4
СО 1чЭ ГС
00
Изобретение касается обработки металлов и относится к способам изготовления полых деталей с криволинейной поверхностью.
Цель изобретения - повышение качества деталей путем уменьшения их разнотолI Ш.ИННОСТИ.
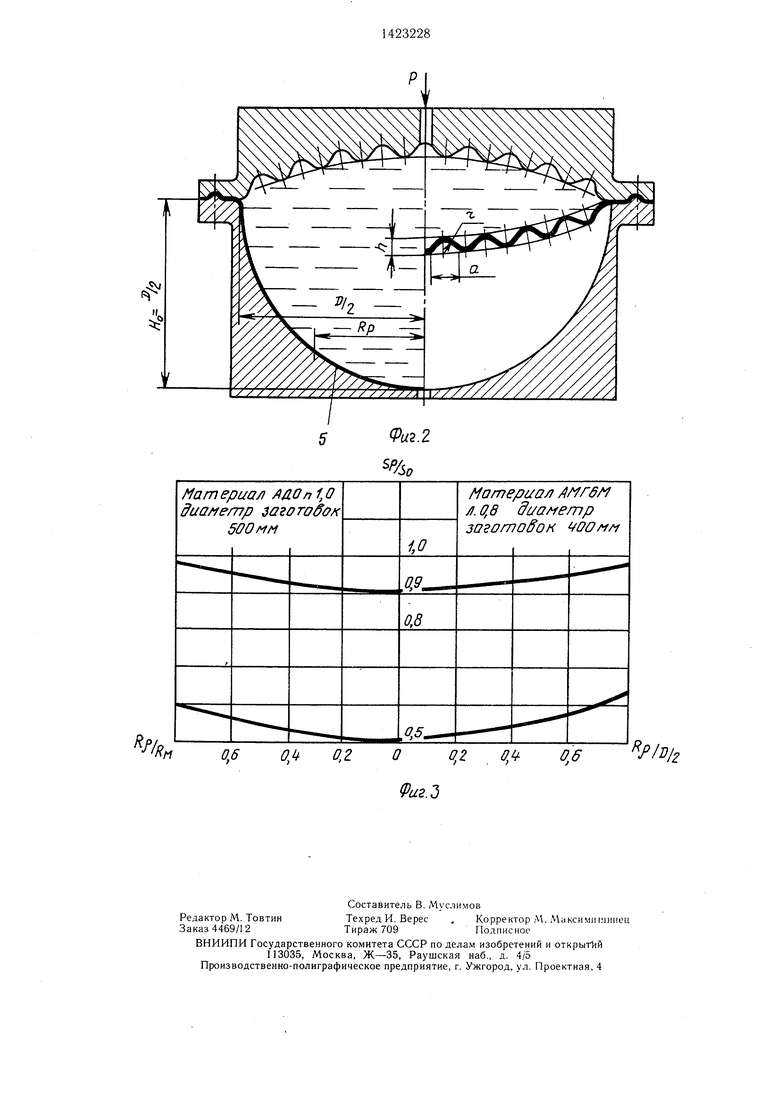
- На фиг. 1 изображена схема формов- I ки рулонообразного полуфабриката; на фиг. 2 - схема окончательного формооб- j разовакия; на фиг. 3 - кривые распределения материала вдоль образуюш.ей деталей.
Устройство для осуществления способа содержит матрицу 1 для формовки полу- j фабриката 2 с кольцевыми рифтами на рабо- |чей поверхности и матрицу 3 для окончательного формообразования. На фиг. 1 обо- значена заготовка 4, на фиг. 2 готовая де- таль 5.
i Способ осушествляется следующим об- |разом.
Заготовку 4 устанавливают на матрицу 3. При подаче давления рабочей средой (например, жидкостью) вначале формуют по матрице 1 куполообразный полуфабрикат 2 высотой, равной 0,09-0,10 диа- метра готовой детали 5, с кольцевыми кон- |центрическими рифтами, геометрические па- |раметры каждого из которых находятся в Диапазоне. ,14,
|где h - высота рифта;
а - угол рифта.
