со со
Изобретение относится к сварке пластмасс,- а именно к способам сварки труб из термопластов,
Цапью изобретения является повыше ьше надежности сварного соединения при сварке труб в условиях низких температур.
На фиг. 1 изображен процесс нагрева торцов труб; на фиг. 2 - удаление нагревателя из зоны сварки; на фиг.З осадка труб.
; Способ сварки труб из термоплас- тичных материалов осуществляется следующим образом-
Очищенные свариваемые торцы труб 1 из термопласта вводят в соприкосновение с нагретым инструментом 2 (фиг. 1). Далее осуществляют прогрев свариваемых торцов, нагретых инст- рументом 2, до получения расплава термопласта. Затем в момент удаления инструмента в, зону сварки подают защитный газ, нагретый до температуры плавления материала труб, по направ- лению от наружной поверхности трубы ее оси (фиг. 2).Защитный газ осуществляет обдув нагретых торцов труб, поддерживая эти поверхности в вязко- текучем состоянии при перемещении труб в осевом направлении до их со- прикосновения, а также защищая свариваемые поверхности от взаимодействия с атмосферными осадками, вет- ром в условиях строительной площад- ки. Расход газа определяют по следующей зависимости:
1 . .
(-5rV f():i
,,
где D - наружный диаметр трубы, мм;
d - внутренний диаметр трубы,мм;
1 - расстояние между свариваемым торцами в момент удаления нагретого инструмента, мм;
с;
После соприкосновения торцов осуществляют осадку труб с приложением давления. При этом на наружную поверх ность труб в зоне соединения надеваю кожух 3,вьтолненный из материала с низкой теплопроводностью, и осуществляют обдув зоны шва тем же нагретьш газом, подавая его через отверстия А в К9жухе, оси которых совмещены с плоскостью сварки. Температуру защитного газа в процессе осадки постепенно снижают. Изменение температуры
газа во времени осуществляют по следующей зависимости:
V С
где Т - температура нагретого газа. - время, мин.
Затем отключают обдув зоны шва. Сварное соединение продолжает охлаждаться при давлении осадки под воздествием низких температур окружающей среды. По истечении времени охлаждения заканчивается формирование сварного соединения.
Пример. Стыкуемую сварку на гретым инструментом труб длиной 200 мм из НПД 110 (гост 18599-83) вьтолняют при низких температурах окружающей среды. Перед сваркой внутрь труб устанавливают заглущки из материала с низкой теплопроводностью (фторопласт-З) на расстоянии 8-9 мм от плоскости свариваемых торцов .
Прогревают инструментом с температурой на его поверхности, 220±10 С торцы труб до получения расплава полиэтилена. В момент удаления инструмента газ - аргон (ГОСТ 10157-73) нагретый до 128-2°С(температура плаления полиэтилена низкого давления), подают в зону сварки по направлению от наружной поверхности трубы и ее оси (т.е. в радиальном направлении). Подачу защитного газа осуществляют, например, из устройств, выполненных в виде передвижных кольцевых трубок, расположенных с наружных сторон труб на расстоянии 2-3 мм от плоскости свариваемых торцов. Теоретический расход газа вычисляют по формуле:
57() 1
W
где мм; MMi мм; с.
л
откуда ,9 .
мин
Реальньй расход газа в пределах
6,0+0,1 --- .
мин
в течение 3 с сводят свариваемые поверхности и прилагают давление осадки 0,20-0,03 МПа. После получения валиков в сварном щве (сварочны грат) убирают устройства для подачи
газа в свариваемые поверхности и на наружную поверхность сварного соединения надевают кожух, выполненный из материала с низкой теплопроводностью (фторопласт-3, коэффициент теплопроTJ
водности Jl 0,058-0,120 --п). Длина
М Л
кожуха равна 26 мм, а зазор между кожухом и наружными поверхностями труб колеблется в пределах 1,0-2,0мм Затем тот же нагретый газ той же температуры переключают на обдув зоны шва, например, через двенадцать отверстий диаметром по 8 мм, располо- женных равномерно в кожухе.
Для подогрева газа используют нагреватель ГЕП-2 с блоком регулировки температуры газа. Подачу аргона осуществляют от баллона через редук- тор ДКП-1-65. Давление газа на входе в свариваемые поверхности и в зону
сварено по : пар труб на ре- (, , , ,
Затем отключают обдув зоны шва, Сварное соединение продолжает охлаждаться. Через 6 мин после окончания обдува снимают кожух и вынимают издели ИЗ центратора сварочной установки. По истечении общего времени охлаждения сварного соединения, равного 10 мин формирование сварного соединения заканчивается.
