Изобретение относится к обработке металлов давлением и может быть ис- .пользовано в различных областях машиностроения при автоматизации многопереходной штамповки. ,
Целью изобретения является упрощение конструкции и снижение металлоемкости.
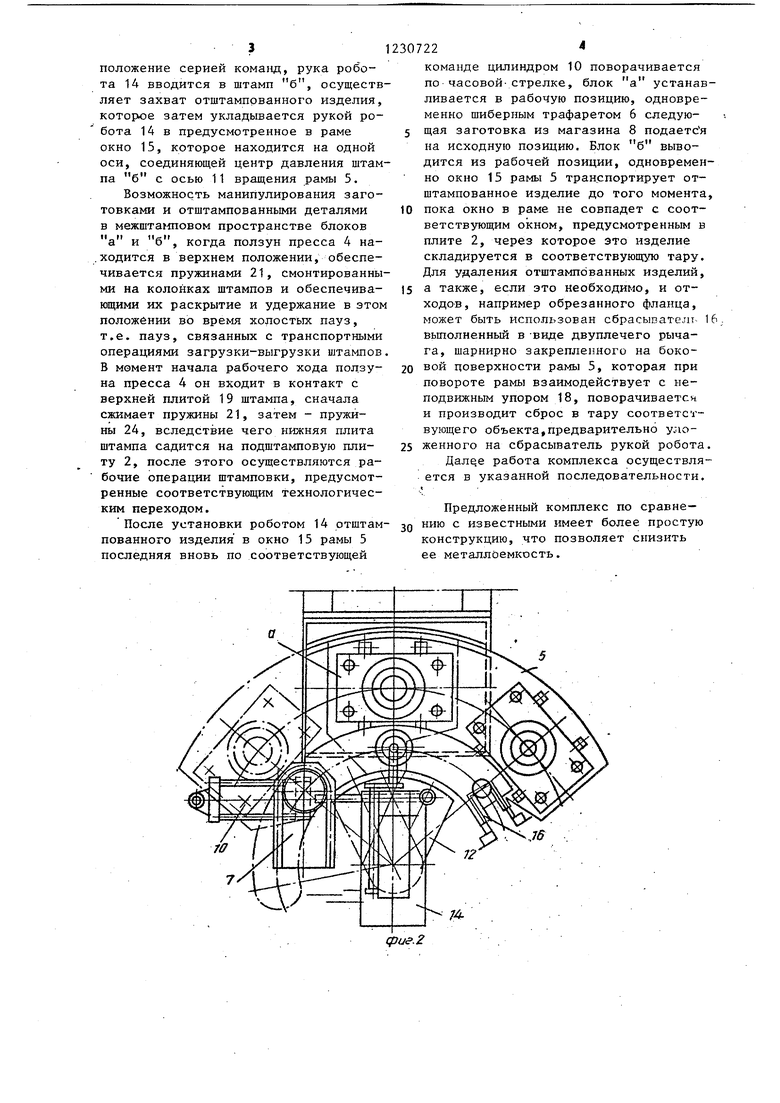
На фиг. 1 схематически изображен роботизированный комплекс, общий вид; на фиг. 2 - поворотная рама, вид сверху; на фиг. 3 - крепление блоков на раме, на фиг. 4 - сбрасыватель с упором. .
На столе 1 пресса установлена под- 15 рого соответствует форме исходной
штамповая -плита 2 с направлякяцими 3. Позицией 4 обозначен ползун пресса. На направляющих 3 установлена с возможностью поворотного качательного движения рама 5 с шиберным трафаретом 6, над которым в направляющих 7 смонтирован магазин 8 с заготовками 9. С силовым цилиндром 10 связан установленный на оси 11 кронштейн 12 рамы 5. На оси 11 закреплено основание 13, на котором установлен робот 1 осуществляющий загрузку-разгрузку штампа а 1-го технологического перехода и штампа б 2-го технологического перехода.
На раме 5 предусмотрено окно 15 для укладки в него отштампованных изделий. На раме 5 также смонтирован в зоне окна 15 сбрасьшатель 16, выполненный в виде двуплечего рычага, закрепленного шарнирно на оси 17 и взаимодействующего при повороте рамы 5 с неподвижным упором 18.
