4 ГО
ю
шгп&
со 01
Изобретение относится к-неразруша- ; ющему контролю нагруженных конструк- ций и может быть использовано при контроле сплошности растянутых ферромагнитных тонкостенных оболочек вращения по сигналам акустической эмиссии.
Целью изобретения является повышение достоверности контроля тонкостенных растянутых оболочек в виде тела вр ащения за счет снижения уровня помех и исключения возможности повреждения поверхности оболочки.
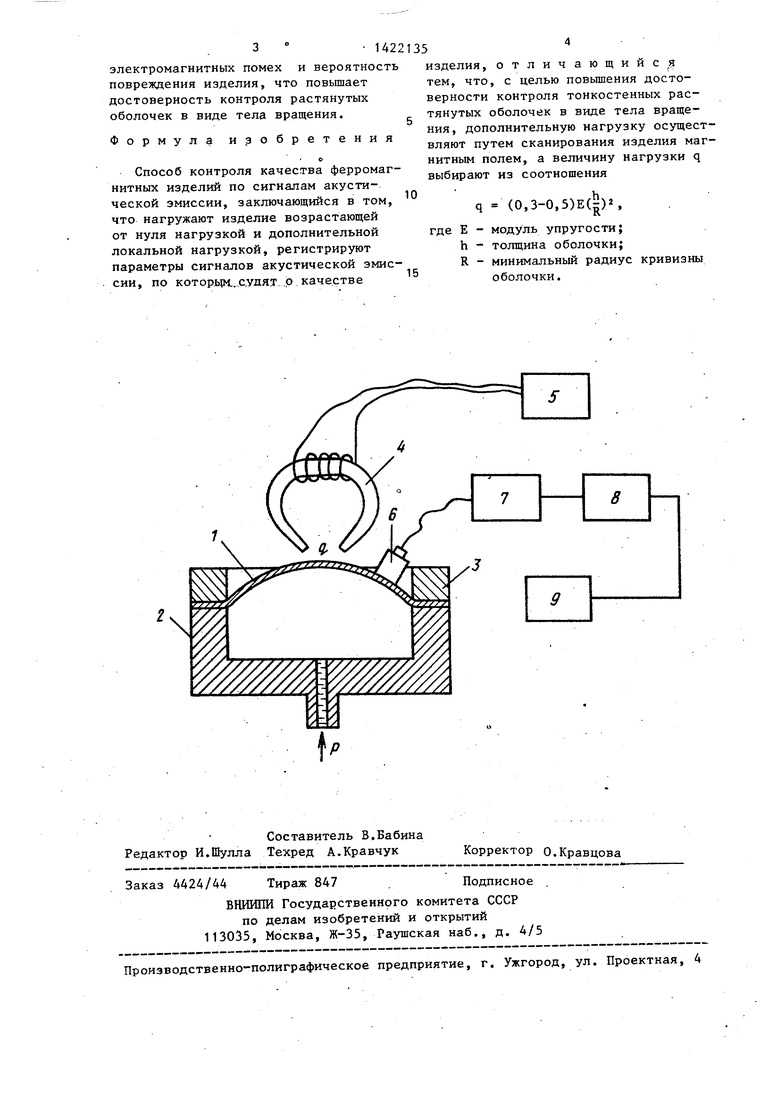
На чертеже схематично изображено устройство, реализующее способ контроля качества ферромагнитных изделий,
В качестве изделия 1 используют тонкостенную оболочку, например растянутую мембрану, которую устанавли- вают в нагружающую ячейку 2 и прижимают к ней кольцом-держателем 3.Давление Р в нагружающей ячейке 2 создают с помощью источника давления (не показан). Дополнительное локаль- нов нагружение q создают электромагнитом 4. Силу магнитного воздействия устанавливают с помощью источника 5. Кроме того, в устройстве используют последовательно соединенные преобразователь 6, предусилитель 7, анализатор 8 акустических сигналов и регистор 9 (самописец).
Способ, контроля качества ферромаг- нитньпс изделий осуществляется следующим образом.
В ячейку 2 со стороны вогнутой по- верхности оболочки 1 подают испытательное давление Р, монотонно возрастающее от нулевых значений. В то же время к вьтуклой поверхности оболочки 1 с помощью электромагнита 4 прикла- дьшают локальную вьтучивающую наг рузку постоянной величины (0,3 -095)Е()2, где Е - модуль упругости;
к.
h - толщина оболочки; R - минимальный радиус ее кривизны, и сканируют ею поверхность оболочки 1. В результате воздействия магнитным полем происхо- дит упругое изгибание оболочки на участке диаметром (5-7) чRh.Величину локальной нагрузки q выбирают из условия получения критической нагрузки вьтучивания для тонкостенных оболо- чек, теряющих устойчивость в упругой стадии работы. Одновременное действие двух видов нагрузок Р и q при постоянном нарастании основной нагрузки Р
приводит к появлению сложного напряженно-деформированного состояния на контролируемом участке поверхности, которое соответствует предельной допустимой нагрузке на оболочку.
