11
Изобрет.ение относится к ли.тейному производству, в частности к питью в кокили, облицованные жидкими самотвердекэдими смесями.
Известна линия литья в блицованные кокили, содержащая агрегат нанесения облицовки, агрегат сборки кокилей, заливочную установку, камеру кристаллизации, агрегат разборки кокилей, агрегат удаления отливок, камеру охлаждения кокилей, рольганги и механизмы передачи кокилей с рольганга на рольганг til.
Однако на известной линии невозможно изготовление крупногабаритных .отливок, например станин фрезерных станков.
Наиболее близким техническим решением к предлагаемому является линия литья в формы, облицованные жидкими самотвердеющими смесями (ЖСМ) модели ЛН 218 В, предназначенная для изготовления крупногабаритных отливок в условиях серийного производства.
Указанная линия содержит агрегат для заполнения оснастки смесью, поворотно-вытяжную машину, камеру для сушки форм, механизмы сборки, заливки форм, транспортер кристаллизации отливок, агрегат выбивки форм, межагрегатные транспортеры и передаточные тележки. . ,
После нанесения облицовки на поворотно-вытяжной машине происходит кантование модельного комплекта и вытяжка модели. Передача полуформ на рольганги и возврат модельной оснастки обеспечивается передаточными тележками. Сборка полуформ осуществляется краном. Собранные формы передаются на участок заливки. Заливка, кристаллизация и охлаждение осуществляется на одном транспортере.
Возврат форм с выбивки на участок нанесения облицовки осуществляется краном C2j.
