Изобретение относится к литейному производству, в частности к технике изготовления отливок сложной конфигурации с поднутрениями по наружной поверхности, например корпуса электродвигателя.
Цель изобретения - расширение технологических возможностей.
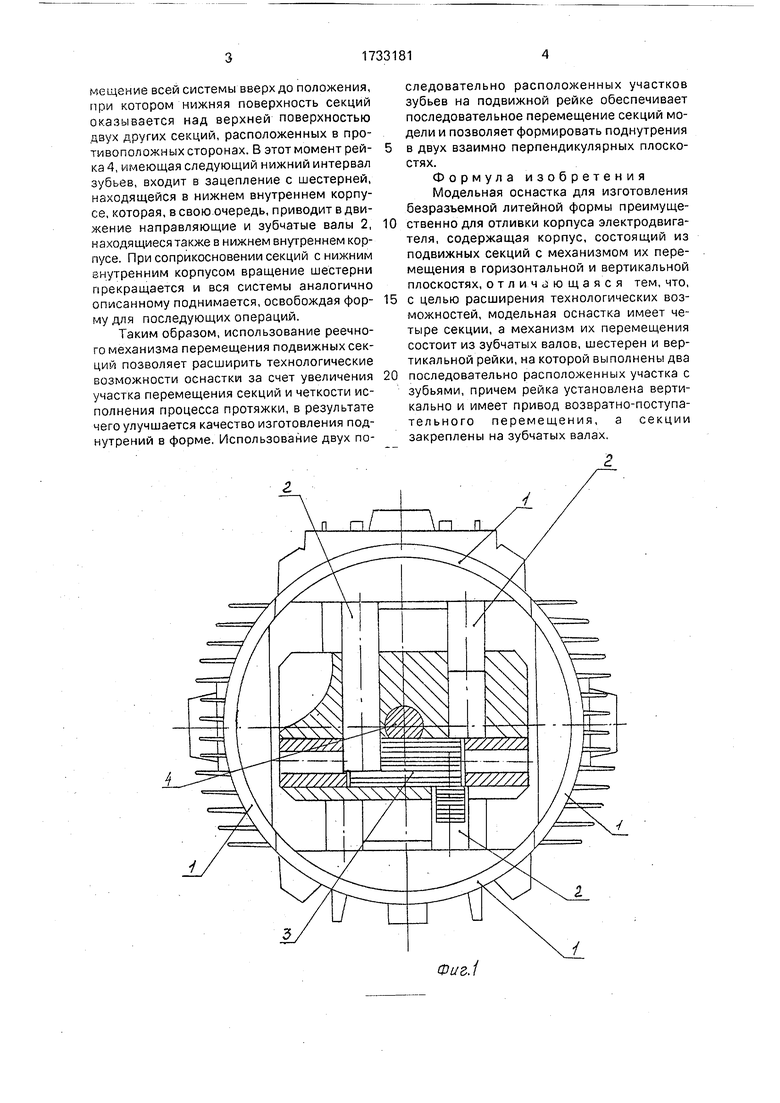
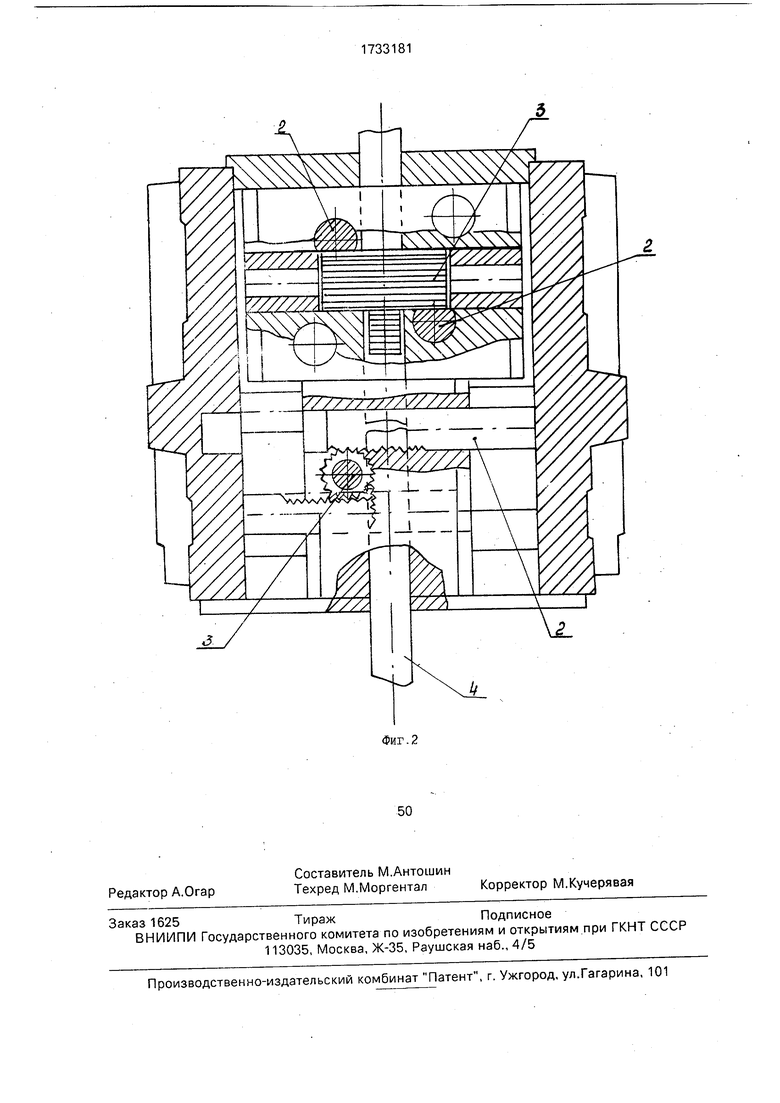
Нафиг.1 изображена составная модель, вид в плане; на фиг.2 - то же, продольный разрез.
