//-XI
S
(Л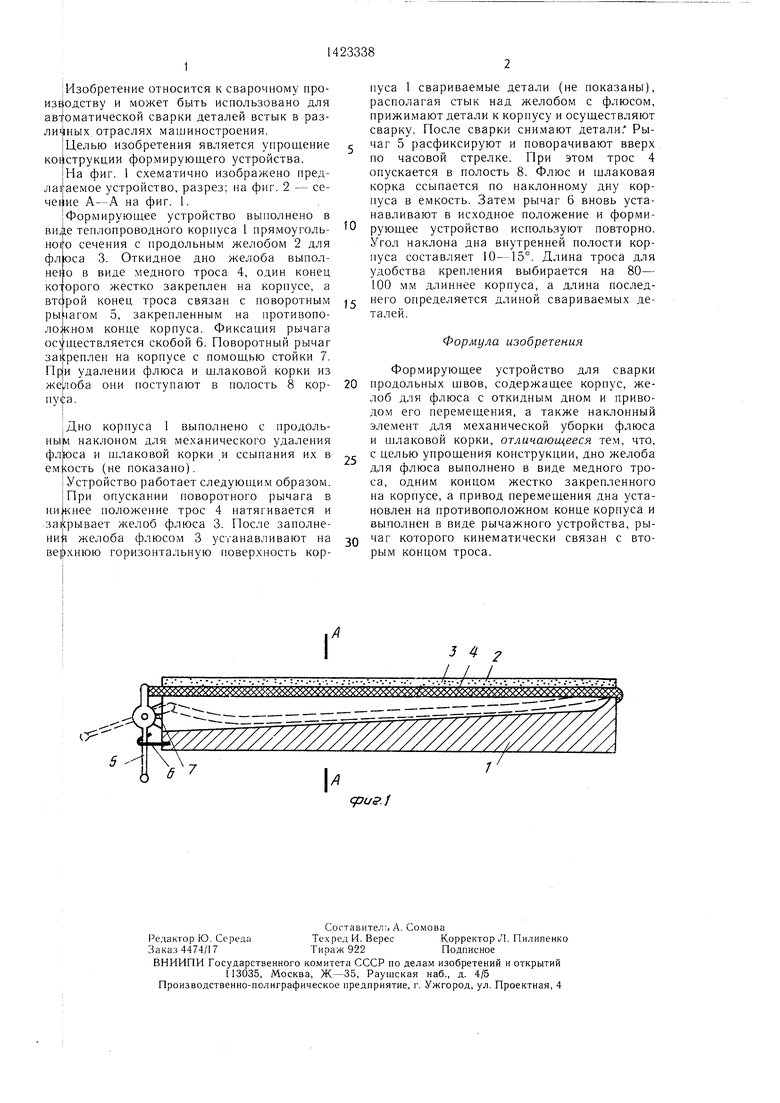
| название | год | авторы | номер документа |
|---|---|---|---|
| Медно-флюсовая подкладка | 1985 |
|
SU1337225A1 |
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1710257A1 |
| Устройство для формирования обратной стороны шва | 1986 |
|
SU1423339A1 |
| Флюсовая подушка | 1990 |
|
SU1710258A1 |
| Устройство для формирования обратной стороны шва | 1989 |
|
SU1712097A1 |
| Способ уплотнения флюса и устройство для его осуществления | 1989 |
|
SU1722760A1 |
| Сварочный трактор | 1989 |
|
SU1712116A1 |
| Сварочное устройство | 1990 |
|
SU1738535A1 |
| Нестационарное устройство для формирования обратной стороны шва | 1984 |
|
SU1201097A1 |
| СТАН ДЛЯ СВАРКИ ПРОДОЛЬНЫХ ШВОВ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2005 |
|
RU2291012C2 |
Изобретение относится к области сварочного производства, в частности к формирующим устройствам для сварки продольных швов. Целью изобретения является упрощение конструкции. Устройство представляет собой теплоотводящий корпус 1 с желобом 2 для флюса 3 и скатом для механического удаления флюса и шлаковой корки. В качестве дна желоба использован медный трос 4, одним концом жестко закрепленный на корпусе устройства, а другим соединенный с поворотным рычагом 5, закрепленным на противоположной стороне корпуса. Путем натяжения или ослабления троса осуществляется откидывание или закрывание дна флюсового желоба. 2 ил.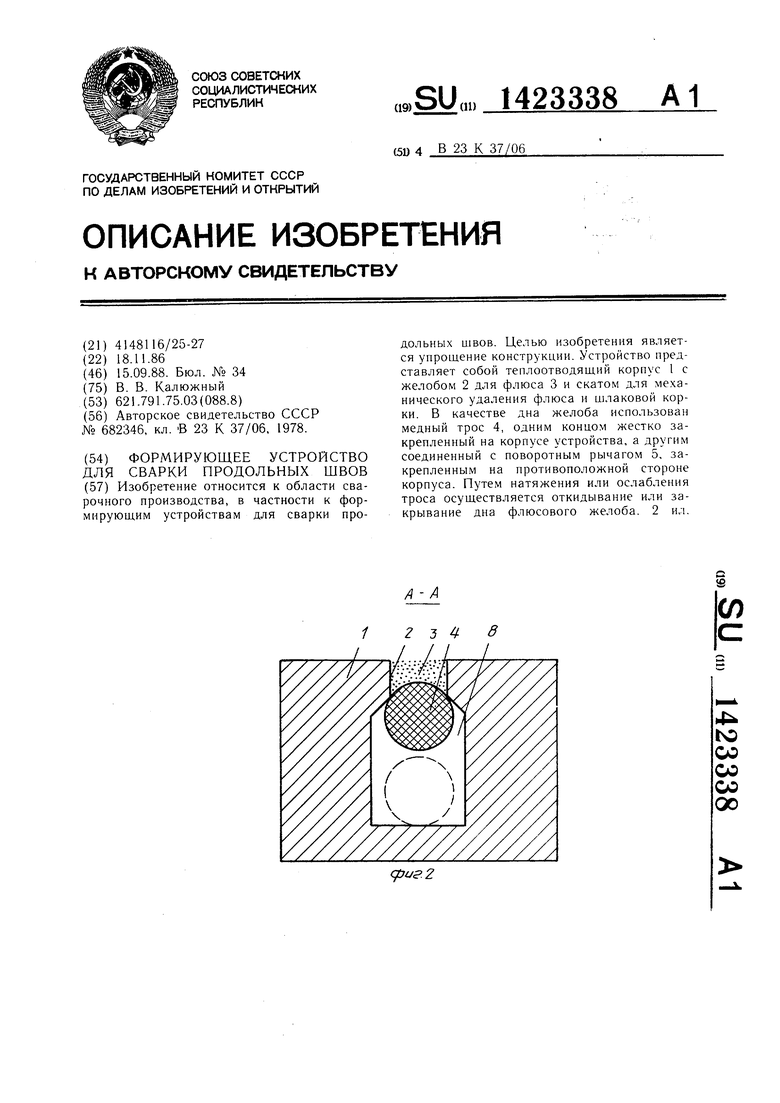
4 ю
оо
САЭ 00 ОС
сриг.2
Изобретение относится к сварочному про- ИЗЕ|ОДСТВУ и может быть использовано для автоматической сварки деталей встык в раз- ли Ыых, отраслях машиностроения.
IЦелью изобретения является упрощение кор струкции формирующего устройства.
|На фиг. 1 схематично изображено пред- ла| аемое устройство, разрез; на фиг. 2 - се- А-А на фиг. 1.