Шташты а и б имеют верхнюю 19 и нижнюю 20 плиты, подпружиненные одна относительно другой пружиной 21, инструментальные блоки 22 и 23. Нижние плиты 20 смонтированы в полостях рамы 5 и под пружине Hjji относительно нее пружиной 24.
Работа комплекса осуществляется в следующей последовательности.
В направляющие 7 магазина устанавливается магазин 8 с заготовками 9. В это время штамп а, находится вне рабочей зоны, а штамп б - в рабочей зоне пресса. Затем от системы управления роботом 14 (не показана) подается команда на перемещение штока силового цилиндра 10 вправо. Шток цилиндра 10, взаимодействуя с кронштейном 12, проворачивает его по часовой стрелке.
Вместе с кронштейном 12 поворачивается рама 5, жестко связанная с кронштейном 12. Штамповый блок, а 1-го технологического перехода при повороте рамы 5 по часовой стрелке устанавливается в рабочую зону пресса. Штамповый блок б 2-го технологического перехода в это же время выводится из рабочей зоны. При повороте рамы 5 по часовой стрелке шиберный трафарет б, закрепленный на раме и сопряженный с открытым дном магазина 8, переносит нижнюю заготовку 9, западающую в трафарет 6, форма котозаготовки, на ось, совпадающую с поперечной осью пресса. Так, нижние плиты 20 штамповых блоков а и б подпружинены относительно рамы 5 и
не препятствуют свободному ее вращению по часовой стрелке.
После окончания поворота рамы робот 14 своим захватом при вертикальном перемещении руки осуществляет
з ахват заготовки 9 из трафарета 6 шибера, а затем, переносит ее в рабочую зону штампа (горизонтальное перемещение руки) и укладьшает на матрицу штампа а, (вертикальное перемещение руки робота вниз). После выведе- ния руки робота из рабочей зоны штампа по команде с пульта управления ползун пресса 4 включается на рабочий ход, производится штамповка 1-го перехода. Когда ползун пресса 4 возвращается в исходное положение последующей серией команд, рука робота 14 вновь вводится в межштамповое пространство штампа а и осуществляет
захват отштампованного полуфабриката. Когда рука робота с полуфабрикатом возвращается в исходное положение, соответствующей командой включается силовой цилиндр 10, -который поворачивает раму 5 в обратном направлении против часовой стрелки, при этом Штамповый блок б 2-го технологического перехода устанавливается на рабочую позицию, а штамп а выводится
из нее. Робот 14 вводит руку в межштамповое пространство штампа б и укладывает в него отштампованный по туфабрикат. После возврата руки робота в исходное положение вновь включается ползун 4 пресса на рабочий ход, производится штамповка 2-го технологического перехода. Когда ползун 4 пресса возвращается в верхнее
положение серией команд, рука робота 14 вводится в штамп б, осуществляет захват отштампованного изделия, которое затем укладывается рукой робота 14 в предусмотренное в раме окно 15, которое находится на одной оси, соединяющей центр давления штампа б с осью 11 вращения рамы 5.
Возможность манипулирования заготовками и отштампованными деталями в межштаиповом пространстве блоков а и б, когда ползун пресса 4 на- .ходится в верхнем положении, обеспечивается пружинами 21, смонтированными на колонках штампов и обеспечивающими их раскрытие и удержание в этом положении во время холостых пауз, т.е. пауз, связанных с транспортными операциями загрузки-выгрузки штампов В момент начала рабочего хода ползуна пресса 4 он входит в контакт с верхней плитой 19 штампа, сначала сжимает пружины 21, затем - пружины 24, вследствие чего нижняя плита штампа садится на подштамповую плиту 2, после этого осуществляются рабочие операции штамповки, предусмотренные соответствующим технологическим переходом.
После установки роботом 14 отштампованного изделия в окно 15 рамы 5 последняя вновь по соответствующей
30722
команде цилиндром 10 поворачивается по часовой-стрелке, блок а устанавливается в рабочую позицию, одновременно шиберным трафаретом 6 следую- 5 щая заготовка из магазина 8 подаетс я на исходную позицию. Блок б выводится из рабочей позиции, одновременно окно 15 рамы 5 транспортирует отштампованное изделие до того момента,
10 пока окно в раме не совпадет с соответствующим окном, предусмотренным в плите 2, через которое это изделие складируется в соответствуюш ую тару. Для удаления отштампованных изделий,
15 а также, если это необходимо, и отходов , например обрезанного фланца, может быть использован сбрасывателт 16 вьтолненный в -виде двуплечего рычага, шарнирно закрепленного на боко20 вой поверхности рамы 5, которая при повороте рамы взаимодействует с неподвижным упором 18, поворачивается и производит сброс в тару соответствующего объекта,предварительно у.по25 женного на сбрасыватель рукой робота. работа комплекса осуществляется в указанной последовательности.
