Изобретение относится к литейному производству, а именно к устройствамдля крепления подмбдельных плит и опок в процессе кантовки и протяжки с помощью поворотно-протяжных механизмов формовочных Мсшшн, и может быть также использовано в других отраслях промышленности, где требуется проводить подобные операции.
В процессе кантовки и протяжки полуформы с помощью указанных механизмов необходимо выполнение следующих обязательных операций: крепление комплекта в целом (подмодельная плита и заформованйая опока) к поворотным рычагам или перекидному столу - перед кантовкой, после кантовки комплектазакрепление подмодёльной плиты к указанным рычагам или перекидному столу, раскрепление опоки - перед протяжкой полуформы, раскрепление подмодёльной плиты - после поворота рычагов или перекидного стола . в исходное положение.
Известны формовочные машины с перекиднье и вытяжным механизмами, на которых подмодельная плита крепится болтами, а опока при повороте полуформы - пневматическими зажимами к перекидному столу машины 1.
Известны конструкции поворотнопротяжных механизмов в формовочных машинах, у которых поворот комплекта (подмодельная плита и опока) на перекидном столе осуществляется с помощью рычагов, раскрепляемых со столом процессом встряхивания 12.
Недостатком схемы крепления модельно-опочной оснастки является жесткое .
10 крепление подмодельных плит к перекидному столу машины,.что в значительной мере снижает производительность машин, работакшшх в условиях еданичного и мелкосе жйного многономенкла15турного производства отливок, где требуется частая замена модельной оснастки.
Наиболее близкой по технической сущности и достигаемому эффекту явля20ется конструкция, предназначенная для крепления подмодёльной плиты в процессе кантовки полуфор А1.
Конструкция включает корпус, закрепленный на оси с возьюжностью по25ворота, прижим подмодёльной плиты, клин с приводом его возвратно-поступательного перемещения для фиксации прихвата и пружину возврата его в исходное положение, а также боковой
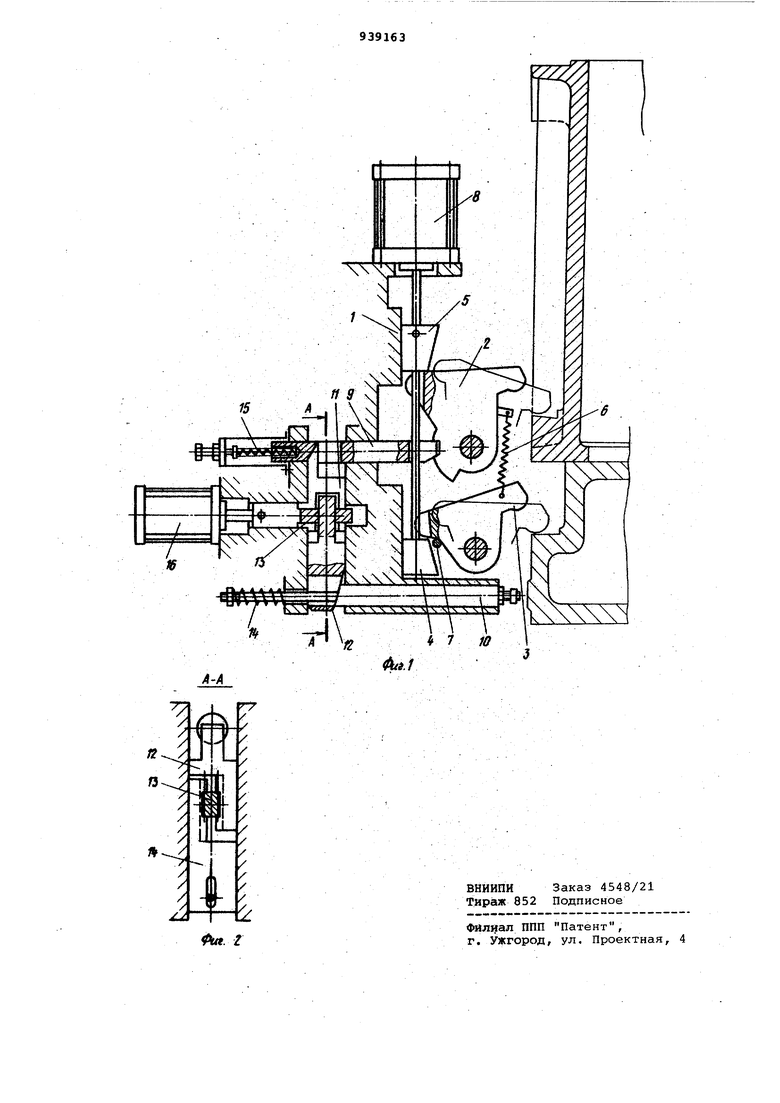
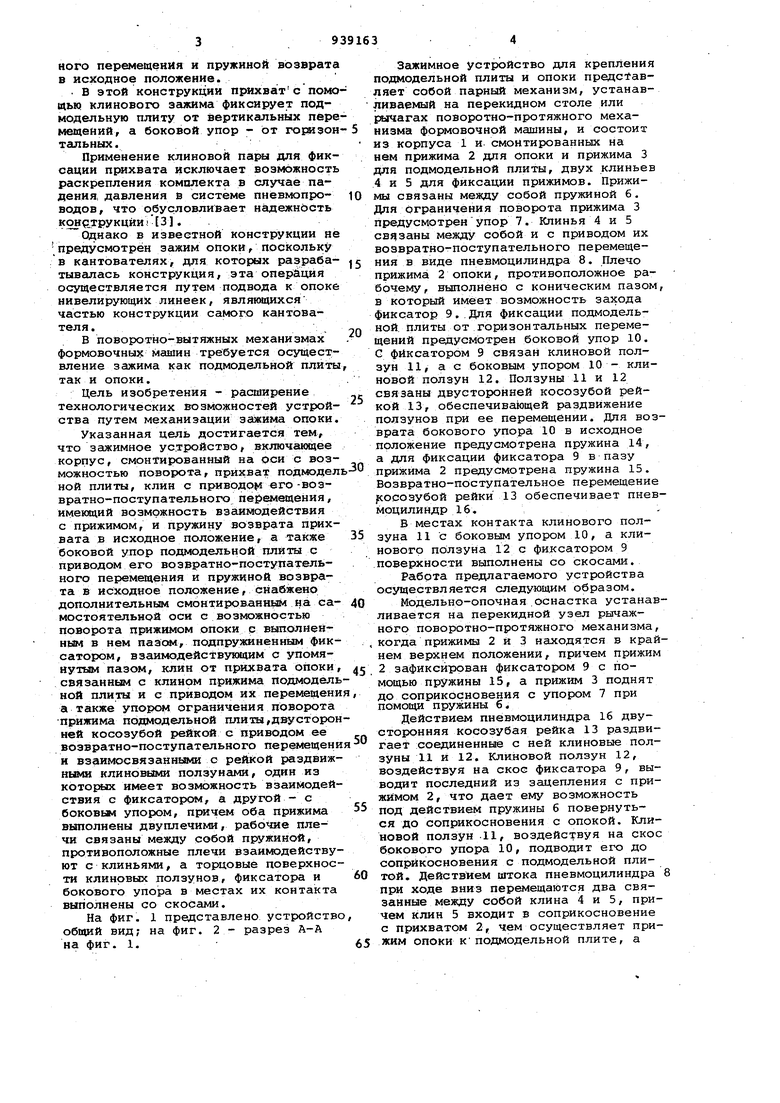
30 упор с приводом возвратно-поступатёяьного перемещения и пружиной возврат в исходное положение. . В этой конструкции прихват с пом uXbKi клинового зажима фиксирует подмодельную плиту от вертикальных пер мещений, а боковой упор - от горизо тальных. Применение клиновой пары для фик сации прихвата исключает возможност раскрепления комплекта в случае падения, давления в системе пневмопроводов, что о бусловливает надежность конд трукцИи; 3 . Однако в известной конструкции не -предусмотрен зажим опоки, поскольку в кантователях, для которых разрабатывалась конструкция, эта операция осуществляется путем подвода к опоке нивелирующих линеек, являющихся частью конструкции самого кантователя.