(54) СПОСОБ КОВКИ СЛИТКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| Способ ковки слитка | 1985 |
|
SU1379003A1 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2010 |
|
RU2449852C2 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДИСКА ИЗ СЛИТКА | 2009 |
|
RU2397038C1 |
| Способ ковки слитков и устройство для его осуществления | 1985 |
|
SU1303238A1 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
I
Изобретение относится к обработке металлов давлением, а именно к способам ковки слитков.
Известен способ ковки слитков, включающий операции нагрева слитка, протяжку его вдоль продольной оси, операции кантовки на 90°, чередующиеся с осадкой, а также протяжку слитка перпендикулярно его продольной оси 1.
Недостаток известного способа состоит в невысоком качестве обработки.
Целью изобретения является повышение качества обработки.
Эта цель достигается тем, что перед каждой осадкой слиток поорачивают поочередно относительно его продольной оси на угол 25-35° и обжимают до получения поперечного сечения слитка в виде шестиугольника с попарно-параллельными сторонами.
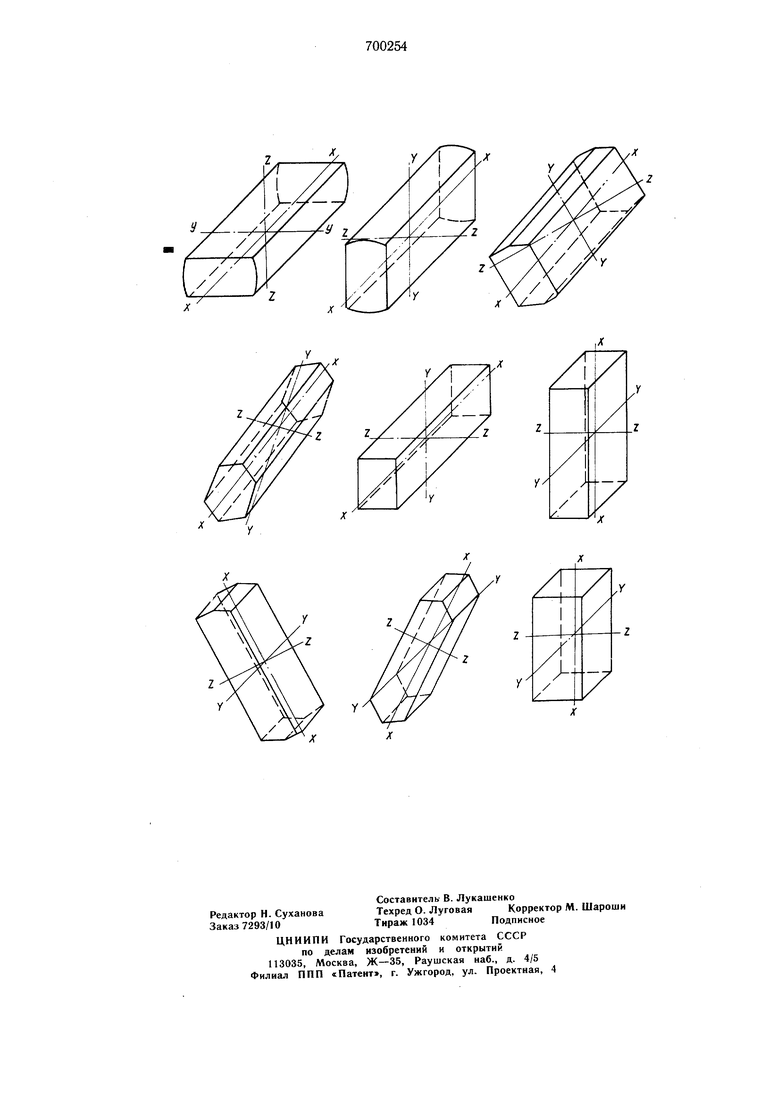
На чертеже показана последовательность преобразования слитка в процессе ковки.
Слиток, подлежащий ковке предварительно обрабатывают, в частности заваривают пустоты, трещины и поры материалом, соответствующим материалу слитка.
Ковку слитка первоначально производят перпендикулярно продольной ее оси, занимающей горизонтальное положение под прес сом. Степень деформации на этой операции ковки должна быть равной S 20-30% за одно нажатие плоскими бойками. Далее следует кантовка на 90°.
После этого слиток поворачивают поочередно влево и вправо вокруг оси протяжки на угол 25-35° относительно оси, перпендикулярной зеркалу бойка, и производят попеременно последующие обжатия по диагоналям слитка до получения четырех плоских граней, перекрывающих каждая половину ширины боковой поверхности заготовки.-Затем слиток кантуют на 90° и производят -осадку. Степень деформации на этой стадии ковки должна быть равной S 20-30% за одно нажатие плоскими бойками. Далее слиток устанавливают вертикально и, поворачивая поочередно влево и вправо вокруг оси протяжки на угол 25-35° относительно оси, перпендикулярной зеркалу бойка, производят обжатия по диагоналям слитка до получения четырех плоских граней, перекрывающих каждая половину ширины боковой
поверхности слитка. Окончательно слиток осаживают в торец. 3f. одно нажатие плоскими бойками на этой стадии ковки степень деформации должна быть равной 5 20-30/i
Такая с.хема ковки сцособствует интенсивHO.v.y перемещению металла, закрытию и заварке пустот, цор и наукообразных трещин внутри поковки. После осадки слитка 13 торец со степенью -деформации, равной 2 - 20-30%, его куют обычным способом до получения требуемой формы.
Пример. Ковали валок из марки сталн 9Х2МФ. Масса поковки 4300 кг, отходы на обсечки 180кг, отходы на угар при 5°/о от массы заготовки 220 кг. Масса слитка заготовки на поковку составила 4700кг.
Ковку осуществляли на прессе усилием 2500 тс. Температура начала ковки 180°С, sOHna ковки 800°С. В результате использова1П я oiiHcaHHofi выше последовательности опера и приемов была получена высококачественная поковка.
Прел/юженный способ обеспечивает повышение качества обработки за счет практически no/iH(jH ликвидации дефектов слитков, подлежащих обработке.
Предложенный способ позволяет получить качественные поковки из круглых, квадратных и прямоугольных слитков, полученных на мащинах непрерывной и полунепрерывной разливки стали, расщирить область использования указанных слитков в качестве исходной заготовки под ковку взамен обычных кузнечных слитков и за счет этого значительно увеличить выход годного.
Формула изобретения
Способ ковки слитков, включающий операции нагрева слитка, протяжку его вдоль продольной оси, операции кантовки на 90°, чередующиеся с осадкой, а также протяжку слитка перпендикулярно его продольной оси, отличающийся тем, что, с целью повыщения качества обработки, перед каждой осадкой слиток поворачивают поочередно относительно его продольной оси на угол 25-35° и обжимают до получении поперечного сечения слитка в виде гБесткугольника с попарнопараллельными сторонами.
Источники информации, принятые во вни.мание при экспертизе 1. Авторское свидетельство СССР 262598, кл. В 21 J 5/00, 1968.