Предложенный комплекс по сравне- Q нию с известными имеет более простую конструкцию, что позволяет снизить ее металлоемкость.
- 74.
;А
(рие.З
16
77
Редактор Н.Швыдкая
Составитель Т.Смирнов
Техред М.Ходанич Корректор И.Муска
Заказ 2478/13Тираж 783 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
фиг.4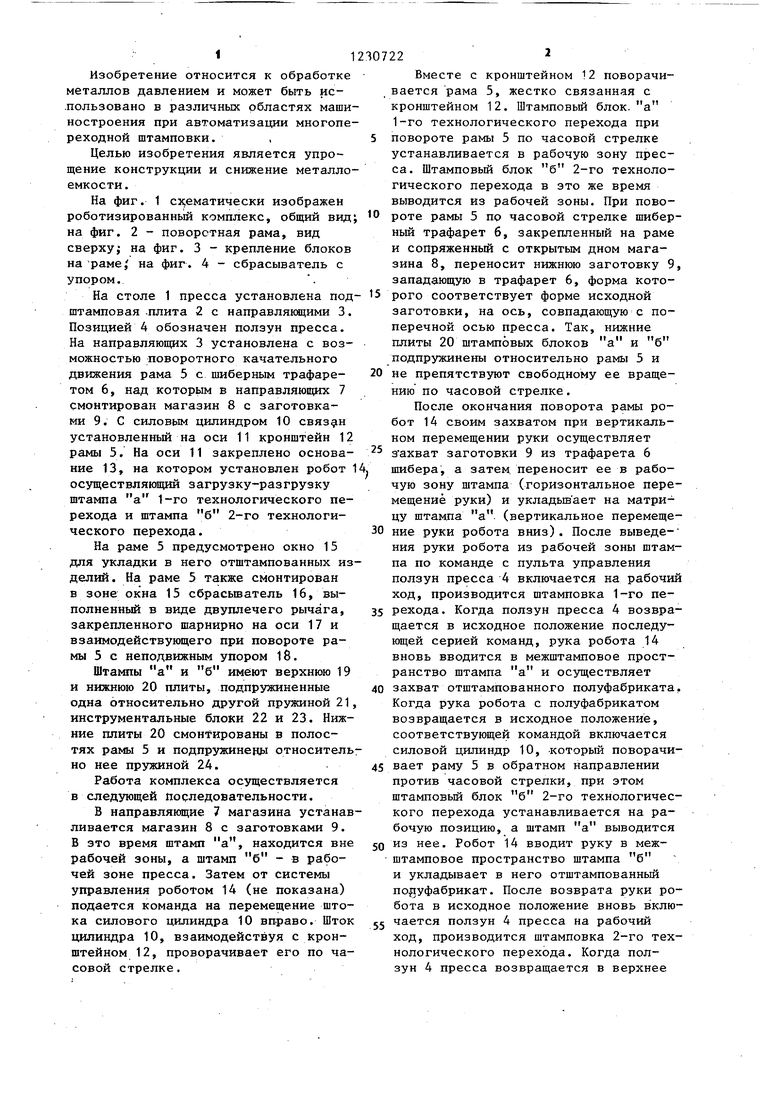
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1163943A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1163942A1 |
| Линия для штамповки деталей из листового материала | 1985 |
|
SU1282946A1 |
| Штамп для многопереходной штамповки | 1987 |
|
SU1480935A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1013042A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1983 |
|
SU1207576A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Роботизированный комплекс для многопереходной штамповки | 1983 |
|
SU1205972A1 |
| Магазинное устройство робототехнологического комплекса | 1987 |
|
SU1542669A1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1988 |
|
SU1516198A1 |

| Роботизированный комплекс для многопереходной штамповки | 1983 |
|
SU1205972A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