В поворотно-вытяжных механизмах формовочных машин требуется осуществление зажима как подмодельной плиты так и опоки. Цель изобретения - расширение технологических возможностей устройства путем механизации зажима опоки Указанная цель достигается тем, что зажимное устройство, включающее корпус, смонтированный на оси с возможностью поворота, прихват подмодел ной плиты, клин с приводом его-возвратно-поступательного перилещения, имеющий возможность взаимодействия с прижимом, и пружину возврата прихвата в исходное положение, а также боковой упор подмодельной плиты с приводом его возвратно-поступательного перемещения и пружиной возврата в исходное положение, сИабжено дополнительным смонтированным на самостоятельной оси с возможностью поворота прижимом опоки с выполненным в нем пазом, подпружиненным фиксатором, взаимодействующим с упомянутьпл пазом, клин от прихвата опоки связанным с клином прижима подмодель ной плиты и с приводом их перемещени а также упором ограничения поворота прижима подмодельной плиты,д сторон ней косозубой рейкой с приводом ее возвратно-поступательного перемещени и взаимосвязанными с рейкой раздвижными клиновыми ползунами, один из KOTOjftix имеет возможность взаимодействия с фиксатором, а другой - с боковым упором, причем оба прижима выполнены двуплечими, рабочие плечи связаны между собой пружиной, противоположные плечи взаимодействуют с клиньями, а торцовые поверхности клиновых ползунов, фиксатора и бокового упора в местах их контакта выполнены со скосами. На фиг. 1 представлено устройство общий вид; на фиг. 2 - разрез А-А на фиг. 1. Зажимное устройство для крепления подмодельной плиты и опоки представляет собой парный механизм, устанавливаемый на перекидном столе или рычагах поворотно-протяжного механизма ФОРМОВОЧНОЙ машины, и состоит из корпуса 1 и. смонтированных на нем прижима 2 для опоки и прижима 3 для подмодельной плиты, двух клиньев 4 и 5 для фиксации прижимов. Прижимы связаны между собой пружиной 6. Для ограничения поворота прижима 3 предусмотренупор 7. Клинья 4 и 5 связаны между собой и с приводом их возвратно-поступательного перемещения в виде пневмоцилиндра 8. Плечо прижима 2 опоки, противоположное рабочему, выполнено с коническим пазом, в который имеет возможность захода фиксатор 9..