1
Изобретение относится к порошковой металлургии, в частности к способам получения изделий из порошков низколегированных сталей и может быть использовано в тракторной и автомобильной отраслях промышленности.
Цель изобретения - повышение плотности поверхностного слоя изделия и снижение энергоемкости технологического процесса.
с граничными и выходящими за граничные значениями температуры и скорости пластической деформации и известного (базового) способа, а также сравнительные значения плотности поверхностного слоя, относительные энергозатраты техпроцессов. Эти данные показывают, что высокие значения конечной плотности поверхностного слоя (99,6-99,9%) и низкие значения энергозатрат (0,042-0,047) достигаются при темСпособ включает приготовление шихты, ° пературах деформации 700, 720 и 740°С и ско
ростях деформации 10 и 5-10 с .
20
прессование, спекание, нагрев, пластическую деформацию и термическую обработку.
Пластическую деформацию осуцдествля- ют при 700-740°С со скоростью 10- с- .
Смешивают шихту из металлических порошков железа, легируюших добавок и графита в пропорции, обеспечивающей получение конструкционной стали заданного химического состава, с добавкой 0,5 мас.% стеарата цинка, прессуют заготовки усилием 500-750 МПа, спекают в атмосфере диссоциированного аммиака в течение б- 8ч, помешают в штамп, подвергают пластической деформации в изотермических условиях при 700-740°С со скоростью 25 10 , проводят окончательную термообработку.
Пример. Изготавливают переходник с наружным диаметром 25 мм, внутренними диаметрами 12 и 6,5 мм и высотой 16 мм из порошковой стали 40Х.30
Смешивают шихту из порошков железа ПЖЗМЗ, нержавеющей стали ПХ13М2, карандашного графита и 0,5 мас.% стеарата цинка, прессуют давлением 500 МПа заготовки, спекают в атмосфере диссоциированного аммиака при 1250°С в течение 6 ч, де- 35 формируют в изотермических условиях при 720°С со скоростью 5-10 , проводят закалку и отпуск по стандартному режиму.
В таблице приведены данные о технологических режимах предлагаемого способа
Таким образом, оптимальным технологическим режимом, позволяющим получить плотность поверхностного слоя 99,9% и относительные энергозатраты 0,046, является следующий режим: температура деформации 720°С, скорость деформации 5-10 .
По сравнению с известным способом, при котором плотность поверхностного слоя равна 96,7%, а удельные энергозатраты составляют 0,060, порошковые детали, полученные по предлагаемому способу, имеют относительную плотность на 3,2% больше, а энергозатраты поверхностного слоя ниже на 23,3%.
Предлагаемый способ прост в исполнении и для его внедрения в производство не требуется специализированное оборудование.
Формула изобретения
Способ получения изделий из порошковых низколегированных сталей, включаю- ший приготовление шихты, прессование, спекание, нагрев, пластическую деформацию и термическую обработку, отличающийся тем, что, с целью повышения плотности поверхностного слоя изделия и снижения энергоемкости технологического процесса, пластическую деформацию осуществляют при 700-740°С со скоростью деформации 10 -10-2 -1
с граничными и выходящими за граничные значениями температуры и скорости пластической деформации и известного (базового) способа, а также сравнительные значения плотности поверхностного слоя, относительные энергозатраты техпроцессов. Эти данные показывают, что высокие значения конечной плотности поверхностного слоя (99,6-99,9%) и низкие значения энергозатрат (0,042-0,047) достигаются при температурах деформации 700, 720 и 740°С и ско
ростях деформации 10 и 5-10 с .
5
0
5
Таким образом, оптимальным технологическим режимом, позволяющим получить плотность поверхностного слоя 99,9% и относительные энергозатраты 0,046, является следующий режим: температура деформации 720°С, скорость деформации 5-10 .
По сравнению с известным способом, при котором плотность поверхностного слоя равна 96,7%, а удельные энергозатраты составляют 0,060, порошковые детали, полученные по предлагаемому способу, имеют относительную плотность на 3,2% больше, а энергозатраты поверхностного слоя ниже на 23,3%.
Предлагаемый способ прост в исполнении и для его внедрения в производство не требуется специализированное оборудование.
