со
со
Изобретение относится к установ- кам для переработки пластмасс, а именно к устройствам для пневмоваку- уйного формования изделий из листо- вьк термопластов.
Цель изобретения повышение оптических характеристик изделия и упрощение изготовления устройства.
На чертеже изображено устройство 4ля пневмоформования (левая часть) и вакуумформования (правая часть).
Устройство содержит верхний призрим 1, нижний прижим 2, пневмовакуум ijtyro камеру 3, резиновую мембрану 4, ольцевую прокладку 5, сеть 6. Если УСТРОЙСТВО используется в режиме йневмоформования,.то между верхним Прижимом и резиновой мембраной за- ijcpemieHbi концы сети, а под резиновой мембраной по контуру нижнего зажима установлена прокладка. Если же уст- Ьойство используется для вакуумного формования, то концы сети закреплены Нежду нижним прижимом и резиновой ембраной, а прокладка установлена рад резиновой мембраной. Сеть сплетена для пневмо- и ваку- |умформования с заранее заданным уг- |лом наклона нитей, .определяемым фор- 1мой изделия. Длина каждой нити долж- :на соответствовать длине равновесной линии, проходящей по поверхности изделия. .Траектория зтой линии определяется уравнением
tg
.
где
V/
угол наклона равновесной линии к данному меридиану в i-й точке поверхности изделия;
окружное и меридиональное усилия, действую- щие в i-й точке поверхности изделия.
Координата закрепления каждой нити на прижиме 1 или 2 должна соответствовать точке пересечения равновес- ной линии и плоскости прижима.
Изготовление сети проводят следующим образом.
Определяют математические уравнения, характеризующие форму поверхности изделия, изготовляют пространственный шаблон внутренней поверхности изделия. На шаблоне проводят линии сечений, перпендикулярные оси симмет0
5
0
5
0
5
0
5
п
рии (меридианы) изделия, с определенным шагом.
Согласно приведенному вьше уравнению определяют угол наклона равновесной линии и находят точку ее пересечения с данным сечением, соединяют точки пересечения и по полученным линиям выкладывают нити .сети, которые закрепляют между собой.
Устройство работает следующим образом.
Лист полимера устанавливают при хшевмрформовании между нижним прижимом 2 и прокладкой 5, а при вакуум- , формовании - между верхним прижимом 1 и прокладкой 5, Прижимы стягиваются и зажимают между собой заготовку, кольцевую прокладку 5, резиновую мембрану 4, концы сети 6. Лист нагревают до температуры формования. При пневмоформовании в камеру 3 подают воздух под избыточным давлением, а при вакуумформовании создают разрежение. Во время формообразования по- зшмерная заготовка и резиновая мемб- раша 4 деформируются совместно. Благодаря кольцевой прокладке 5 между листом и резиной образуется воздушная прослойка, которая при выдувке сохраняется. Таким образом, непосредственного контакта между резиновой мембраной и полимером нет, что гарантирует высокие оптические свойства изделия. Окончательную форму деталь приобретает во время контакта резины и нитей сети, которые при натягивании располагаются по траекториям равновесных линий. После окончания формования в камере 3 создают нормальное давление, поднимают верхний прижим 1 и изделие снимают. Формула изобретения;