Для фиксации подмодельной. плиты от горизонтальных перемещений предусмотрен боковой упор 10. G фиксатором 9 связан клиновой ползун 11, ас боковым упором 10 - клиновой ползун 12. Ползуны 11 и 12 связаны двусторонней косозубой рейкой 13, обеспечивакзщей раздвИжение ползунов при ее перемещении. Для возврата бокового упора 10 в исходное положение предусмотрена пружина 14, а для фиксации фиксатора 9 в пазу прижИма 2 предусмотрена пружина 15. Возвратно-поступательное перемещение р:осозубой рейки 13 обеспечивает пневмрцилиндр 16. В местах контакта клинового ползуна 11 с боковым упором 10, а клинового ползуна 12 с фиксатором 9 поверхности выполнены со скосами. Работа предлагаемого устройства осуществляется следующим образом. Модельно-опочная.оснастка устанавливается на перекидной узел рычажного поворотно-протяжного механизма, когда прижимы 2 И 3 находятся в крайнем верхнем положении, причем прижим 2 зафиксирован фиксатором 9 с помощью пружины 15, а прижим 3 поднят до соприкосновения с упором 7 при помощи пружины 6. Действием пневмоцилиндра 16 двусторонняя косозубая рейка 13 раздвигает :соединенные с ней клиновые ползуны 11 и 12. Клиновой ползун 12, воздействуя на скос фиксатора 9, выводит последний из зацепления с прижимом 2, что дает ему возможность под действием пружины 6 повернуться до соприкосновения с опокой. Клиновой ползун .11, воздействуя на скос бокового упора 10, подводит его до сопЕйкосновения с подмодельной плитой. Действием штока пневмоцилиндра 8 При ходе вниз перемещаются два связанные между собой клина 4 и 5, причем клин 5 входит в соприкосновение с прихватом 2, чем осуществляет прижим опоки Кподмодельной плите, а
подмодельной плиты - к перекидному столу или к рычагам, т.е. к тому конструктивному узлу, на котором установлено зажимное устройство. Прижим
3остается незакрепленным, так как клин 4 находится ниже плеча прижима 3. После проведения указаннвлх операций модельНо-опочная оснастка подготовлена к процессу кантовки с помощью рычажного поворотно-протяжного механизма, так как прижим 2 удерживает модельно-опочную оснастку от вертикальных перемещений, а упор 10 от горизонтальных.
Применение клиновых пар ,при работ прижима 2 и бокового упора 10 исключает возможность падения модельноопочной оснастки в случае падения давления в системе пневмопроводов зажимного устройства.
После проведения операций поворота модельно-опочной оснастки на позицию протяжки полуформы к верхнему
ладу опоки подводится протяжной СЛОЙ
после чего включается в работу пневмоцилиндр 8 зажимного устройства. При ходе штока пневмоцилиндра 8 ввер происходит подъем связанных между собой Клиньев 4 и 5, что освобождает опоку от прижима 2, так как клин 5 выходит из контакта с ним, а клин
4входит в соприкосновение с Плечом прижима 3, чем прижимает модельную плиту к перекидному столу или рычагам, т.е. к тому конструктивному узлу, на котором установлено зажимное устройство.
