Известны автоматы для штамповки из ленты изделий специальной формы в гибочных, вырубных, вытяжных штампах, в том числе летучих, с подачей ленты вальцами.
Однако известные автоматы не обеспечивают требуемой производительности. В предлагаемом автомате указанных недостатков нет. Это достигается тем, что вальцы выполнены профилированными и одновременно используются для подачи ленты в штампы и гофрирования ее.
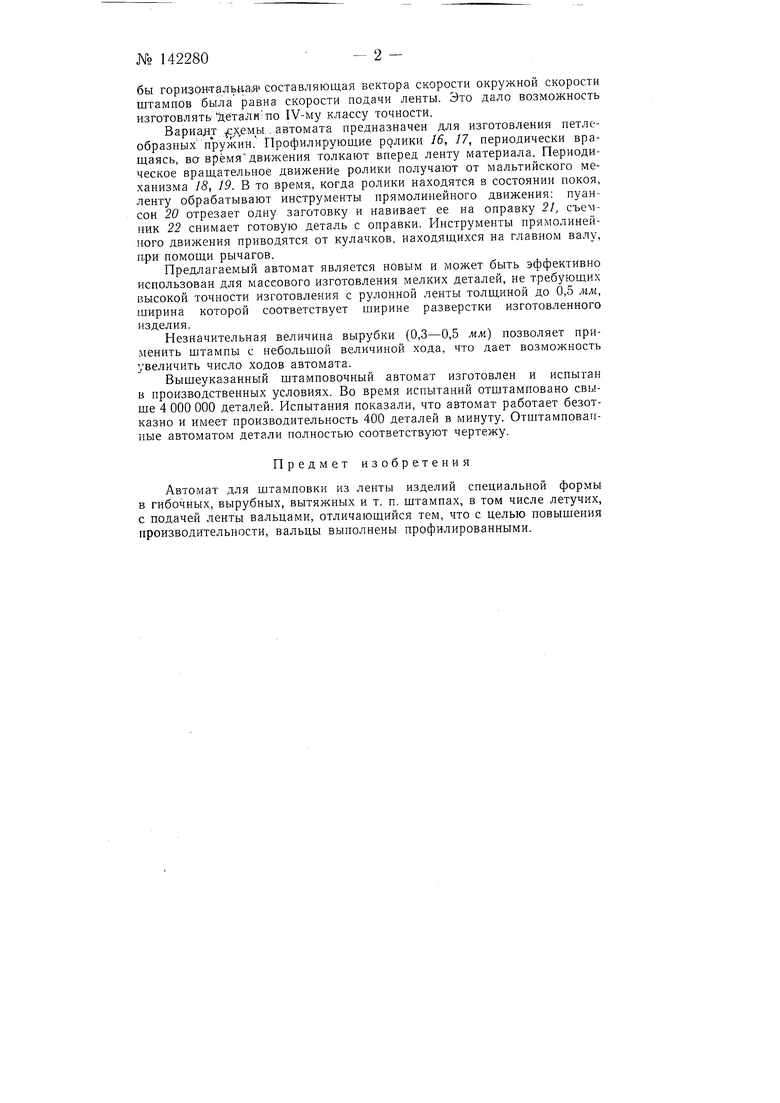
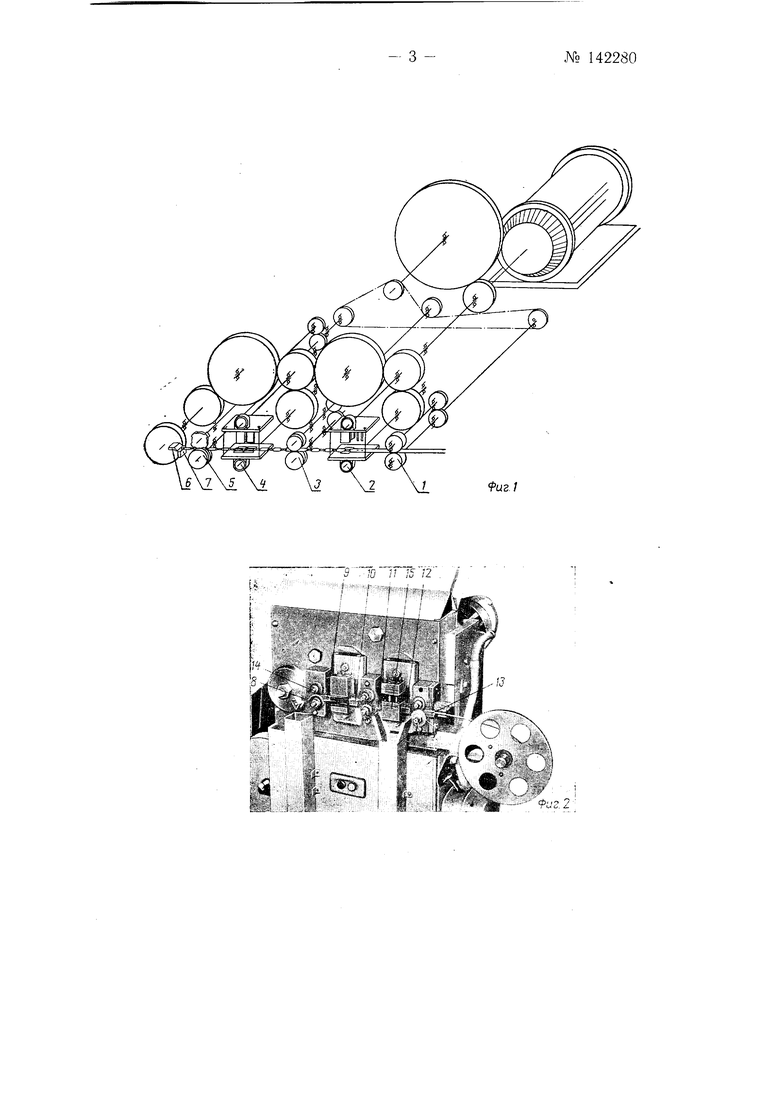
На фиг. 1 изображена схема предлагаемого автомата; на фиг. 2 предлагаемый автомат; на фиг. 3 - вариант схемы автомата для петлеобразных пружин.
Непрерывно врашаюш,иеся подающие ролики / вводят ленту в штамп 2, образующий контур детали и пробивающий отверстия в ней. Соединенные своими концами заготовки подаются профилирующими роликами 3 на штамп 4. причем сами ролики выполняют первую гибочную операцию. Штамп 4 выполняет две гибочные операции. Затем ценочка заготовок схватывается парой профилирующих роликов 5, которые подают заготовки под вращающийся отрезной нож 6, отрубающий на матрице 7 готовые детали от цепочки. Такое направление ленты в автомате осуществляется с применением направляющих рамок. Направляющие рамки 8, 9, 10, П, 12, 13 расположены между штампами и рамками 14 и 1о. Направляющие и профилирующие рамки