Недостатком линии является низкое качество облицовочного слоя ввиду неполного заполнения облицовочной смесью и нестабильности температуры поступающих с разборки форм, вследствие чего при температуре, превьш1ающёй технологически необходимую, затруднено обслуживание кокилей, а при температуре ниже технологически необходимой замедляется отверждение смеси.
192
Целью изобретения является повышение качества отливок.
Поставленная цель достигается тем что линия литья в формы, преимущественно кокили, облицованные жидкими самотвердеющими смесями, содержащая агрегат для заполнения оснастки смесью, поворотно-вытяжную машину, камеру для сушки кокилей, механизмы сборки кокилей, запивки металла, транспортер кристаллизации отливок, агрегат выбивки кокилей, межагрегатные транспортеры и передаточные тележки, согласно изобретению, снабжена вибростолом, установленным между роликами транспортера в зоне агрегата заполнения оснастки смесью с возможностью вертикального перемещения от привода, камерой стабилизации температуры кокилей с транспортером, расположенной после транспортера кристаллизации, дополнительным транспортером охлаждения кокилей, расположенным над транспортером кристаллизации, причем транспортер кристаллизации выполнен в виде .прямой и возвратной ветвей и устройством для передачи кокилей с дополнительного траспортера охлаждения кокилей на транспортер камеры стабилизации температуры кокилей.
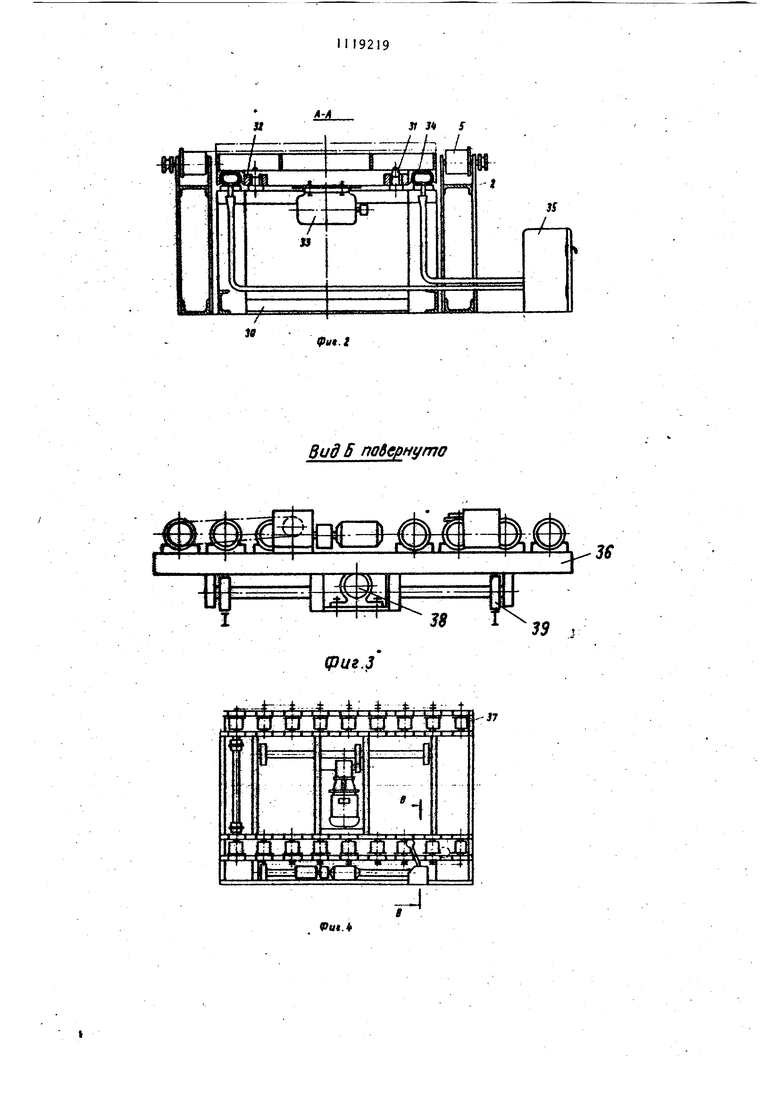
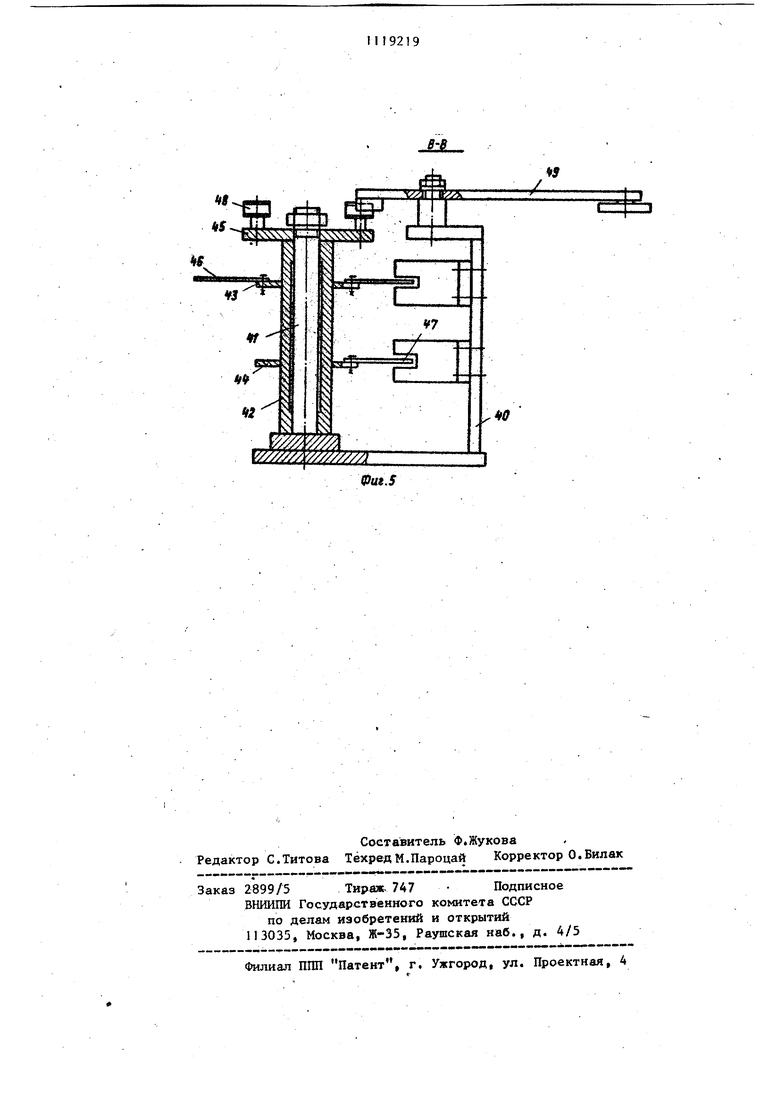
На фиг. 1 изображена линия литья в кокили, облицованные жидкими самотвердеющими смесями (ЖСС) ; на .2разрез А-А фиг. Ij на фиг. 3 - вид Б фиг.1; на фиг. 4 - то же, вид в плане; на фиг. 5 - разрез В-В (|мг.4.
