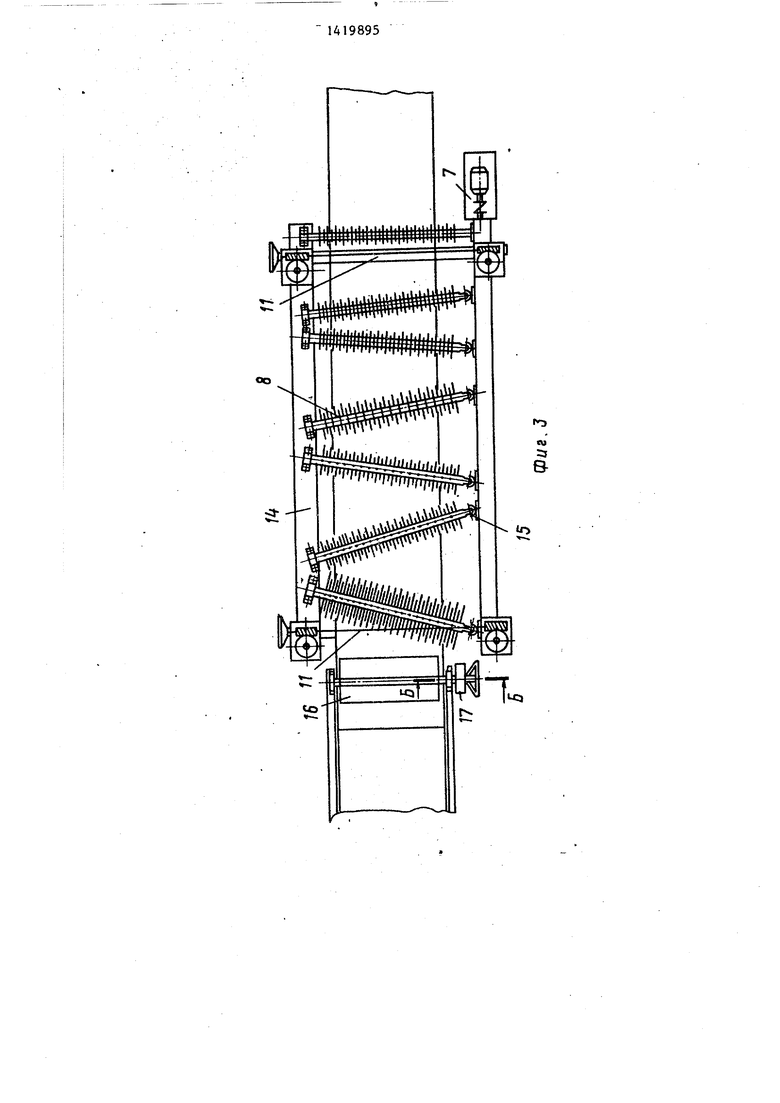
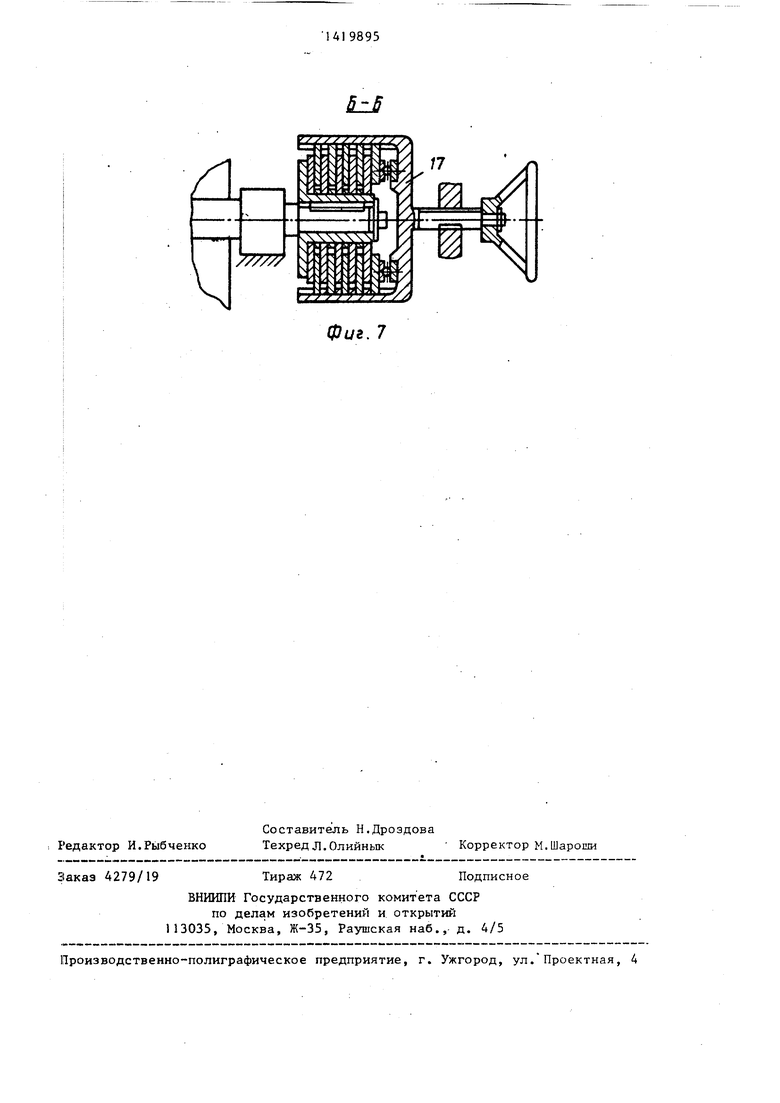
На фиг.1 изображена технологическая линия производства древесностру- Жечных плит; на фиг.2 - приспособление выравнивания ковра; на фиг.З - го же, вид сверху; на фиг.4 - то же, Ьазрез А-А на фиг.2; на фиг.З - узел jl на фиг.4 ; на фиг.6 - узел II на фиг.4, (шарниры Гука); на фиг.7 - |разрез Б-Б на фиг.З.
Линия изготовления древесностружечных плит включает в себя кинемати- :чески связанные между собой узел 1 I подготовки древесных частиц 2, , 1главный конвейер 3, формирующие ма- |шины 4 наружных и 5 внутренних слоев разравнивающие вальцы 6 прессования плит и привод 7 и снабжена установленными за формирующими машинами 4 наружных и 5 внутренних слоев приспособлениями 8 выравнивания слоев в виде жестко закрепленных на боковых сторонах 9 главного конвейера 3 вер- тикальньк направляющих 10, соединенных между собой горизонтальными осями 11 с вертикальными тягами 12, при этом, на нижних концах 13 тяг 12 смонтированы продольные опорные балки 14, а разравнивающие вальцы 6 выполнены с шарнирами Гука 15 и смонтированы н опорных балках 14, при этом на выходе формирующей машины установлен лопастной дозатор 16 и фрикционная муфта 17.
Линия работает Следующим образом.
Древесные частицы 2 подают на узел 1 подготовки, где их измельчают, просушивают и сортируют. Мелкие древес
0 5
0 30 з5 40
45
5
ные частицы 2 подают к формирующим машинам 4 наружных слоев, а крупные - к формирующим машинам 5 внутренних слоев. Из формирующей машины древесные частицы 2 попадают на лопастной дозатор 16. Дозатор 16 высыпает древесные частицы 2 .на главный конвейер 3. Разравнивающие вальцы 6 сглаживают вершины порций древесньк частиц 2 и вьфавнивают ковер. Вальцы 6 затирают часть древесных частиц 2 с вершины ковра и заполняют впадины ковра. Следующие вальцы 6 выполняют ту же операцию. Насыпку древесных частиц регулируют фрикционной муфтой 17. С помощью фрикционной муфты 17 регулируют расстояние между ковром и вальцами 6.
Изобретение повьшает качество . плит за счет уменьшения разноплотнос- ти слоев ковра.
