49иг.1
Изобретение относится к машиностроению, в частности к обработке сверхтвердых материалов, а точнее к области предварительной огран ки минералов.
Цель изобретения - снижение относи- тельного расхода абразива при предварительной обработке сверхтвердых материалов.
На фиг. 1 изображена схема инструментов, реализующих-способ, вид сверху; на фиг. 2 - то же,, вид,спереди.
Способ осуществляется следующим об- разом.
Абразивные инструменты 1 и 2 вращают вокруг осей с рабочей скоростью V во взаимно противоположных направлениях. Режущая поверхность инструментов выпол- нена прерывистой, сформированной абразивными элементами 3 и 4, смонтированными на радиально расположенных держателях 5 корпусов. Режущие поверхности абразивных элементов расположены в одной плоскости. При вращении держатели 5 каждого абра- зивного инструмента входят в пазы другого. Траектории 6 и 7 перемещения центров абразивных элементов пересекаются и в точке их пересечения угол между векторами скоростей перемещения элементов состав- -ляет 90°. Обрабатываемый элемент 8 перемещают по нормали к режущей поверхности абразивных инструментов с подачей 5 в зоне пересечения траекторий 6 и 7.
При кратковременном щлифовании абра- зивным элементом глубина сощлифованного слоя близка к глубине шероховатости обработанной поверхности. При изменении направления резания для зерен следующего элемента значительно облегчается работа диспергирования, так как стружка, форми- руемая при резании за счет предыдущей шероховатости, имеет уже сформированные плоскости скольжения. Вместе со съемом стружки формируется и микровпадина, которая для стружек зерен следующего абразивного элемента определяет плоскости скольжения. Так как сверхтвердые материалы, в частности минералы, имеют твердость, различную по направлениям кристаллических плоскостей, то для равного съема и стабильной работы зерен следует для абразивных элементов, работающих в более твердом направлении, пропорционально твердости увеличивать время воздействия абразивных зерен за счет увеличения длины абразивного элемента. Для этого же можно использовать абразивные элементы с разной концентрацией алмазов или разной их зернистостью.
Формула изобретения
