1С
00 со
Изобретение относится к автоматической вибродуговой наплавке электродной проволокой и может быть использовано в различных областях машино- строения.
Целью изобретения является упрощение конструкции и повышение стабильности работы.
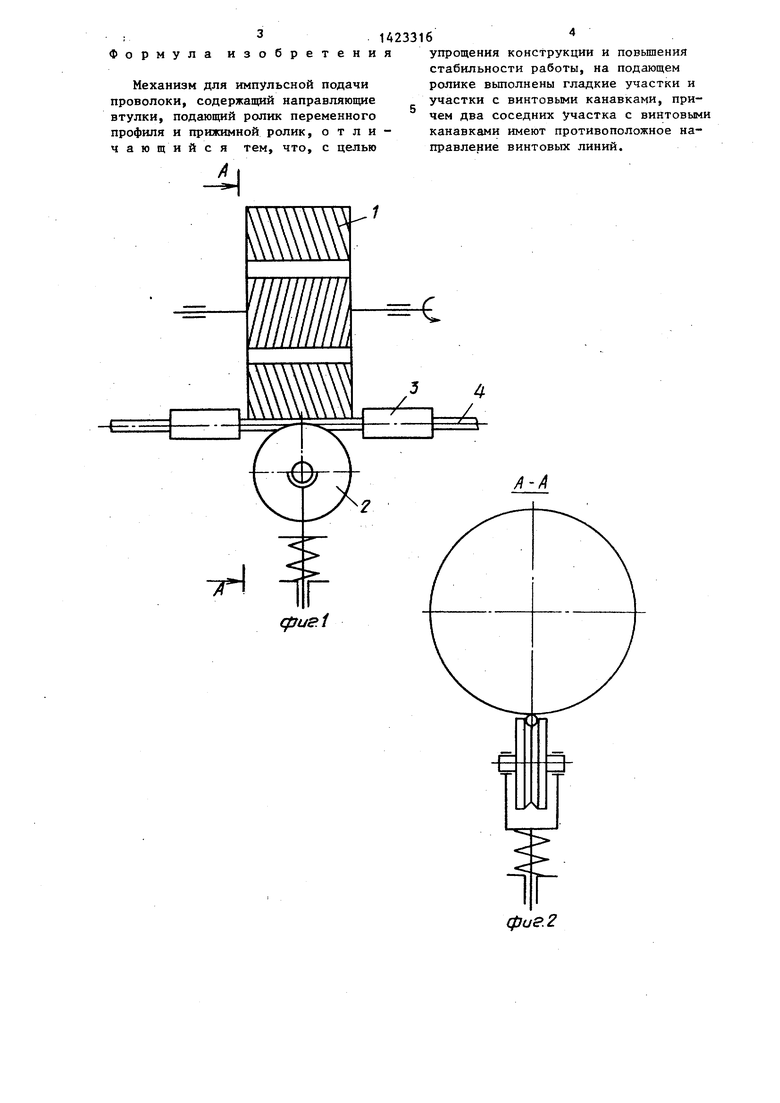
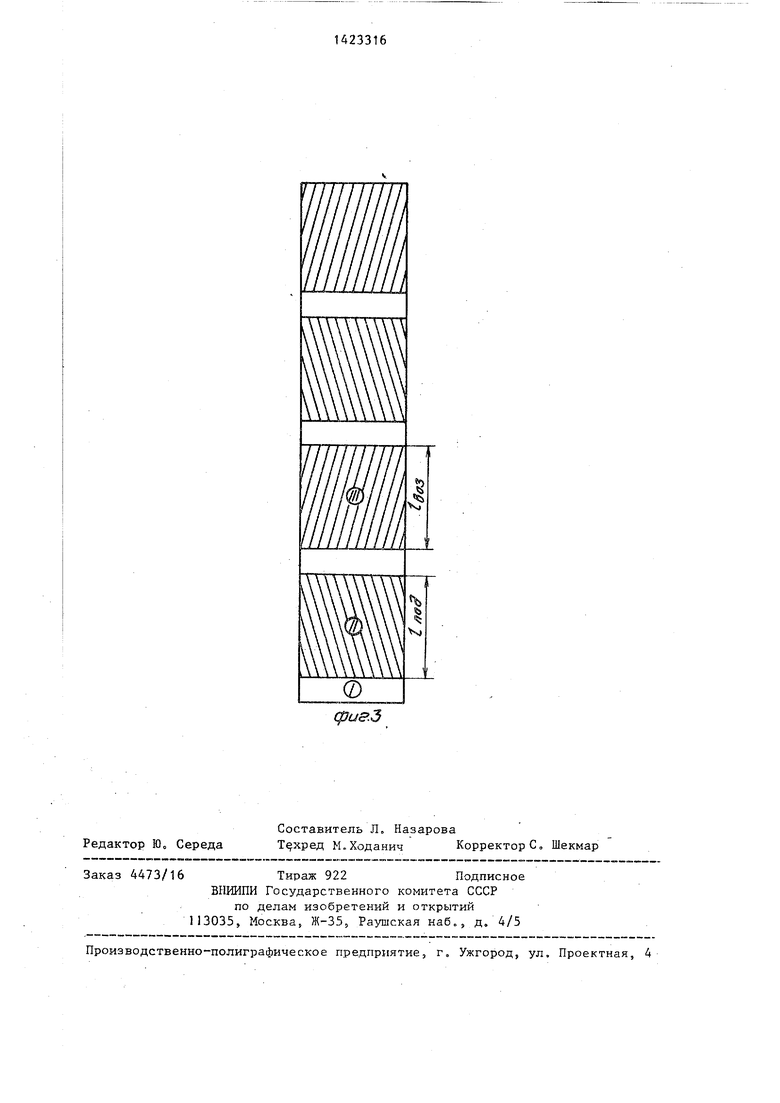
На фиг. 1 показана конструктивная схема предлагаемого механизма вибрации и подачи электрода; на фиг. 2 - разрез А-А на фиг. 1; на фиг, 3 - развертка рабочей поверхности подающего ролика.
