Изобретение относится к обработке ме- |галлов давлением и может быть использова- (но при правке плоских деталей на гладких Правильных штампах и автоматизации про- ij,ecca удаления выправленных деталей из ра- |бочей зоны штампа.
j Цель изобретения - упрошение кон- Ьтрукции.
: На фиг. 1 показан штамп для правки 1ЛОСКИХ деталей, вид сбоку; на фиг. 2 разрез А-А на фиг. 1.
Штамп состоит из плиты 1, связанной с юлзуном 2 пресса, прижимной плиты 3, кре- тящейся к опорной плите 4 посредством эолтов 5 и нружип 6, шиберного питателя, меющего магазин-накопитель 7 и 1пибер 8, «а котором установлен двуплечий рычаг 9, имеющий возможность поворота вокруг оси 10.
I На опорной плите размещен подвижн1)1Й Ьюр 11,-а на кронштейне 12 опорной плиты - упор 13.
Шибер приводится в движение от отдель- юго пневмоцилиндра (не показан), направление движения которого имеет связь с на- травлением движения ползуна пресса.
Штамп работает следуюпи-1м образом. I В магазин-накопитель 7 поступают заго- |-овки, например, из бункера карманчикоиого уипа.
1 При подъеме ползуна 2 пресса приходит движение шибер 8 и захватывает очеред- jioe изделие из магазина-накопителя 7, вы- |1,вигая деталь в рабочую зону штампа по (тлоскости опорной плиты 4. К концу хода (либера 8 двуплечий рычаг 9, взаимодействуя одним плечом с упором 11, поворачивается вокруг оси 10, а другим плечом удаляет предыдушую деталь из рабочей зоны цтампа.
При опускании ползуна 2 пресса шибер 8 озвраш,ается в исходное положение, остав яя на плоскости опорной плиты 4 очеред0
5
0
ную деталь, при этом рычаг 9, взаимодействуя с упором 13, также возвращается в исходное положение, а прижимная плита 3, опускаясь под воздействием плиты 1 во Еззаимодействии с плитой 4, создает необходимое усилие для правки детали.
При залипании деталей на прижимной плите 3 удаление их также обеспечивается двуплечим рычагом 9.
При правке деталей другого диаметра для позиционирования заготовки по центру давления штампа изменяется величина рабочего хода шибера, например, с помощью ограничителей хода штока поршня пневмоцилиндра (не показано).
Для неизменной работы двуплечего рычага утапливаемый упор 11 выполнен регулируемым параллельно оси движения шибера.
Использование изобретения позволяет упростить конструкцию за счет уменьшения количества конструктивных элементов.
Формула изобретения
5
0
