я
СД
О со
ч ..
:V1
..rVа
..- Изобретение относится к деревообрабатывающей промышленности и, в частности, к оборудованию для формирова яия ковра в производстве древесных плит. Известна линия для изготовления древесных плит, состоящая из конвейера, формат ин и прессов холодного и го рячего прессования Ci 3 Известно также устройство для форм
рования ковра в производстве многослойных древесностружечных плит, включающее машины для формирования наружных и внутренних слоев, а также главный конвейер С23 ..
Недостатком известных устройств является низкая прочность плит в поперечном направлении.
Цель изофетения - повышение прочности плит за счет поперечного армирования.
Цель достигается тем, что устройство снабжено приспособлением для ориентации и ввода в ковер армирующих элементов в виде установленного на выходе одной из машин для формирования внутреннего слоя ковра вибропитателя, примыкающей к нему кассеты с подающими роликами и рассекателя ковра, . при этом последний снабжен пластинам толкателями для подачи армирующих элементов в ковер, которые смещены одно относительно другой в горизонтальной я вертикальных плосксютях.
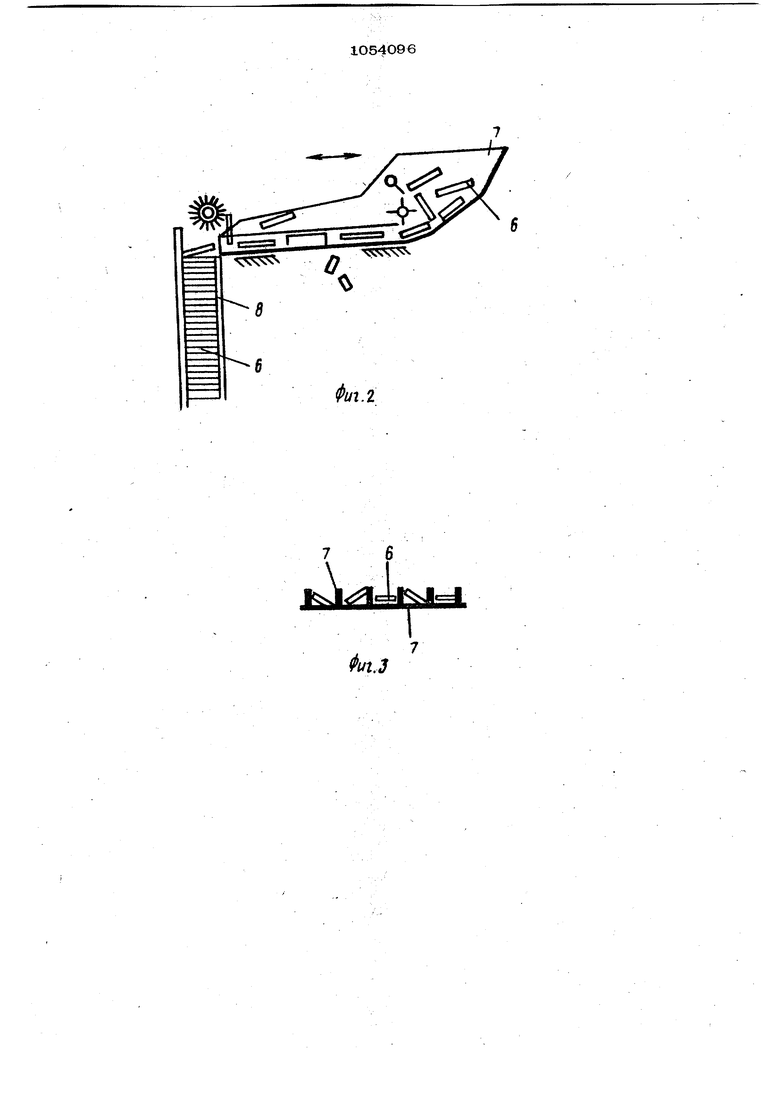
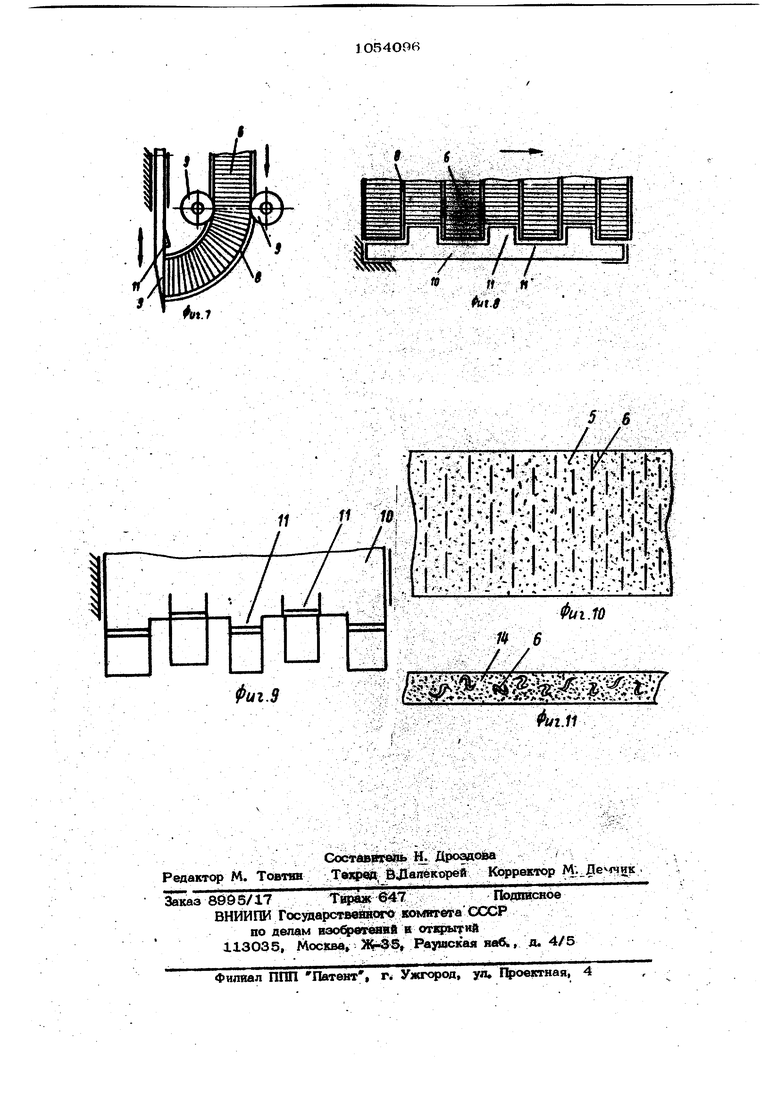
На фиг. 1 изображена схема устройст ва для формирования ковра, вид сверху} на фиг. 2 - вибропитатель, вид сбоку; на фиг, 3 - то же, вид спереди; на фиг. 4 - то же, вид сверху на фиг. 5 рассекатель, вид сбоку; на фиг. 6 схема машин для формирования наружных и внутренних слоев плит, вид сбоку; на фиг. 7 - приспособление для ориентации и ввода вковер армирующих элементов, ввд сбоку; на фиг. 8 - пластнны-толкатели, вид сбоку; на фиг. 9 лением 4 для ориентации и ввода в ковер 5 Армирующих элементов 6, причем приспособление 4 устаноблено на выходе одной из машин для формирования внутреннего слоя 2 ковра 5 и вьшолнено в виде вибропитателя 7 с примыкак шей к нему кассетой 8 с подающими роликами 9 и рассекателя 10 ковра 5, а рассекатель 1О снабжен пластинамитолкателями 11 для подачи армирую.щих элементов б в ковер 5, при этом пластины-толкатели 11 смещены друг относительно друга в горизонтальной .и вертикальной плоскостях.
Главный конвейер 3 имеет также пресс 12 для подпрессовки ковра 5 и пресс 131 для горячего прессования плит 14.
Устройство работает следующим образом.