обеспечивают точное направление и подачу ленточного материала. Лента имеет непрерывный контакт с роликами, которые вращаются с постоянной скоростью. Эксцентрики, приводящие во вращательное движение верхние и нижние блоки штампов, сконструированы с таким расчетом, что№ 142280 2 бы горизон-тальная составляющая вектора скорости окружной скорости штампов была равна скорости подачи ленты. Это дало возможность изготовлятьЙётали:-по IV-му классу точности.
Вариант .хемы,. автомата предназначен для изготовления петлеобразных пружин. Профилирующие ролики 16, /7, периодически вращаясь, ва время дви-жения толкают вперед ленту материала. Периодическое вращательное движение ролики получают от мальтийского механизма 18, 19. В то время, когда ролики находятся в состоянии покоя, ленту обрабатывают инструменты прямолинейного движения: пуансон 20 отрезает одну заготовку и навивает ее на оправку 21, съемник 22 снимает готовую деталь с оправки. Инструменты прямолинейного движения приводятся от кулачков, находящихся на главном валу, п.ри помощи рычагов.
Предлагаемый автомат является новым и может быть эффективно использован для массового изготовления мелких деталей, не требующих высокой точности изготовления с рулонной ленты толщиной до 0,5 мм, ширина которой соответствует ширине разверстки изготовленного изделия.
