10.
Ю
СО
ю
01
00
сригЛ
Изобретение относится к лиг&йному производству, в частности к устройствам модепьной оснастки на механизированных линиях для получения форм из самотвердекшщх смесей, и может быть использовано ;цля изготовления разовых литейных форм на формовочных машинах.
Целью изобретения является расши- рение технологических возможностей модельной оснастки.
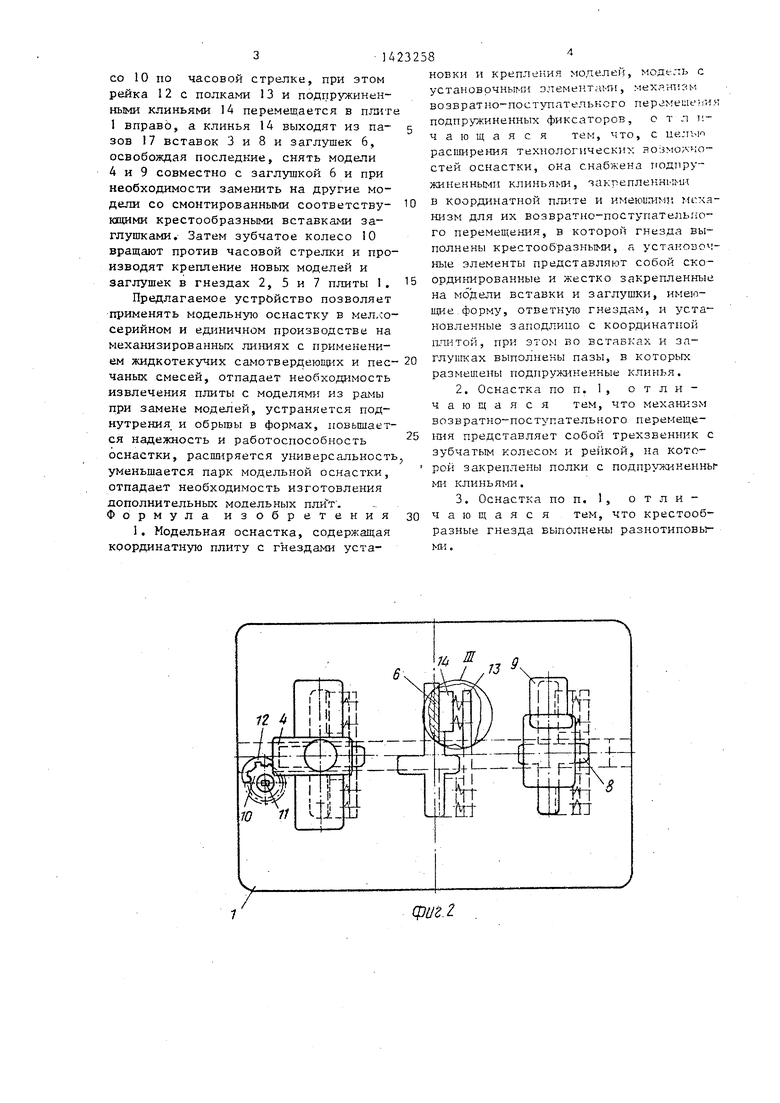
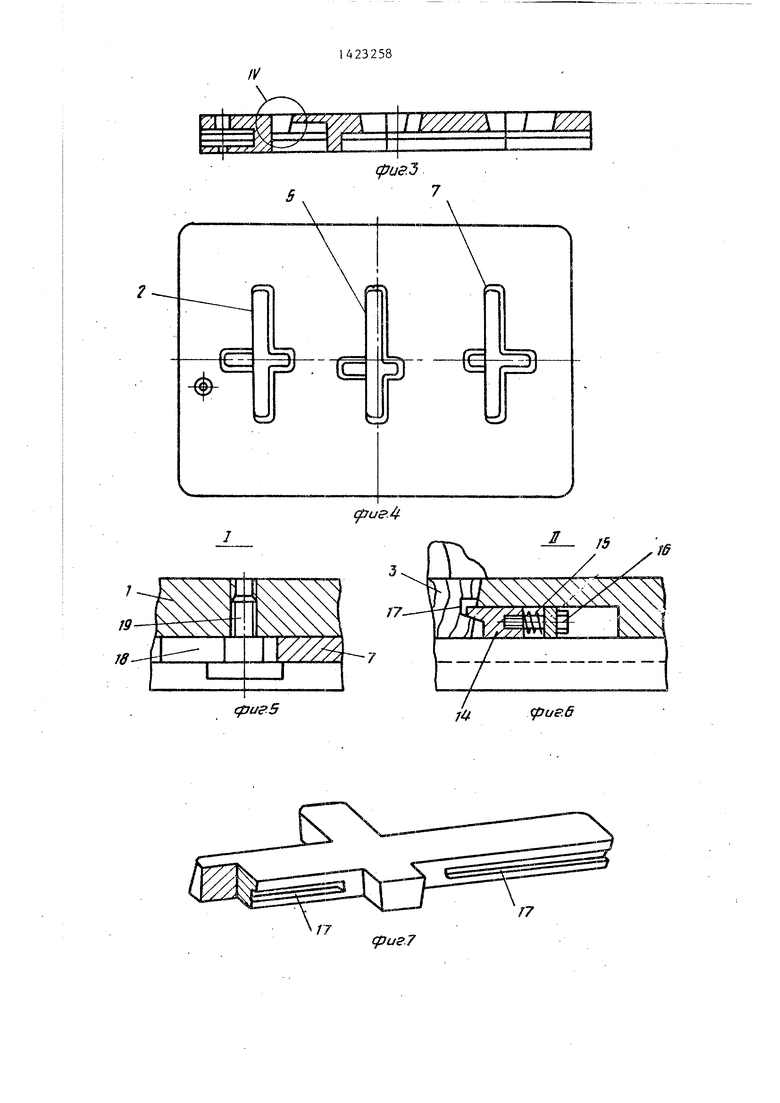