Формула изобретения
Линия изготовления древесностружечных плит, включающая узел подготовки древесных частиц, главный конвейер, формирующие машины наружных и внутренних слоев, а также установленные за формирующими машинами приспособления выравнивания слоев в виде разравнивакщих вальцев, отличающаяся тем, что, с целью повышения качества плит за счет уменьшения разноплотности слоев в ковре, приспособления выравнивания слоев выполнены в виде жестко закрепленных на боковых сторонах главного конвейера вертикальных направляющих, соединенных между собой горизонтальными осями с вертикальными тягами, при этом на нижних концах тяг смонтированы продольные опорные балки, а разравнивакнцие вальцы смонтированы шарнирно на опорных балках.
го J
В
k.
Фиг.
l:i4
Ж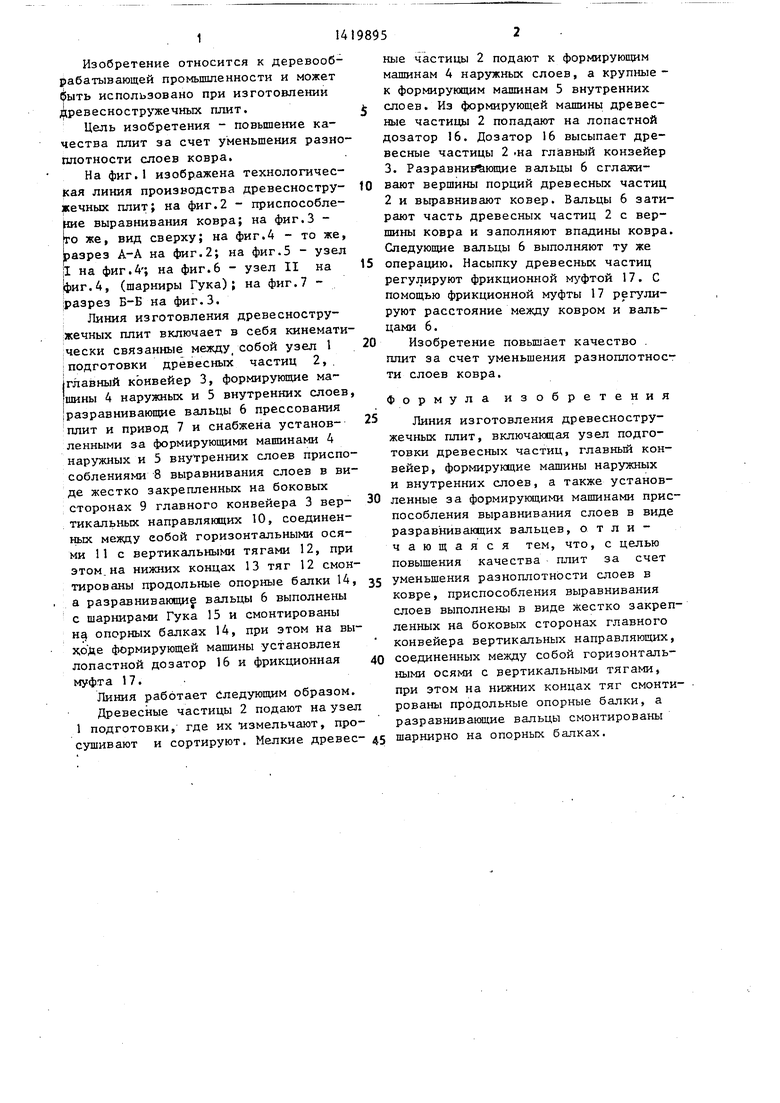
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формирования ковра в производстве древесностружечных плит | 1983 |
|
SU1148787A1 |
| Линия формирования древесного ковра | 1985 |
|
SU1299792A1 |
| Линия изготовления многослойных древесностружечных плит из лесосечных отходов | 1987 |
|
SU1502308A1 |
| Установка для формирования многослойного ковра в производстве древесностружечных плит | 1983 |
|
SU1167014A1 |
| Способ производства мебельных деталей из стружечной массы и линия для его осуществления | 1991 |
|
SU1831424A3 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ДРЕВЕСНОСТРУЖЕЧНОГО КОВРА | 1997 |
|
RU2122945C1 |
| Устройство для формирования ковра | 1983 |
|
SU1109319A1 |