Модельная оснастка имеет четыре секции 1, механизм перемещения которых состоит из направляющих и зубчатых валов 2, шестерен 3 и вертикальной рейки 4, на которой выполнены два последовательно расположенных участка с зубьями. Рейка установлена вертикально и имеет привод возвратно-поступательного перемещения. Секции 1 жестко соединены с направляющими и зубчатыми валами 2.
Составная четырехсекционная модель в разжатом состоянии, воспроизводящем
конфигурацию отливки, с помощью зубчатой рейки 4 вводится в опоку, при этом прессовые плиты разжаты, нижняя прессовая колодка находится в исходном положении. После засыпки формовочной смесью опоки с моделью сверху подводится верхняя прессовая колодка, образующая в дальнейшем литниковую систему. Включением поршневых цилиндров прессовых плит, нижней и верхней колодок смесь сжимается. Таким образом происходит объемное уплотнение смеси вокруг модели со стороны стенок опоки прессовыми плитами и колодками.
Для извлечения модели из формы сначала поднимается верхняя колодка, затем рейка 4 также движется вверх, при этом начинает вращаться шестерня 3, которая, в свою очередь, заставляет перемещаться к центру направляющие и зубчатые валы 2.
Когда секции вплотную смыкаются с верхним внутренним корпусом, вращение шестерни прекращается. Начинается пере(л
С
4 СА) Сл)
00
мещение всей системы вверх до положения, при котором нижняя поверхность секций оказывается над верхней поверхностью двух других секций, расположенных в противоположных сторонах. В этот момент рейка 4, имеющая следующий нижний интервал зубьев, входит в зацепление с шестерней, находящейся в нижнем внутреннем корпусе, которая, в свою очередь, приводит в движение направляющие и зубчатые валы 2, находящиеся также в нижнем внутреннем корпусе. При соприкосновении секций с нижним внутренним корпусом вращение шестерни прекращается и вся системы аналогично описанному поднимается, освобождая форму для последующих операций.
Таким образом, использование реечного механизма перемещения подвижных секций позволяет расширить технологические возможности оснастки за счет увеличения участка перемещения секций и четкости исполнения процесса протяжки, в результате чего улучшается качество изготовления поднутрений в форме. Использовайие двух последовательно расположенных участков зубьев на подвижной рейке обеспечивает последовательное перемещение секций модели и позволяет формировать поднутрения
в двух взаимно перпендикулярных плоскостях.
Формула изобретения Модельная оснастка для изготовления безразъемной литейной формы преимущественно для отливки корпуса электродвигателя, содержащая корпус, состоящий из подвижных секций с механизмом их перемещения в горизонтальной и вертикальной плоскостях, отличающаяся тем, что,
с целью расширения технологических возможностей, модельная оснастка имеет четыре секции, а механизм их перемещения состоит из зубчатых валов, шестерен и вертикальной рейки, на которой выполнены два
последовательно расположенных участка с зубьями, причем рейка установлена вертикально и имеет привод возвратно-поступательного перемещения, а секции закреплены на зубчатых валах.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ БЕЗРАЗЪЕМНОЙ ЛИТЕЙНОЙ ФОРМЫ | 2002 |
|
RU2234999C2 |
| Прессово-формовочный автомат про-ХОдНОгО ТипА | 1979 |
|
SU806233A1 |
| ПОДВЕСНОЙ МАНИПУЛЯТОР ДЛЯ КАНТОВКИ, ПРОТЯЖКИ, СБОРКИ, ЗАЛИВКИ ЛИТЕЙНЫХ ФОРМ И ВЫДАВЛИВАНИЯ ФОРМОВОЧНОЙ СМЕСИ И ОТЛИВКИ ИЗ ОПОКИ | 2004 |
|
RU2346789C2 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1992 |
|
RU2033291C1 |
| Модельная оснастка | 1987 |
|
SU1423258A1 |
| Устройство для распаровки опок и установки их на позицию формовки | 1983 |
|
SU1080928A1 |
| Многопозиционный прессово-формовочный автомат проходного типа | 1979 |
|
SU978461A1 |
| Многопозиционный прессово-формовочный автомат с плавающей оснасткой | 1981 |
|
SU969425A1 |
| Подвесной манипулятор для протяжки моделей и сборки крупногабаритных форм | 1988 |
|
SU1646673A1 |
Использование: получение безразъемных литейных форм с поднутрениями рабочей полости в двух взаимно перпендикулярных плоскостях преимущественно для отливки корпуса электродвигателя. Сущность изобретения: модельная оснастка содержит четыре секции и механизм перемещения секций, состоящий из зубчатых валов, соединенных с соответствующей секцией промежуточных шестерен, и вертикальной рейки, на которой выполнены два последовательно расположенных участка с зубьями, причем рейка имеет привод возвратно-поступательного перемещения. 2 ил.
Фиг.1
| Модель для формовки труб большого диаметра | 1928 |
|
SU15583A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