Линия состоит из участка 1 подготовки полуформ к заливке, рольганга 2, агрег.ата 3 для нанесения жидкой самотвердекяцей смеси на кокили, вибростола 4, смонтированного между приводными роликами 5 рольганга 2 в зоне агрегата 3, транспортера 6 отверждения ЖСС, поворотно-вытяжной машины 7, конвейера 8 отделки и окраски кокилей, сушильной камеры 9 с двумя транспортными ветвями 10 и II для Верхней и нижней полуформ, конвейера 12 дополнительной окраски и простановки стержней, заливочного транспортера 13, снабженного ограждением 14 и вытяжной панелью 15, продольной 16 и возвратной 17 ветвями транспортера кристаллизации, смонтированных в камере 18, агрегата выбивки и разборки кокилей 19, транспортера 20 охлаждения кокилей, раз3метенного на перекрытии камеры 8 камеры стабилизации 21 температуры кокилей до t 60 CtS°C с транспор тером 22, устройства для передачи к килей, например, гидроподъемник 23 с транспортера 20 охлаждения кокиле на транспортер 22 камеры стабилизации температуры кокилей, участка 24 очистки и обдувки полуформ, оснащен ного пневмощётками и приспособления ми для отсоса, и тележек 25-29 пере дачи кокилей и оснастки с транспортера на транспортер, две из которых 27 и 26 оснащены механизмом адресования. Вйбростол 4 выполнен в виде основания 30 со штырями 31, на которые помещена.с возможностью возвратно-поступательного вертикального перемещения платформа 32 для при ема кокилей. Платформа 32 оснащена механическими вибраторами 33. Между о.браще;ннЬ1 ш друг к другу г ризонтальными поверхностями основания 30.- платформы 32 смонтирована пневмокамера 34 переменного объема, снабженная пневмоприводом 35. Сушильная камера 9, имеет две- зоны сущки: первая для нагрева кокилей, заполненных ЖСС до t° 300-400 вторая - для охлаждения кокилей до t 60-70°.С, максимально возможной для осуществления дальнейших переходов, а именно простановки стержней, дополнительной окраски кокилей Конструкция сушильной камеры является традиционной и не требующей до полнительного описания. Тележки 25-29-для передачи кокилей и оснастки выполнены в виде рамы 36 с приводной секцией рольганга 37 и приводом 38 для колесной пары . 39., . Тележки 26 и 27 оснащены механизмами адресования, закрепленными на раме 36 и выпoлнeины a в виде стойки 40 с неподвижным валом 41, вокруг оси которого вращается барабан 42 с неподвижно закрепленным на нем дисками 43, 44 и копиром 45, На диске 43 закреплены четыре лепестка 46 смещенные один относительно другого, на 90 (на фиг. 5 условно показаны два лепестка) на диске 44 закреплено два лепестка 47, смещеншле один относительно другого на фиг.5 условно показан 1 лепесток). Копир 45 оснащен роликами 48, контактирующими поочередно со смонтированным 194 на стойке 40 подпружиненным двуплечим рычагом 49,.