Было свасено по 5 жимах
). Изготовленные из сварных соединений образцы для испытаний на растяжение соответствовали ГОСТ 11262-80. Они бьши испытаны на разрывной машине марки ZD-10-90, Дефектов в сварных соединениях не обнаружено. Прочность сварных соединений, выполненных этим способом, не уступала прочности основного материала.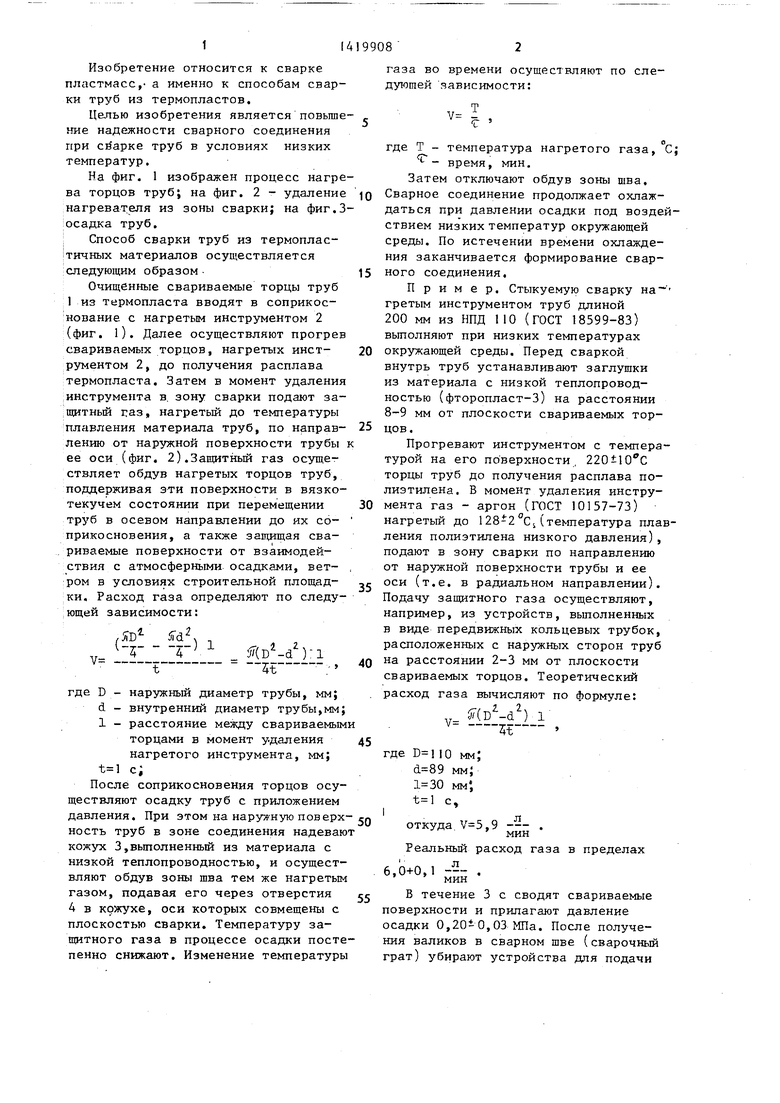
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2312767C2 |
| Способ сварки труб из термопластов | 2016 |
|
RU2665393C2 |
| Способ контактной сварки труб из термопластов | 1982 |
|
SU1098808A1 |
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2008 |
|
RU2396478C1 |
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2006 |
|
RU2343331C2 |
| Устройство для стыковой сварки труб из термопластов | 1980 |
|
SU1028516A1 |
| Устройство для сварки труб изТЕРМОплАСТОВ | 1979 |
|
SU821170A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1982 |
|
SU1054077A1 |
| Устройство для сварки | 1981 |
|
SU1000204A1 |

Изобретение относится к области сварки пластмасс, а именно к способам сварки труб из термопластов. Цель - повышение надежности сварного соединения при сварке труб в условиях низких температур. Для этого в способе сварки труб из термопластичных материалов после нагрева торцов труб в процессе их перемег;ения осуществляют обдув торцов защитным газом, нагретым до температуры плавления материала труб, в направлении к оси трубы. В процесссе осадки труб температуру защитного газа постепенно снижают. 3 ил. 1табл.
шва 1,240,1 -- см
Расход постоянного перепада давления определяют по ротаметру РМ-041. В течение первой минуты обдува температуру газа поддерживают равной , а затем уменьшают по зависимости
V
г
Теоретическая зависимость температуры газа обдува зоны шва приведена в таблице.
Реальная температура отличается от расчетной Hai2 C.
Формула изобретения
Способ сварки труб из термопластических материалов, включаюиий нагрев торцов труб, перемещение и осадку их в осевом направлении с приложением давления и охлаждение сварного соединения под давлением осадки, . отличающийся тем, что, с целью повьшзения надежности сварного соединения при сварке труб в условиях низких температур, после нагрева торцов труб в процессе их перемещения осуществляют обдув торцов защитным газом, нагретым до температуры плавления материала труб, в направлении к оси трубы, а в процессе осадки труб температуру защитного газа постепенно снижают.
Фиг.1
Фиг. 2
ttt ф.
uz.}
| СПОСОБ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 0 |
|
SU336166A1 |
| Солесос | 1922 |
|
SU29A1 |
| Тростянская Е.Б | |||
| и др | |||
| Сварка пластмасс | |||
| М.: Машиностроение, 1962, с | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