В работу включается цилиндр 16, шток которого перемещает косозубую рейку 13 и связанные с.ней клиновые ползуны 11 и 12, что дает возможность боковому упору 10 отойти в исходйое положение под действием пружины 14, а фиксатору 9 войти в соприкосновение с цилиндрической поверхностью прижима 2 под действием пружины 15. В процессе протяжки (при движении опоки .вниз на протяжном столе машины) торец прижимного платика опоки поворачивает прижим 2 до того положения, когда фиксатор 9 под действием пружины 15 войдет в коническое гнездо прижима 2 и зафиксирует его в крайнем верхнем поло.жении, а протяжной стол машины опускает опоку на приемный рольганг. После проведения описанных выше операций рычаги машины вместе с перекйд ннм столом подготрвлены для возврата в исходное положение.
В исходном положении под действием пневматическсго цилиндра 8 его шток опускает клинья 4 и 5 вниз, и клин S доходит до торца прихвата 2, а клин 4 освобождает прижим 3 и под действием пружины 6 поворачивает его до упора 7. Освобожденную от прижима 3 подмодельную плиту можно
теперь извлечь из рычажного поворотно-протяжного механизма с помощью транспортных или грузоподъемных средств механизации указанной машины. Этими же средствами устанавливается новая подмодельная плита.
Применение предлагаемого зажимного устройства на рычажных поворотнопротяжных механизмах фО ювочных машин позволяет увеличить производительность указанных машин, работающих в условиях единичного и мелкосерийного многономенклатурного производства отливок на 20%, что соответствует ГОДОВОЙ экономической эффективности 5-10 тыс.руб.
Формула изобретения . Зажимное устройство для опоки и подмодельной плиты, включающее корпус, смонтированный на оси с возможностью поворота, прижим подмодельной плиты, клин с приводом его возвратно-поступательного перемещения, имеющий возможность взаимодействия с прижимом, и пружину возврата прижима в исходное положение, а также боковой упор подмодельной плиты с приводом его возвратно-поступательного перемещения и пружиной возврата в исходное положение, о т л и ч аю щ е е с я тем, что, с целью расширения технологических возможностей устройства путем механизации зажима опоки, оно снабжено дополнительным с онтированным ка самостоятельной ос с возможностью поворота щжжиьюм опоки с выполненньши в нем пазом,подпружиненным фиксатором , взаимодействующим с упомянуть пазом, клином прижима опоки, связанньм с кпяясм прижима подмодельиой плиты и с приводом их перемещения, а также упором ограничения поворота прижима подмодельной плиты, двусторонней косозубой рейкой с приводом ее возвратнопоступательного переметдения и взаимосвязанными с рейкой раздвижными клиновыми ползунами, один из которых имеет возможность взаимодействия с фиксатором, а другой - с боковым упором, причем оба прижима выполнены двуплечими, рабочие плечи связаны ы. собой пружиной, противоположные плечи взаимодействуют с клиньями , а торцовые поверхности клиновых пзунов, фиксатора и бокового упора в метах их контакта выполнены со скосами.
Источники информации, принятые во внимание при экспертизе
1.Волномич А.И.г Лакшин А.П. и Казин Д.Л. Л&1тейные машины. М., Машгиэ 1959j с. 74-81, 83-93.
2.Литейные машины. Каталог. Ban. 2. Машины для изготовления
форм. М., Минстанкинпрсмх-НИЮиШ 1967, с. 13-14.
3.Чертежи 1-801111, 1-82461 ВПТИтяжмаш, 1965.

| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь литейных полуформ с протяжным механизмом | 1979 |
|
SU854584A1 |
| Формовочная машина для изготовления литейных форм объемным прессованием | 1977 |
|
SU933188A1 |
| Устройство для кантования и протяжки крупногабаритных литейных форм | 1980 |
|
SU954174A1 |
| Установка для изготовления форм | 1990 |
|
SU1764778A1 |
| Нивелирующее устройство для приемно-вытяжных механизмов формовочных машин | 1981 |
|
SU969426A1 |
| Карусельно-челночная формовочная машина | 1987 |
|
SU1444059A1 |
| Устройство для распаровки опок и установки их на позицию формовки | 1983 |
|
SU1080928A1 |
| Формовочная прессовая машина для изготовления литейных форм | 1978 |
|
SU891207A1 |
| Формовочная машина | 1991 |
|
SU1822360A3 |
| Формовочная линия для изготовления литейных форм | 1985 |
|
SU1424725A3 |