Армирующие элементы 6 подают из машины для формирования внутреннего слоя 2 в вибропитатель 7, из которого армирующие элементы 6 последовательно загружаются в кассету 8 и при подходе ковра 5 к машине для формирования внутреннего слоя 2 включают рассекатель 10, который формирует гнезд в ковре 5, а пластины-толкатели 11 вь вигают армирующие элементы 6 из кассеты 8 и вводят их в гнезда ковра 5, после чего машины для формирования внутреннего 2 и наружного 1 слоев засыпают армирующие элементы 6, после че1х цикл повторяют. то же, вид сверху; на . 1О - древесностружечна плита, вид сверху; на фиг. 11 - то же, ввд сбоку. Устройство для формирования ковра а производстве многослойных древесностружечных плит включает машины 1 для формирования наружных слоев и маши- i ны 2 для формирования внутренних слоев плит, а также главный конвейер 3, при этом устройство снабжено приспособ
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия по производству древесностружечных плит | 1980 |
|
SU905117A1 |
| Линия изготовления древесностружечных плит | 1987 |
|
SU1419895A1 |
| Линия изготовления многослойных древесностружечных плит из лесосечных отходов | 1987 |
|
SU1502308A1 |
| Линия для производства многослойных древесностружечных плит | 1976 |
|
SU648439A1 |
| Установка для формирования ковра в производстве древесностружечных плит | 1983 |
|
SU1148787A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО СЛОИСТОГО МАТЕРИАЛА ИЗ ИЗМЕЛЬЧЕННОЙ ДРЕВЕСИНЫ | 2010 |
|
RU2446045C2 |
| Линия изготовления многопустотных древесно-стружечных плит | 1986 |
|
SU1333580A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ДРЕВЕСНОСТРУЖЕЧНОГО КОВРА | 1997 |
|
RU2122945C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МАТА ИЗ МИНЕРАЛЬНОГО ВОЛОКНА | 2002 |
|
RU2298598C2 |
| Устройство для формирования стружечного ковра | 1985 |
|
SU1311937A1 |

УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КОВРА В ПРОИЗВОДСТВЕ МНОГОСЛОЙНЫХ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ, включающее машины для формирования наружных и внутренних слоев плит, а также главный конвейер, ртличающеес я тем, что, с целью повышения прочности плит за счет поперечного армирования, устройство .снабжено приспособлением для ориентации и ввода в ковер армирующих элементов в виде установленного на выходе одной из машин для формирования внутреннего слоя ковра вибропита теля, примыкающей к нему кассеты с подающими роликами и рассекателя ковра, при этом последний снабжен пластинамитолкателями для подачи армирующих элементов в ковер, которые смешаны одна относительно другой в горизонталь(Л ной и вертикальной плоскостях.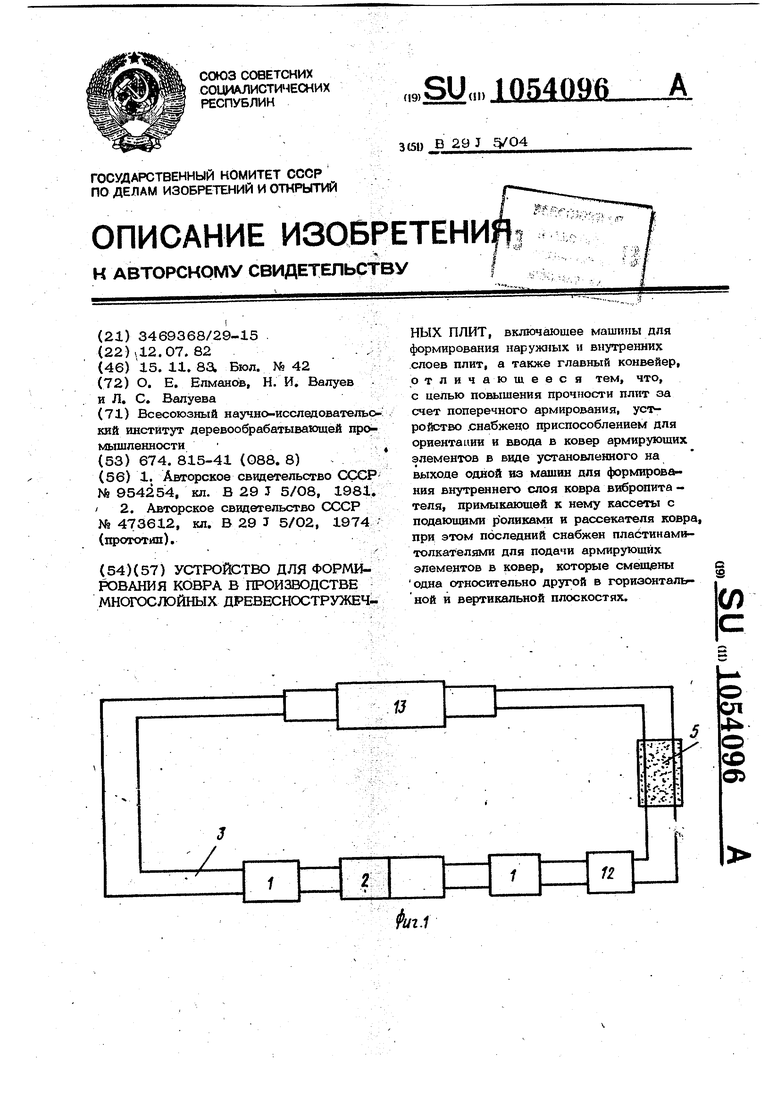
l«:sJ c±I J
Шй
11 S, , 1
.
fu.S
. «b niid: л/.-. 9
,.c/;;;;.sv;t
t.«
.i Ш
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для изготовления армированных плит | 1981 |
|
SU954254A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ формирования стружечного ковра | 1974 |
|
SU473612A1 |
| Солесос | 1922 |
|
SU29A1 |