Формула изобретения
Способ получения изделий из порошковых низколегированных сталей, включаю- ший приготовление шихты, прессование, спекание, нагрев, пластическую деформацию и термическую обработку, отличающийся тем, что, с целью повышения плотности поверхностного слоя изделия и снижения энергоемкости технологического процесса, пластическую деформацию осуществляют при 700-740°С со скоростью деформации 10 -10-2 -1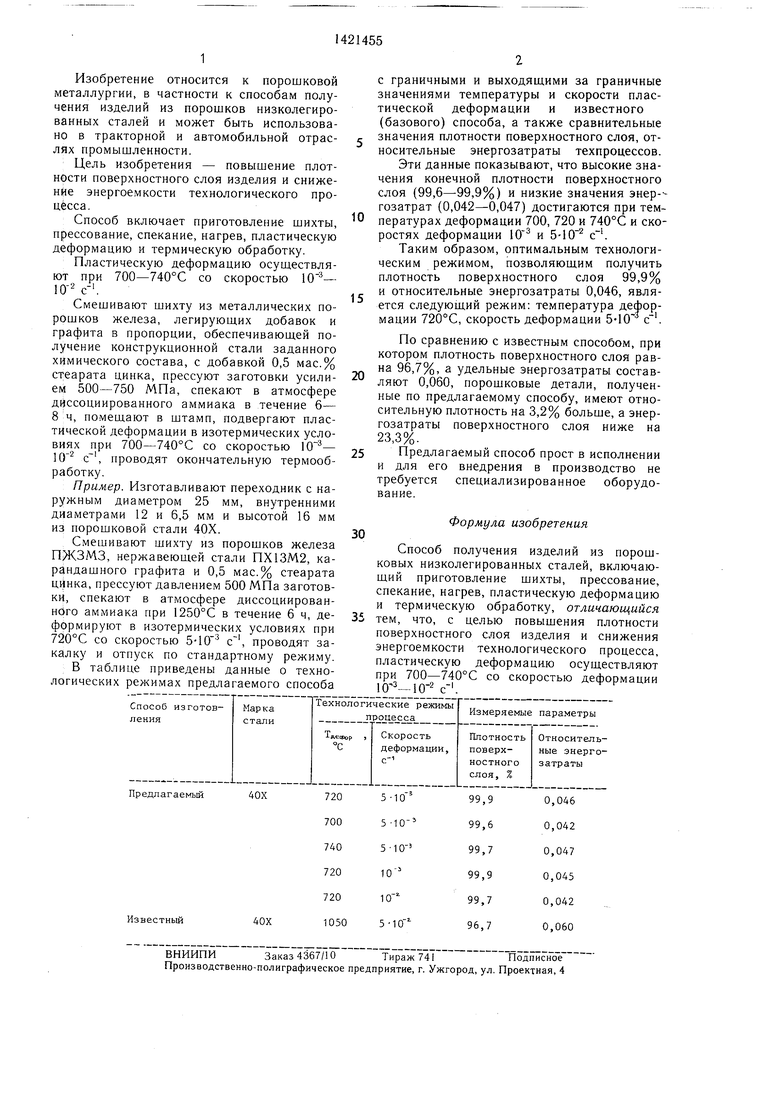
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения изделий из порошковых конструкционных сталей | 1990 |
|
SU1740108A1 |
| Способ получения спеченных изделий из порошков нержавеющих сталей ферритного класса | 1987 |
|
SU1411101A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2005 |
|
RU2285583C2 |
| Способ получения изделий из порошков | 1988 |
|
SU1636124A1 |
| КОМПОЗИТНАЯ ЗАГОТОВКА, ИМЕЮЩАЯ УПРАВЛЯЕМУЮ ДОЛЮ ПОРИСТОСТИ В, ПО МЕНЬШЕЙ МЕРЕ, ОДНОМ СЛОЕ, И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2009 |
|
RU2468890C2 |
| Способ изготовления изделий из композиционного материала | 2018 |
|
RU2677556C1 |
| Способ получения составных изделий | 1989 |
|
SU1692738A1 |
| Способ получения спеченных изделий из стружки | 1986 |
|
SU1337194A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 1991 |
|
RU2023026C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТНЫХ ИЗДЕЛИЙ УГЛОВОГО ПРОФИЛЯ | 2011 |
|
RU2457257C1 |
Изобретение относится к порошковой металлургии, в частности к способам получения изделий из порошков низколегированных сталей, и может быть использовано в тракторной и автомобильной отраслях промышленности. Цель изобретения - повышение плотности поверхностного слоя изделия и снижение энергоемкости технологического процесса. Способ включает приготовление;иихты,прессование, спекание, нагрев, пластическую деформацию и термическую обработку. Пластическую деформацию осушествляют при температуре 700- 740°С со скоростью деформации i 10- с- . 1 табл. КЛ
| Авсильчиков С | |||
| А., Дубов Е | |||
| И., Гран- гауз М | |||
| А | |||
| Исследование технологических основ изготовления мелкомодульных шестерен методом порошковой металлургии | |||
| - Вестник машиностроения, 1982, № 8, с | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| W | |||
| Горячая формовка шестерен из порошкового материала | |||
| - Metals | |||
| Engineering Quartely, 1974, November p | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