Способ щлифования сверхтвердых материалов, при котором абразивному инструменту с торцовой рабочей поверхностью сообщают вращение вокруг его оси, а обрабатываемый элемент перемещают по нормали к рабочей поверхности инструмента, отличающийся тем, что, с целью снижения относительного расхода абразива при предварительном шлифовании, обработку дополнительно ведут абразивным инструментом с рабочей поверхностью, аналогичной первому инструменту, и сообщают ему вращение в на- правлении, противоположном направлению вращения последнего, при этом оба инструмента имеют прерывистую рабочую поверхность с абразивными элементами,распо- ложенны.ми в одной плоскости на радиальных держателях из условия поочередного входа одного из инструментов в пазы другого, пересечения траекторий центров абразивных элементов и расположения векторов их скоростей в точке пересечения под углом 90°, а перемещение обрабатываемого элемента осуществляют в зоне пересечения траекторий.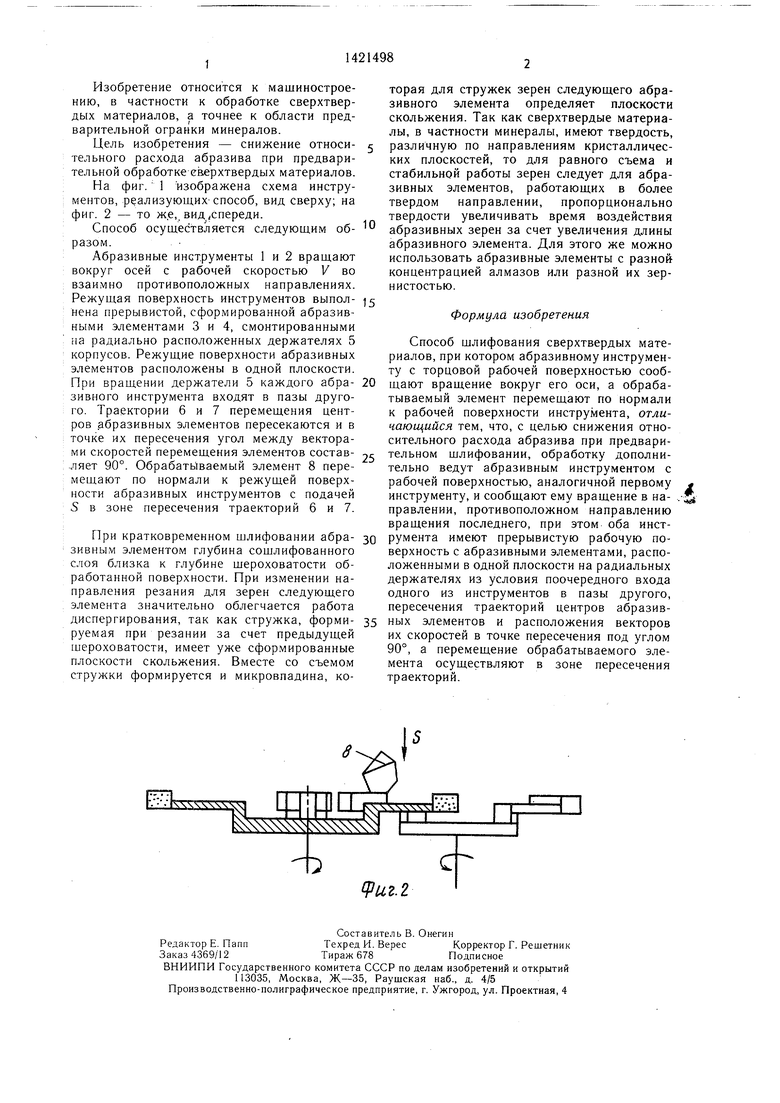
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ | 1996 |
|
RU2136476C1 |
| Способ шлифования | 1985 |
|
SU1283052A1 |
| Способ шлифования | 1989 |
|
SU1748996A1 |
| СПОСОБ ПЛОСКОГО ТОРЦОВОГО ПЛАНЕТАРНОГО ШЛИФОВАНИЯ | 2009 |
|
RU2421318C9 |
| Шлифовальный круг | 1982 |
|
SU1263514A2 |
| СБОРНАЯ СЕКЦИОННАЯ ПРОТЯЖКА ДЛЯ ОБТОЧКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2380201C2 |
| Способ правки абразивного шлифовального круга | 1986 |
|
SU1526964A1 |
| Способ изготовления абразивного инструмента | 1985 |
|
SU1333563A1 |
| Инструмент для электроабразивной обработки | 1982 |
|
SU1189612A1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2205736C1 |
Изобретение относится к области машиностроения и может быть использовано при обработке сверхтвердых материалов на операции предварительной огранки. Целью изобретения является снижение относительного расхода абразива. Для этого абразивные инструменты 1 и 2 врашают вокруг осей с рабочей скоростью I навстречу друг другу. Нри этом абразивные инструменты 1 и 2 выполнены с прерывистой режущей поверхностью, сформированной, абразивными элементами 3 и 4, смонтированными на радиально расположенных держателях 5 таким образом, что их режущие поверхности расположены в одной плоскости. При вран1е- нии инструментов держатели каждого абразивного инструмента поочередно входят в пазы друг друга, а траектории 6 и 7 перемещения центров абразивных элементов каждого из HHCTpyNieuTOB пересекаются. Угол между векторами скоростей перемещения абразивных элементов в точке пересечения траекторий составляет 90 градусов. Обрабатываемый элемент перемещают по нормали к режущей поверхности в зоне пересечения траекторий. 2 ил. $Э
| Епифанов В | |||
| И | |||
| и др | |||
| Технология обработки ал.мазов в бриллианты.-М.: Высшая школа, 1977, с | |||
| Деревянное стыковое скрепление | 1920 |
|
SU162A1 |