| Устройство для формирования ковра в производстве многослойных древесностружечных плит | 1982 |
|
SU1054096A1 |
| Установка для изготовления древесностружечных плит | 1977 |
|
SU648437A1 |
| Установка для формирования ковра при изготовлении древесностружечных плит | 1983 |
|
SU1142292A1 |
Изобретение относится к деревообрабатывающей проьышленности. Цель изобретения - повышение качества плит за счет уменьшения разноплотности слоев ковра. Линия изготовления древесностружечных плит включает узел подготовки древесных частиц, главный Конвейер 3,формирующие машины наружных и внутренних слоев, разравнивающие вальцы 6, приспособление выравнивания слоев в виде жестко закрепленных на боковых сторонах главного конвейера 3 вертикальных направляющих 10, соединенных между собой горизонтальными осями с вертикальными тягами, на нижних концах которых смонтированы продольные опорные балки, на которьт закреплены разравнивающие вальцы 6. Мелкие древесные частицы попадают к формирующим мащинам наружных слоев. Разравнивающие вальцы 6 сглаживают вершины порций древесных частиц и выравнивают ковер. Вальцы 6 затирают часть древесных частиц с вершины ковра и заполняют впадины ковра. 7 ил. СЛ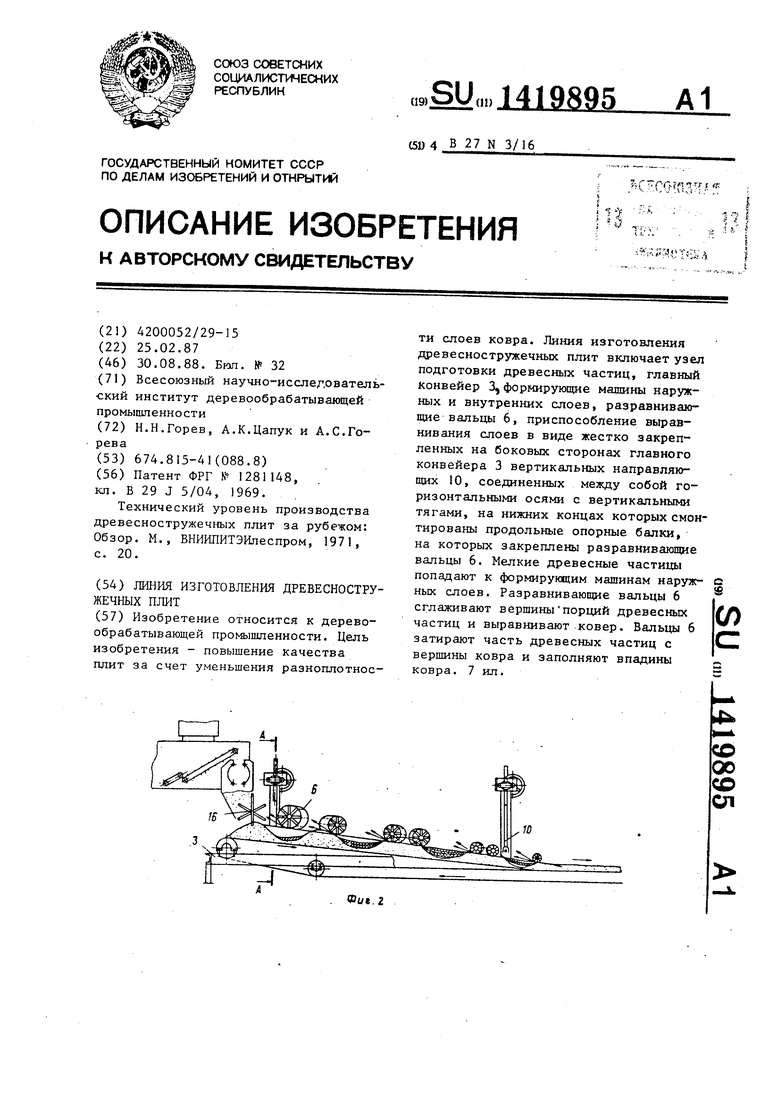
Фиг, 5
фиг.6
Фиг. 7
| Патент ФРГ № 1281148, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Технический уровень производства древесностружечных плит за рубежом: Обзор | |||
| М., ВНИИПИТЭИлеспром, 1971, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