При дальнейшем росте основной испытательной нагрузки Р общие напряжения на оболочке 1 и в зоне приложени сканирующей нагрузки q величиной
(0,3-0,5) Е(-)2 увеличиваются до того момента, когда начинают развиваться начальные фазы пластической деформации материала, что сопровождается появлением сигналов акустической эмиссии. Сигналы акустической эмиссии принимаются преобразователем 6, усиливаются предусилителем 7, обрабатываются анализатором 8 акустических сигналов.
В случае практически бездефектной оболочки 1 движение сканирующей нагрузки q вызывает непрерывное излучение dигнaлa акустической эмиссии. Если в толщине оболочки 1 содержится концентратор напряжения в виде закры той трещины или других типов нарушения сплошности, появление акустической активности прежде всего рё нстри- руется самописцем при прохождений нагрузки q над этим .дефектом. При этом при прохождении нагрузкой q над участком, содержащим ослабление, возникает первоочередное развитие на- чальных фаз пластического течения, что проявляется в виде пика интенсивности сигналов акустической эмиссии.
По положению нагрузки q в момент максимгшьной интенсивности сигналов акустической эмиссии определяют местоположение дефекта. Вследствие вы- ,бора величины нагрузки q из условия
(0,3-0,5)Е(-) акустическая актив- к
ность проявляется именно в месте приложения нагрузки , что повышает достоверность локации. За счет того, что локальную выпучивающую нагрузку q осуществляют путем сканирования поверхности оболочки магнитным полем, исключается возможность ее повреждений, вызывающих одновременное возникновение нескольких источников акустической эмиссии и увеличение уровня помех.
Таким образом, при использовании способа контроля качества ферромагнитных изделий уменьшаатся уровень
электромагнитных помех и вероятность повреждения изделия, что повышает достоверность контроля растянутых оболочек в виде тела вращения.
Формула изобретения
о
Способ контроля качества ферромагнитных изделий по сигналам акустической эмиссии, заключающийся в том, что нагружают изделие возрастающей от нуля нагрузкой и дополнительной локальной нагрузкой, регистрируют параметры сигналов акустической эмиссии, по которь м,с.удят .о качестве
изделия, отличающийся тем, что, с целью повьшения достоверности контроля тонкостенных растянутых оболочек в виде тела вращения, дополнительную нагрузку осуществляют путем сканирования изделия магнитным полем, а величину нагрузки q выбирают из соотношения
q (0,3-0,5)E(|)S
где Е - модуль упругости; h - толщина оболочки; R - минимальный радиус кривизны оболочки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ОПРЕДЕЛЕНИЯ ОСТАТОЧНОГО РЕСУРСА ТОНКОСТЕННЫХ ОБОЛОЧЕК ИЗ РЕЗЕРВУАРНЫХ И ТРУБНЫХ СТАЛЕЙ | 2002 |
|
RU2234079C2 |
| Способ акустоэмиссионного контроля изделий из электроизоляционных материалов | 1987 |
|
SU1429014A1 |
| Способ ультразвукового контроля материалов | 1991 |
|
SU1826059A1 |
| СПОСОБ АКУСТИЧЕСКОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОТЯЖЕННЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2023 |
|
RU2825120C1 |
| Способ акустического контроля физико-механических свойств материалов | 1990 |
|
SU1770891A1 |
| Способ дифференциальной оценки стадий поврежденности изделия, выполненного из композитного материала | 2023 |
|
RU2816129C1 |
| Способ контроля механических свойств металлопроката, изготовленного из ферромагнитных металлических сплавов и устройство для его осуществления | 2023 |
|
RU2807964C1 |
| СПОСОБ АКУСТИЧЕСКОГО КОНТРОЛЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2117940C1 |
| Способ обнаружения усталостных поверхностных трещин в электропроводящем изделии | 2016 |
|
RU2638395C1 |
| Способ определения прочности изделий | 1991 |
|
SU1798680A1 |
Изобретение относится к неразрушающему контролю и может быть использовано при контроле сплошности растянутых ферромагнитных тонкостенных оболочек вращения по сигналам акустической эмиссии. Целью изобретения является повышение надежности контроля за счет снижения уровня помех и исключения возможности повреждения поверхности оболочки. Способ заключается в том, что нагружают изделие возрастающей от нуля нагрузкой и до- пoлн тeльнo сканируют его магнитным полем постоянной величины, в результате чего исключается одновременное действие нескольких источников сигналов акустической эмиссии, вызываемое повреждением поверхности, и снижается уровень помех. 1 ил. (Л
| Способ контроля качества изделий | 1980 |
|
SU1052989A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| , Деев Н.А., Ковалевский В.М., Клейменов В.А | |||
| - В сб.: Тезисы докладов Акустическая эмиссия материалов и конструкций | |||
| Ростов-на-Дону, 1984. | |||