взаимодействующим вторым плечом с кокилем (оснасткой). Лийия работает следующим образом. . Цодготовленные полуформы краном устанавливаются на участке 1 на подмодельную плиту, затем комплект (плита и полуформа) поступает по рольгангу /2 к агрегату 3. нанесения ЖСС на кокили. После нанесения ЖСС на кокили включается пневмопривод 35, текучая среда заполняет камеру 34, перемещая платформу 32 по штырям 31 вверх до уровня, превьшающего уровень роликов 5 рольганга 2 на 10 мм, включаются вибраторы 33 на 3-5 с дня лучшего заполнения ЖСС карманов кокилей, затем вибраторы 33 отключаются, пневмопривод 35 отключается, платформа 32 под собственным весом и весом полуформ опускается, помещая последние на ролики 5 рольганга 2. С рольганга 2 комплекты тележкой 25 передаются на транспортер 6, во время движения по которому происходит отверждение ЖСС, и в поворотно-вытяжную машину 7, где кантуются на 180°, производится протяжка моделей и выдача полуформы и подмодельной дпиты .на последующий транспортер 50, с которого полуформы через тележку 26 поступают на конвейер 8 для отделки и окраски облицовочного слоя, производимой средствами малой механизации. При атом кокиль, поступивший на секцию рольганга 37 тележки 26, толкает .рычаг 49, которьй, воздействуя через один из роликов 48, поворачивает копир 45 и барабан 42 на 90 , в результате .чего поворачиваются диски 43 и.44, при зтом одни из лепестков 46 и 47, оказываясь в одной вертикальной плоскости, замыкают злектрическую цепь (на фиг. не показана) включакяцую привод рольганга конвейера 8, который-снимает полуформу с тележки 26 и направляет ее к тележке 27; рычаг 49, выходя из контакта с полуформой, возвращается в исходное положение. Следукяцая за полуформой подмоельная плита, поступив на.рольганговую секцию 37 тележки 26, толкает рычаг 49, который теперь воздействует на другой ролик 48, поворачиает копир 45 И барабан 42 на сле1Унвдие 90 , вводя в контакт с электрической цепью только один из леS11
пест ков 46 и замыкая теперь элек трическую цепЬ| включающую привод 38; колесной пары 39, перемещающей тележку по поперечным направляющим 51 в зону участка 1 подготовки полуформ к заливке.
Отделанные и окршаёншае нижние и верхние полуформы с транспортера посредством тележки 27, работающей аналогично тележке 26 передачи, поступают поочередно: нижние - на транспортну ветвь 10, верхние - на транспортную ветвь 1I супшльной камеры 9, из которой при помощи мостовых кранов (на фиг. не показаны) передаются на конвейер 12 повторной окраски, сборки с использованием мостовых кранов и простановки стержней при помощи консольных кранов 52. После сборки кокиди подаются на транспортер заливки 13, Заливка производится барабанными ковшами с помощью мостового крана (на фиг. не показаны). Запитые кокили тележкой 28 передаются на продольную ветвь 16 транспортера кристаллизации, с которого тележкой 29 передаются на воз19
вратную ветвь 17 .транспортера кристаллизации. Далее кокили с помощью крана передаются на агрегат выбивки и разборки кокилей 19.
После разборки полуформы кокилей поступают на транспортер 20 охлаждения кокилей, последняя секция которого взаимодействует с гидроподъемником 23, опускающем полуформы на транспортер 22 камеры стабилизации 21, В которой кокили Либо охлаждаются (либо нагреваются) до температуры +60- . После выхода полуформ из камеры 21 полуформы краном передаются на участок очистки 24, где при помощи пневмощеток и обдувки очищаются от остатков ЖСС. Очищенные полуформы передаются на участок 1 подготовки комплектов к запивке.