Механизм состоит из подающего ролика 1, прижимного ролика 2 и направляющих втулок 3. Электродная проволока 4 проходит через направляющие втулки 3 и располагается между подающим и при- жимным роликами. На образующей прижимного ролика проточена кольцевая канавка, являющаяся направляющей для проволоки. На подающем ролике нанесены участки различного профиля (фиг. 3): гладкая поверхность поверхность II и III с винтовыми канавками. Винтовые канавки треугольного профиля. Участок II имеет правое направление винтовых линий, а участок III - левое. Угол подъема винтовых линий и длины участков зависят от величины подачи за цикл вибрации, размаха и частоты вибрации. Подающий ролик изготавливается составным: предварительно нарезанные участки с многозаходной метрической резьбой закреплены в пазах, профрезерованных по образующей ролика.
Механизм работает следующим об- разом.
Когда подающий ролик контактирует с электродной проволокой гладким участком, движение проволоке вдоль ее оси не сообщается. При контакте с проволокой участков с винтовыми канавками проволоке сообщается перемещение вдоль ее оси в направлении, определяемом направлением винтовых линий. Величина перемещения зависит от угла наклона винтовых линий и дли ны этих участков.
Частота вращения подающего ролика зависит от частоты вибрации электрод и числа участков с одноименным нап равлением винтовых канавок
.
п
г
где f - заданная частота вибрации
электрода, Гц;
Z - число участков с одинаковым направлением винтовых канавок;п - частота вращения подающего
ролика.
Длина участков с винтовыми канавками, перемещающими электрод в зону наплавки, равна
А + V,
tgoc
длина участка, обеспечивающего перемещение злектрода в зону наплавки, мм; величина подачи электрода за один цикл вибрации, мм; размах колебаний конца электрода, мм;
угол подъема винтовой линии. частков с винтовыми канавмещающими электрод от нап-. поверхности, равна
)Q 25о
.
45
55
1
Во}
50
А
tg/i где lj(j - длина участка с винтов ыми
канавками, перемещающими
электрод от наплавляемой
поверхности, мм; U - угол подъема винтовых линий
на этом участке.
Один из вариантов механизма подачи проволоки может быть выполнен со следующими параметрами: диаметр составного подающего ролика 80 мм, число участков с одноименным направлением винтовых линий 2, длины участков Inj,. и IgQ равны 41 мм, углы подъема винтовых линий oi 4, 3,5. Геометрические параметры выбраны из условия А 2,5 и Vg 0,4 мм. Возможен другой вариант проектирования, при котором углы подъема винтовой линии oL к jb остаются постоянными, а меняются длины участков с разнонаправленными винтовыми канавками.
Использование предлагаемого механизма импульсной подачи проволоки упрощает кинематическую схему вибродуговой головки, так как она содер- ; жит одну кинематическую цепь, обеспечивает высокую стабильность процесса, упрощает монтаж, настройку и обслуживание вибродуговой головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ ВИБРОДУГОВОЙ НАПЛАВКИ | 1973 |
|
SU433982A1 |
| Головка для вибродуговой наплавки | 1975 |
|
SU556009A2 |
| Механизм подачи электродов | 1961 |
|
SU143946A1 |
| ГОЛОВКА ДЛЯ ВИБРОДУГОВОЙ НАПЛАВКИ | 1973 |
|
SU377224A1 |
| Головка для вибродуговой наплавки | 1975 |
|
SU536023A1 |
| Головка для вибродуговой наплавки | 1976 |
|
SU603528A2 |
| Головка для вибродуговой наплавки | 1975 |
|
SU527266A1 |
| ГОЛОВКА ДЛЯ ВИБРОДУГОВОЙ НАПЛАВКИ | 1973 |
|
SU383554A1 |
| Механизм подачи и продольной вибрации электрода | 1988 |
|
SU1590263A1 |
| Механизм для пульсирующей подачи проволоки | 1983 |
|
SU1138273A1 |
Изобретение относится к автоматической вибродуговой наплавке электродной проволокой и может быть использовано в различных областях машиностроения. Цель - упрощение конструкции и повышение стабильности работы. Механизм состоит из подающего и прижимного роликов. На подающем ролике вьшолнены гладкие участки и участки с винтовыми канавками. Соседние участки с винтовыми канавками имеют противоположное направление винтовых линий. При контакте подающего ролика с электродной проволокой гладким участком движение проволоке вдоль ее оси не сообщается. При контакте с проволокой участков с винтовыми канавками . проволоке сообщается перемещение вдоль ее оси в направлении, определяемом направлением винтовых линий. В механизме все детали совершают равномерное вращательное движение. Возвратно-поступательное движение совершает только электродная проволока. 3 ил. В сл
фиг. 2
cfsue.d
S
| Головка для вибродуговой наплавки | 1975 |
|
SU536023A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Головка для вибродуговой наплавки | 1975 |
|
SU556009A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механизм подачи проволоки и сообщения ей продольных вибраций | 1978 |
|
SU733904A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