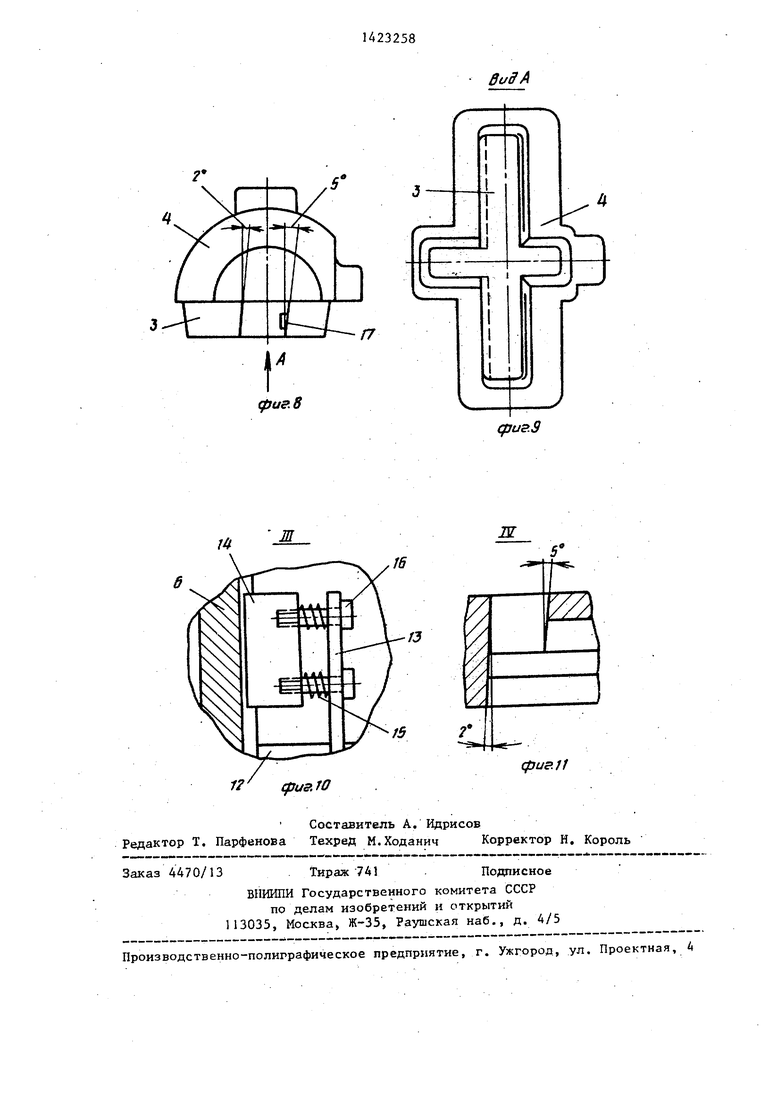
На фиг. 1 изображена предлагаемая модельная оснастка, разрез; на фиг. 2 - то же, вид сверху; на фиг. 3- модельная плита, разрез; на фиг. 4 - то же, вид сверху; на фиг. 5 - узел I на фиг. 1; на фиг. 6 - узел II на фиг. 1; на фиг. 7 - заглушка; на фиг. 8 - модель, снабженная вставкой на фиг. 9 - вид А на фиг. 8; на фиг. 10 - узел III на фиг, 2; на фиг. 11 - узел IV на фиг. 3.