Незначительная величина вырубки (0,3-0,5 мм позволяет применить штампы с небольшой величиной хода, что дает возможность увеличить число ходов автомата.
Вышеуказанный щтамповочный автомат изготовлен и испытан в производственных условиях. Во время испытаний отштамповано свыше 4 000 000 деталей. Испытания показали, что автомат работает безотказно и имеет производительность 400 деталей в минуту. Отштампованные автоматом детали полностью соответствуют чертежу.
Предмет изобретения
Автомат для штамповки из ленты изделий специальной формы в гибочных,, вырубных, вытяжных и т. п. штампах, в том числе летучих, с подачей ленты вальцами, отличающийся тем, что с целью повышения производительности, вальцы выполнены профилированными.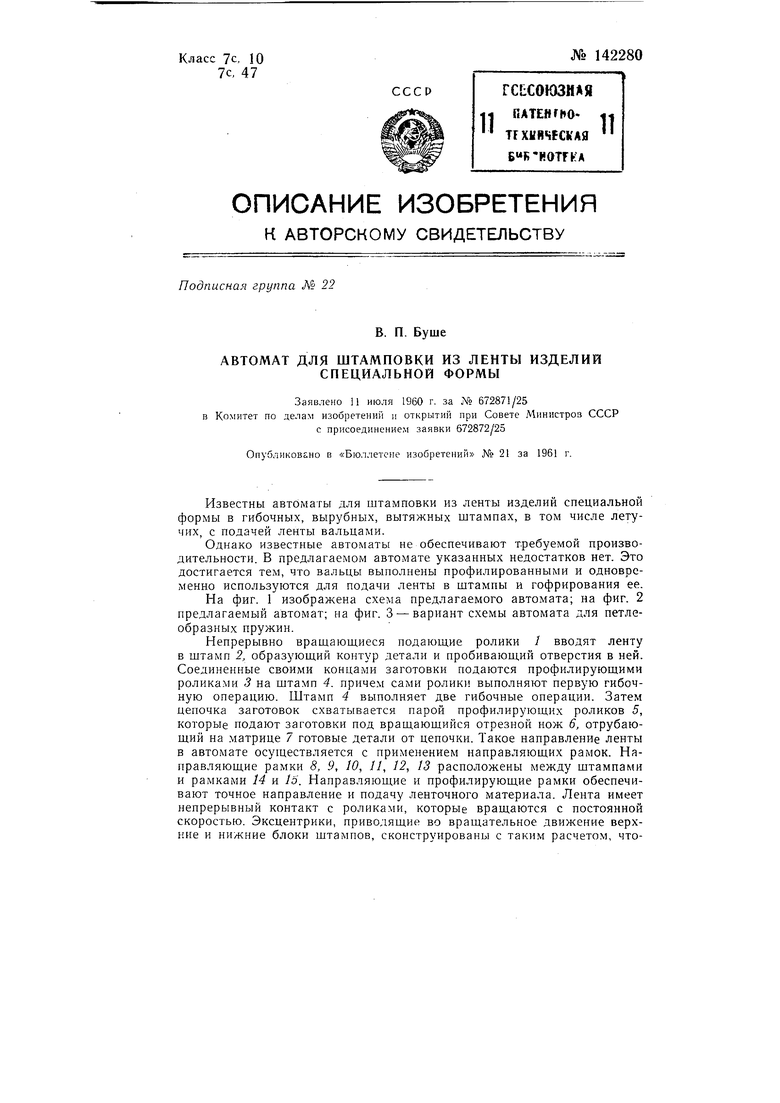
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое устройство для изготовления лепестков ламповой панели | 1960 |
|
SU136804A1 |
| Автомат для штамповки контактов | 1986 |
|
SU1430145A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| Способ изготовления деталей с вытянутой осью и устройство для его осуществления | 1980 |
|
SU1034818A1 |
| Штамп для гибки деталей @ -образной формы с отогнутыми внутрь концами | 1983 |
|
SU1184584A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1972 |
|
SU323176A1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2014 |
|
RU2584833C2 |
| Способ изготовления деталей из ленточного материала | 1983 |
|
SU1199371A1 |
Риг.З