Штамп для правки плоских деталей, содержащий опорную и прижимную плиты, соединенные между собой направляющими элементами, шиберный питатель, кинематически связанный посредство.м промежуточного звена со сбрасывателем, отличающийся тем, что, с целью упрощения конструкций и расширения технологических возможностей путем правки деталей различных типоразмеров, сбрасыватель выполнен в виде двуплечего рычага, а промежуточное звено - в виде закрепленной на шибере оси, на которой с возможностью поворота уста- 5 новлен двуплечий рычаг, при этом штамп спабжен двумя упорами для ограничения угла поворота плеч рычага, один из которых с.монтирован на опорной плите, а другой - на шибере.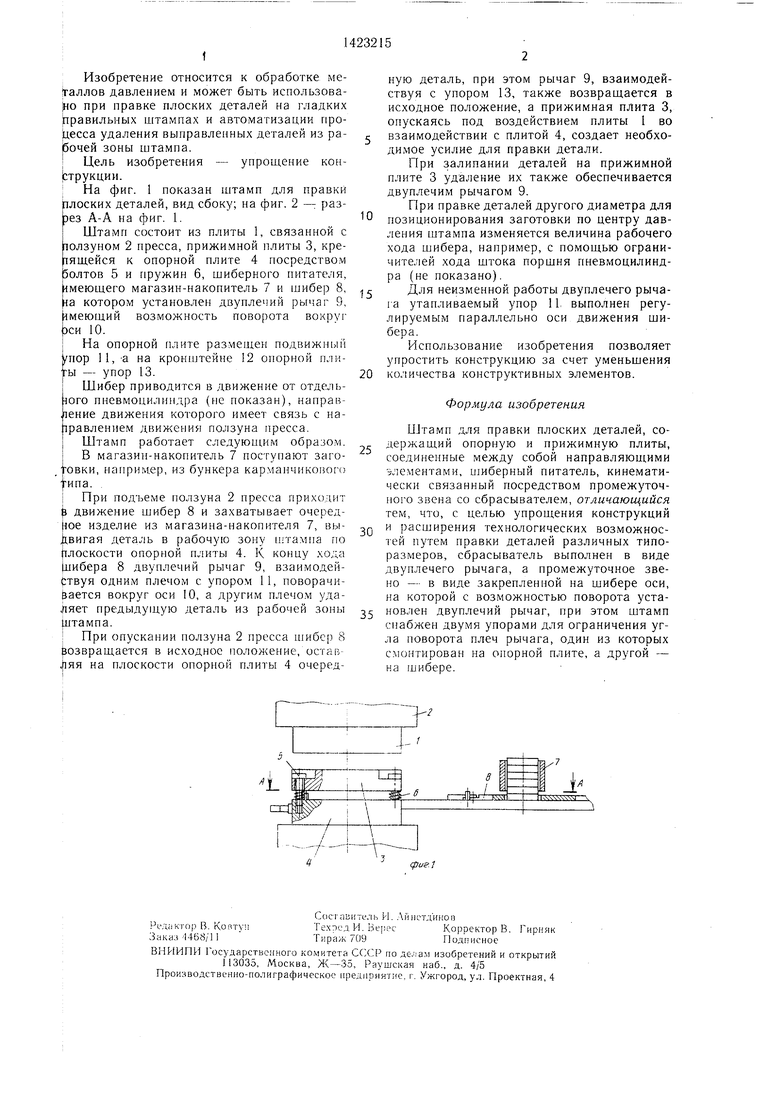
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| Роботизированный комплекс для листовой штамповки | 1983 |
|
SU1230722A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ДЕТАЛЕЙ | 2007 |
|
RU2359774C2 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Загрузочное устройство | 1990 |
|
SU1745514A1 |
| Устройство для удаления деталей из рабочей зоны штампа | 1985 |
|
SU1393509A1 |
| Устройство для штабелирования деталей с отверстиями | 1985 |
|
SU1319983A1 |
| Устройство В.И.Васильева для штамповки деталей из листового материала | 1986 |
|
SU1388166A1 |
| Устройство для штамповки деталей из штучных заготовок | 1986 |
|
SU1360858A1 |
| Штамп | 1980 |
|
SU984609A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при правке плоских деталей на гладких правильных штампах и автоматизации процесса удаления выправленных деталей из рабочей зоны штампа. Цель - упрощение конструкции и расширение технологических возможностей путем правки деталей различных типоразмеров. Штамп для правки плос //ких деталей состоит из двух плит, соединенных между собой направляющими элементами, шиберного питателя (ШП) 8, связанного со сбрасывателем, в виде двуплечего рычага (Р) 9, установленного с возможностью поворота вокруг оси 10 при взаимодействии с упорами И и 13. При подъеме ползуна ШП 8 захватывает очередную деталь из магазина-накопителя, выдвигая ее в рабочую зону штампа на плоскость опорной плиты 4. К концу хода ШП 8 Р 9, взаимодействуя одним плечом с упором 11, поворачивается вокруг оси 10, а другим плечом удаляет предыдушую деталь из рабочей зоны штампа, сообщая ей необходимое ускорение. При опускании ползуна пресса ШП 8 возвращается в исходное положение, оставляя на плоскости опорной плиты 4 очередную деталь, а Р 9, взаимодействуя с упором 13, также возвращается в исходное положение. А-Л ё а с 4 to СО ю сд ГО (jf7t/a2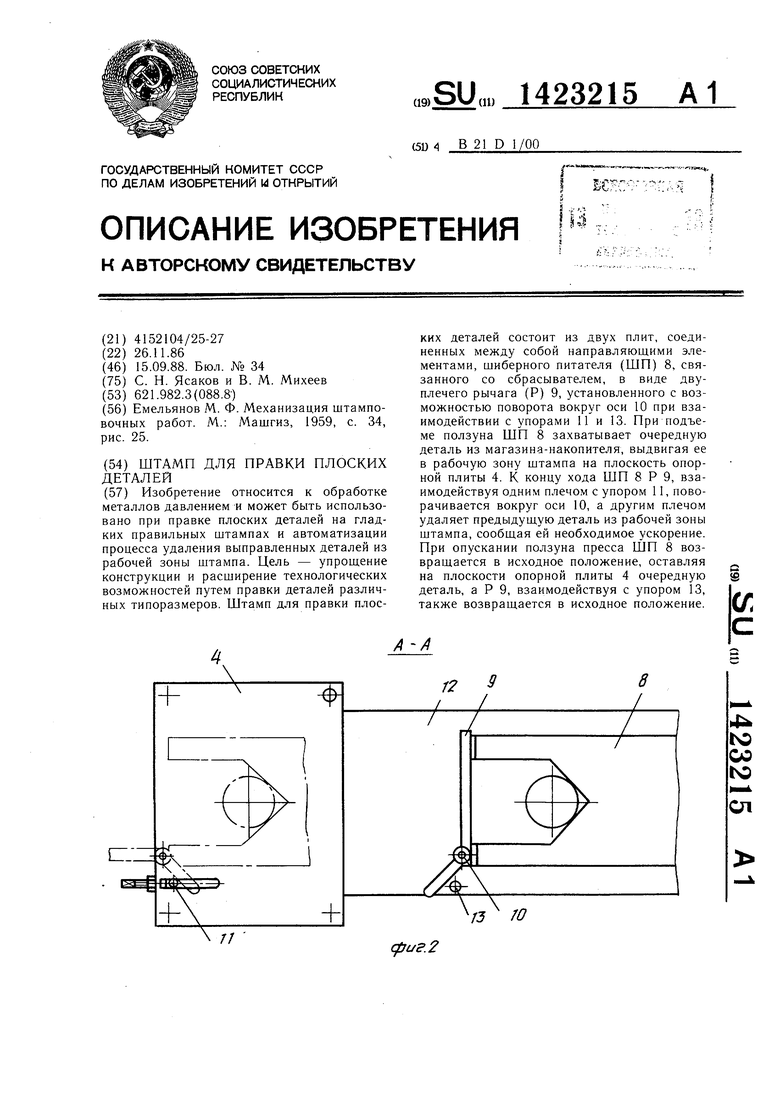
(ригЛ
| Емельянов М | |||
| Ф | |||
| Механизация штамповочных работ | |||
| М.: Машгиз, 1959, с | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