Модельная оснастка содержит модельную плиту 1, оснащенную крестооб- разными скординированными гнездами 2 с сужающейся до 5° в глубину стороной с поднутрякщейся до 2 другой стороной.
В гнездо 2 устанавливается крес-- тообразная вставка 3 ответной формы, которая скоординирована и смонтирована на модели 4, в гнездо 5 ответной формы вставлена крестообразная заглушка Б, а в гнездо 7 устанавливает- ся другого типоразмера вставка 8, смонтированная и скоординированная н модели 9.
В карман плиты 1 встроено зубчатое
колесо 10, жестко установленное на оси 11 ., причем ось 1 1 оснащена гнездом под ключ, а зубчатое колесо 10 зацепляется с рейкой-12, пер мещаю- щейся в плите 1, несущей полки 13 с- клиньями 14 и пружины 15, установленные на стержнях 16. При этом клинья 14 размещены с возможностью взаимодействия с пазами 17, предусмотренными на вставках 3 и 8 и заглушке 6, а в окнах.18 рейки 12 установлены пальцы 19; для обеспечения направления движения и удержания рейки 12 зубчатое колесо 10 стопорится подпружиненным стопором, входящим во впади- ны зубьев и расположенным раме (не показано).
Подготовка к работе модельной оснастки заключается в следующем.
.
0 j
0
Крестообразные встав ки 3 и 8 монтируют соответственно на моделях 4 и 9 в заданных координатах.
В гнезда 2 и 4 плиты 1, установленной в раму на механизированной линии, помещают вставки 3 и 8 с моделями 4 и 9, а в гнездо 5 устанавливают заглушку 6.
Затем в гнездо оси 11 вставляют ключ и поворачивают против часовой стрелки зубчатое колесо 10, связанное с рейкой 12, а последняя совместно с полками 13, несущими подпружиненные клинья 14,, перемещается влево. При дальнейшем движении райки 12 влево клинья 14 входят в пазы 17, предусмотренные на вставках 3 и 8 и заглушке 6, пружины 15 сжимаются, а клинья 14 прижимают их и крепят в гнездах 2, 5 и 7, затем подпружиненный фиксатор, предусмотренный в раме (не показан) срабатывает и входит во впадины зубьев, обеспечивая надежное крепление и.при возможной вибрации. В случае необходимости установки на плиту 1 дополнительной модели заглушку 6 снимают и заменяют дополнительной моделью, оснащенной вставкой соответствующего типоразмера и профиля гнезда 5, а модели 4 и 9 в свою очередь могут быть заменены на крестообразные заглупжи соответствующих профилей гнезд 2 и 7.
Крестообразные гнезда 2, 5 и 7 в модельной плите 1 выполнены различными по типоразмерам, из которых ни одно не соответствует другому, следовательно отсутствует возможность установки моделей в другое гнездо и нарушение ориентации, смещение их относительно координат плиты 1, Вставки . с моделями 4 и 9 занимают соответствующие гнезда 2, 5 и 7 в ллите 1 .