Реализация изобретения позволяет повысить качество отливок вследствие улучщения-качества облицовочного слоя кокилей, а за счет более компактной планировки и размещения транспортера кристаллизации увеличить съем продукции с единицы производственной площади. .L
KJ
fut.i
Jf J 5
JS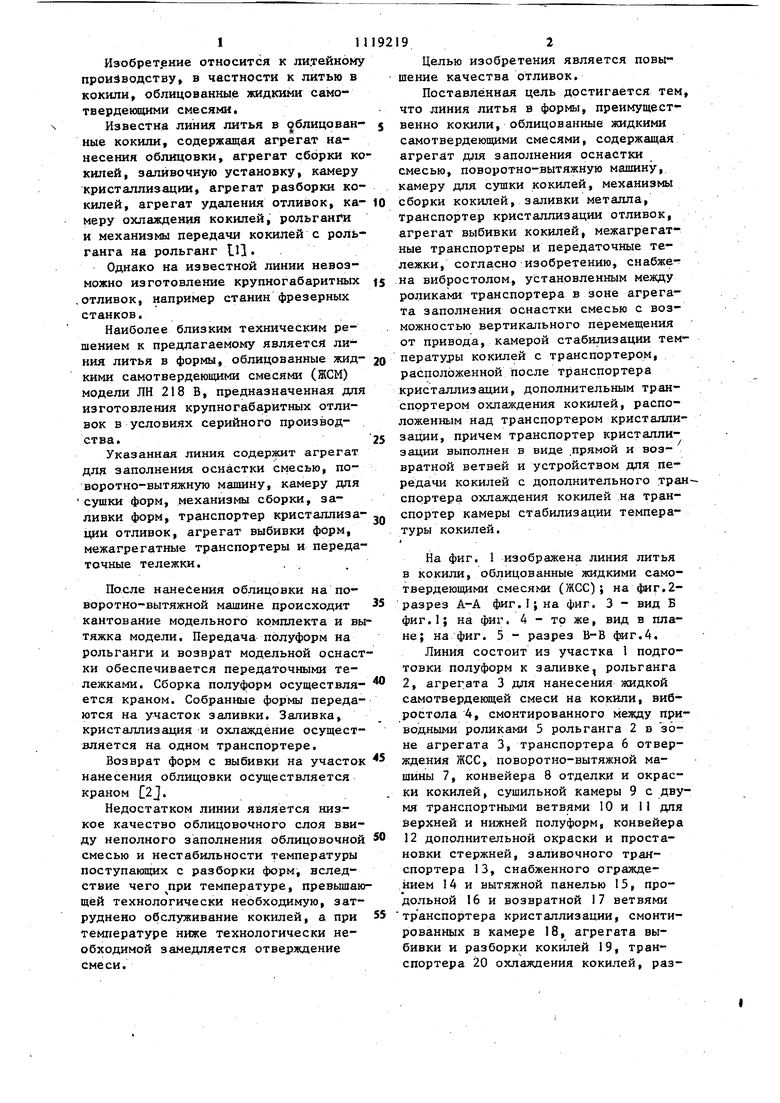
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия литья в облицованные кокили | 1986 |
|
SU1435387A1 |
| Линия литья в облицованные кокили | 1981 |
|
SU954178A1 |
| Линия литья в облицованные кокили | 1976 |
|
SU737113A1 |
| Линия литья в облицованные кокили | 1990 |
|
SU1770056A1 |
| ЛИНИЯ литья в ОБЛИЦОВАННЫЕ КОКИЛИ | 1973 |
|
SU407641A1 |
| Линия литья в облицованные кокили с вертикальной плоскостью разъема | 1980 |
|
SU1066735A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Линия литья в облицованные кокили | 1987 |
|
SU1528610A1 |
| Автоматическая линия изготовления отливок | 1982 |
|
SU1066742A1 |
| Автоматическая линия центробежного литья в облицованные кокили | 1978 |
|
SU764842A1 |
1Ьшия литья в формы, преимущественно КОКИЛИ, облицованные жидкими самотверде1 11щми смесями, со держащая агрегат для заполнения оснастки смесью,поворотно-вытяжную машину, камеру для сушки кокилей,механизмы сборки кокилей. заливки мет алла, транспортер кристаллизации отливок,агрегат выбивки кокилей, межагрегатные транспортеры и передаточные тележки,от л и ч а ю щ а я с я тем, что, с целью повышения качества отливок, она снабжена вибростолом, установленным между роликами транспортера в зоне агрегата заполнения оснастки смесью с возможностью верти..кального перемещения от привода, камерой стабилизации температуры кокилей с-транспортером, располбженной .после транспортера кристаллизации, дополнительным транспортером охлаж.дения кокилей, расположенным над транспортером кристаллизации, причем транспортер кристаллизации вы(Л полнен в виде прямой и возвратной ветвей, и устройством для передачи кокилей с дополнительного транспортера охлаждения кокилей на транспортер камеры стабилизации температуры кокилей.
Bud В повернуто
(pui.3
ft
Н
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Линия литья в облицованные кокили | 1976 |
|
SU737113A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Красников В.Ф.Автоматические линии в литейном производстве | |||
| Ростов-на-Дону | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