Устройство для пневмовакуумного формования изделий из листовых термопластов , включающее верхний и нижний прижимы, матрицу и установленную над матрицей резиновую мембрану, отличающееся тем, 4TOs с целью повышения оптических характеристик изделия и упрощения изготовления устройства, оно снабжено кольцевой прокладкой, установленной по периметру прижимов, а матрица выполнена в виде сети, изготовленной по форме изделия, причем резиновая мембрана с сетью расположена над или под прокладкой в зависимости от пневмо- или вакуум-j формования.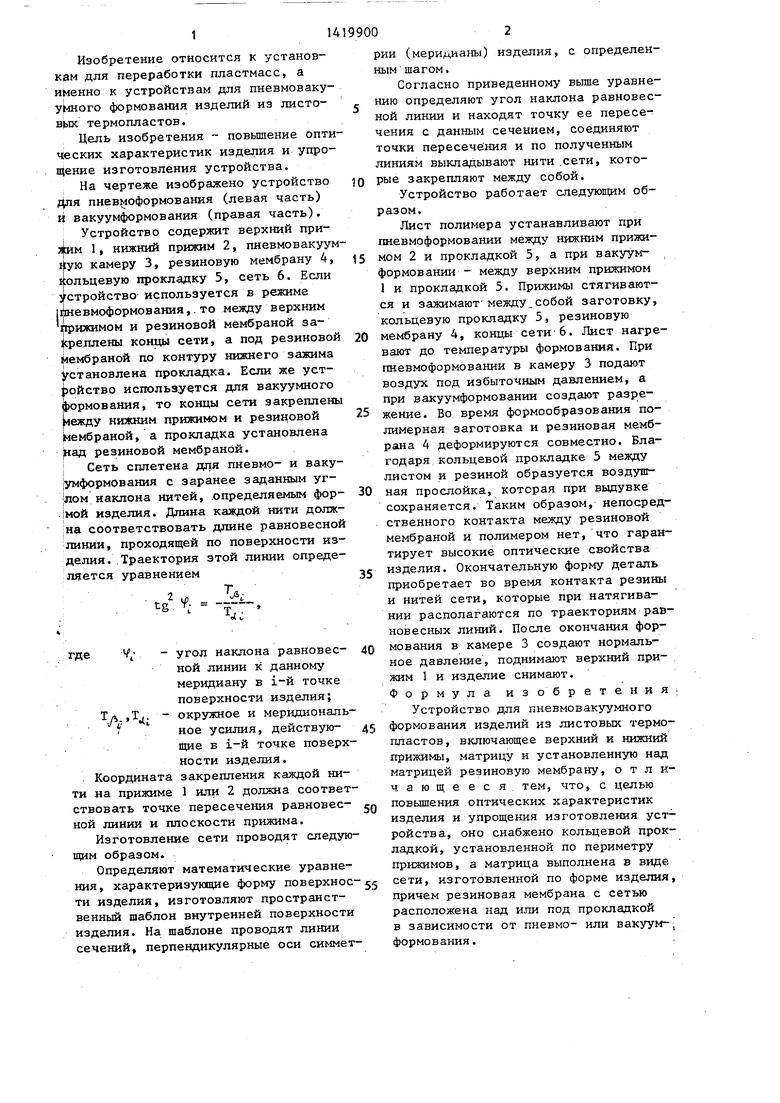
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пневмовакуумного формования изделий из органического стекла | 1988 |
|
SU1650463A1 |
| СПОСОБ ПНЕВМОФОРМОВАНИЯ СФЕРИЧЕСКОГО ИЗДЕЛИЯ ИЗ ЛИСТА ТЕРМОПЛАСТА | 1991 |
|
RU2014232C1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ОРГАНИЧЕСКОГО СТЕКЛА | 2000 |
|
RU2203804C2 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЯ ИЗ ОРГАНИЧЕСКОГО СТЕКЛА, ПРЕИМУЩЕСТВЕННО ПОЛУСФЕРИЧЕСКОГО ИЛЛЮМИНАТОРА, И УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЯ ИЗ ТОЛСТОГО ОРГАНИЧЕСКОГО СТЕКЛА | 1995 |
|
RU2098276C1 |
| Способ пневмоформования сферического изделия из листа термопласта | 1991 |
|
SU1808720A1 |
| Вакуум-формовочная машина | 1989 |
|
SU1698083A1 |
| ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2004 |
|
RU2263030C1 |
| УСТРОЙСТВО ФОРМОВАНИЯ ПОЛОГО ИЗДЕЛИЯ ИЗ ЛИСТА ТЕРМОПЛАСТА | 1995 |
|
RU2097190C1 |
| Способ пневмоформования сферического изделия из полиметакрилата | 1989 |
|
SU1636243A1 |
| УПАКОВОЧНЫЙ ЭЛЕМЕНТ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА С КАК МИНИМУМ ОДНОЙ ЯЧЕЙКОЙ | 2005 |
|
RU2298515C2 |
Изобретение относится к установкам для переработки пластмасс, а именно к устройствам для пневмовакуумного формования листовых термопластов. Устройство снабжено верхним прижимом 1, нижним прижимом 2, пневмовакуумной камерой 3, резиновой мембраной 4, прокладкой 5, сетью 6. При пневмоформовании концы сети закреплены между верхним прижимом и резиновой мембраной, а под мембраной по контуру нижнего зажима установлена прокладка. При вакуумном формовании концы сети закреплены между нижним прижимом и мембраной, а прокладка установлена под резиновой мембраной. Сеть сплетена с. заранее заданным углом наклона нитей, определяемым формой изделия. Лист полимера устанавливают в случае пневмоформования между нижним прижимом 2 и прокладкой 5, а при вакуум-формовании - между верхним прижимом 1 и прокладкой 5. Во.. время формообразования полимерная заготовка и. мембрана 4 деформируются вместе, причем между ними имеется воздушный зазор, образованный прокладкой 5, гарантирующий высокие оптические свойства, изделия. Окончательную форму деталь приобретает во время контакта резины и нитей сети 6, которые при натяжении располагаются по линиям, лежащим на поверхности изделия. 1 ил. . S (Л
| Устройство для формования ткани или листа из пластмассы вакуумом или пневмодавлением | 1975 |
|
SU612611A3 |
| Солесос | 1922 |
|
SU29A1 |