Установленная на механизированной линии и собранная в раме модельная плита 1 совместно с закрепленными моделями 4 и 9 и заглушкой 6 накрывается опокой, далее производится изготовление форм путем заполнения опоки жидкотекучей самотвердеющей смесью. После отверждения смеси готовую форму удаляют с модельной плиты 1. Далее с шшты 1 снимаются модели 4 и 9 со вставками и заглушкой 6, заменяются по необходимости другими моделями, для чего необходимо вставить в гнездо оси 11 ключ, повернуть зубчатое коле-
со 10 по часовой стрелке, при этом рейка 12 с полками 13 и подпружиненными клиньями 14 перемещается в плит 1 вправо, а клинья 14 выходят из пазов 17 вставок 3 и 8 и заглушек 6, освобождая последние, снять модели 4 и 9 совместно с заглушкой 6 и при необходимости заменить на другие модели со смонтированными соответству- кщими крестообразными вставками заглушками. Затем зубчатое колесо 10 вращают против часовой стрелки и производят крепление новых моделей и заглушек в гнездах 2, 5 и 7 плиты I. Предлагаемое устройство позволяет применять модельную оснастку в мел.го серийном и единичном производстве на механизированных линиях с применением жидкотекучих самотвердеющих и пес чаных смесей, отпадает необходимость извлечения плиты с моделями из рамы при замене моделей, устраняется поднутрения и обрьгоы в формах, 1ювьш ает ся надежность и работоспособность оснастки, расширяется универсальност уменьшается парк модельной оснастки, отпадает необходимость изготовления
дополнительных модельных плй т . Формула изобретения
1, Модельная оснастка, содержаш;ая координатную плиту с гнездами уста
10
15
20,
23258
НОНКИ и крепления моделей, моде::ь с установрчныкл олемектаюг, мехянизм возвратно-поступателького пер.;меше:.1И« подпружиненных фиксаторов, с т л г. чающаяся тем, что, с це.-тью расширения технологических нозмол чо- стей оснастки, она снабжена подпружиненными клиньями, такрепленнммн в координатной плите и имеюигими низм для их возвратно-поступательного перемещения, в которой гнезда выполнены крестообразныьш, а устанозоч- ные элементы представляют собой скоординированные и жестко закрепленные на модели вставки и заглушки, имеющие.форму, ответную гнездам, и установленные заподлицо с координатной плитой, при этом во вставках и заглушках выполнены пазы, в которых размешены подпружиненные клинья.
2.Оснастка по п. 1, отличающаяся тем, что механизм возвратно-поступательного перемещения представляет собой трехзвенник с зубчатым колесом и рейкой, на которой закреплены полки с подпружиненными клиньями.
3.Оснастка по п. 1, отличающаяся тем, что крестообразные гнезда выполнены разнотиповы- ми,
25
30
| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для вакуумной формовки | 1982 |
|
SU1030090A1 |
| Оснастка для вакуумной формовки | 1985 |
|
SU1284678A1 |
| Пресс-форма для изготовления модельного блока | 1983 |
|
SU1144758A1 |
| БЫСТРОСМЕННАЯ МОДЕЛЬНАЯ ОСНАСТКА | 1990 |
|
RU2024342C1 |
| Зажимное устройство для опоки и подмодельной плиты | 1980 |
|
SU939163A1 |
| Линия литья в формы преимущественно кокили,облицованные жидкими самотвердеющими смесями | 1983 |
|
SU1119219A1 |
| Устройство для подключения печатных плат | 1989 |
|
SU1706068A1 |
| Модельная оснастка для изготовления безразъемной литейной формы | 1989 |
|
SU1733181A1 |
| Многоинструментальное устройство для обработки зубчатых колес | 1984 |
|
SU1166928A2 |
| Устройство для вырубки деталей из полосового и ленточного материала | 1978 |
|
SU770827A1 |
Изобретение относится к литейному производству, в частности к устройствам модельной оснастки на механизированных линиях тля получения форм из самотвердеющих смесей. Цель изобретения - расширение технологических возможностей оснастки. Модельная оснастка содержит координатную плиту 1 с гнездами для установки и крепления моделей 4, модель с установочными элементами, механизм 13 возвратно-поступательного перемещения подпружиненных фиксаторов. Новым в оснастке является то, что гнезда в оснастке выполнены крестообразными, а установочные элементы представляют собой скоординированные, жестко закрепленные на модели вставки 3 и заглушки 6, имею1цие форму, ответную гнездам, и выполненные с возможностью установки заподлицо с плитой I. Вставки и заглушки имеют пазы, при этом в плите встроены подпружиненные клинья с механизмом возвратно-поступательного перемещения. 2 з.п. ф-лы, 1 1 ил. (Л
W
сриг.2
7L
УИ
T
У/7А
(fjueS
Т //////x
сриг.Ъ
дуигЛ
flUB6
/7
(pu.7
fjue.8
(fJuffJO
ВиЗА
cpu.9
/5
Cf3UP.11
| Устройство для крепления моделей к координатной плите | 1976 |
|
SU619275A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