I При этом площадь поверхности полу|фабриката 2 равна площади поверхности го
товой детали 5. После этого осуществляют окончательное формообразование по матрице 3 в направлении, противоположном направлению формовки полуфабриката 2 с одновременным расправлением рифтов.
Условие равенства площадей поверхностей полуфабриката 2 и готовой детали 5, обеспечиваемое рифтами на полуфабрикате 2, дает возможность получать равнотолщин- ные детали 5.
Таким образом, данный способ по сравнению с известным повыщает качество изготавливаемых деталей путем уменьшения разнотолщинности.
Формула изобретения
Способ изготовления полых деталей с криволинейной поверхностью, при к отором рабочей средой на предварительном этапе формуют куполообразный полуфабрикат с 0 кольцевыми концентрическими рифтами, после чего осуществляют окончательное фор- .мообразование с одновременным расправлением рифтов, отличающийся тем, что, с целью повышения качества изготавливаемых деталей путем уменьшения их разнотолщинности, в процессе формовки на предварительном этапе получают полуфабрикат высотой, равной 0,09-0,10 диаметра готовой детали, причем геометрические параметры каждого рифта находятся в диапазоне
30
,14, л
где h - высота рифта; а - угол рифта.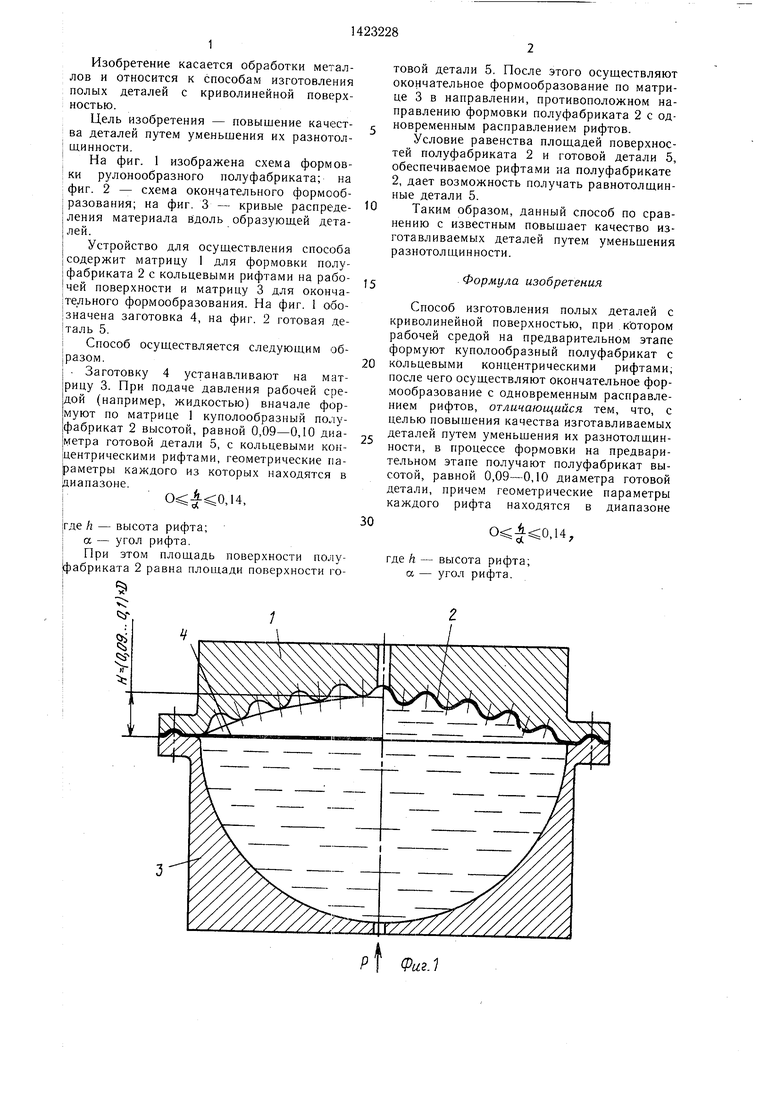
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления листовых деталей с прямолинейными рифтами | 1985 |
|
SU1268247A1 |
| Способ изготовления полых изделий из листового металла | 1982 |
|
SU1087228A1 |
| Способ изготовления деталей двойной кривизны | 1988 |
|
SU1606230A1 |
| Способ изготовления тонкостенных сферических оболочек | 2022 |
|
RU2791478C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЫ ПЛАСТИНЧАТОГО ТЕПЛООБМЕННИКА | 2002 |
|
RU2237539C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ФЛАНЦЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2102173C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2586174C1 |
| Способ изготовления колес | 1991 |
|
SU1797511A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2574908C2 |
| Способ изготовления вытяжкой полой детали сферической неполного контура формы из труднодеформируемого титанового сплава ВТ14 в одном комбинированном штампе | 2018 |
|
RU2698080C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при изготовлении полых деталей с криволинейной поверхностью. Цель - повышение качества изготавливаемых деталей путем уменьшения их разнотолш,инности. Вначале формуют куполообразный полуфабрикат высотой, равной 0,09-0,10 диаметра готовой детали. Геометрические параметры каждого рифта находятся в диапазоне ,14, где h - высота рифта, а - угол рифта. Способ позволяет получать равнотолщинные детали. 3 ил.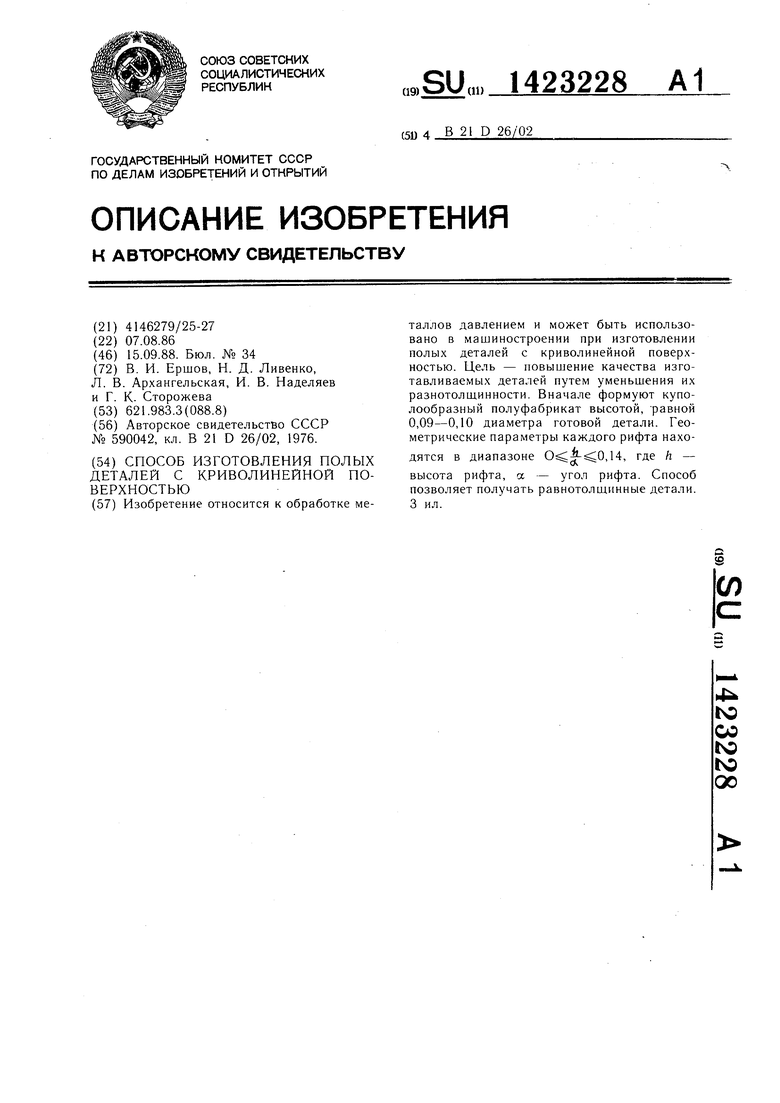
Фиг.1
Материал АйОп 1,0 ffua/iemp SQZoroffoK 500мм
%
Км
Материал /f. 0,8 di/o/ emp 3OsomoffoH оомл}
| Способ изготовления сферических днищ | 1976 |
|
SU590042A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