|Формирующее устройство выполнено в виде теплопроводного корпуса 1 прямоугольного сечения с продольным желобом 2 для флюса 3. Откидное дно желоба выполнено в виде медного троса 4, один конец которого жестко закреплен на корпусе, а второй конец троса связан с поворотным рычагом 5, закрепленным на противоположном конце корпуса. Фиксация рычага осуществляется скобой 6. Поворотный рычаг закреплен на корпусе с помощью стойки 7. Паи удалении флюса и шлаковой корки из жещоба они поступают в полость 8 кор- пу({;а.
I Дно корпуса 1 выполнено с продольный наклоном для механического удаления флюса и шлаковой корки ,и ссыпания их в (не показано).
I Устройство работает следующим образом.
1При опускании поворотного рычага в нижнее положение трос 4 натягивается и закрывает желоб флюса 3. После заполнения желоба флюсом 3 устанавливают на верхнюю горизонтальную поверхность кор10
пуса 1 свариваемые детали (не показаны), располагая стык над желобом с флюсом, прижимают детали к корпусу и осуществляют сварку. После сварки снимают детали. Рычаг 5 расфиксируют и поворачивают вверх по часовой стрелке. При этом трос 4 опускается в полость 8. Флюс и шлаковая корка ссыпается по наклонному дну корпуса в емкость. Затем рычаг 6 вновь устанавливают в исходное положение и формирующее устройство используют повторно. Угол наклона дна внутренней полости корпуса составляет 10-15°. Длина троса для удобства крепления выбирается на 80- 100 .мм длиннее корпуса, а длина послед- 2 него определяется длиной свариваемых деталей.
Формула изобретения
Формирующее устройство для сварки 20 продольных щвов, содержащее корпус, желоб для флюса с откидным дном и приво- до.м его перемещения, а также наклонный элемент для механической уборки флюса и шлаковой корки, отличающееся тем, что, ..г с целью упрощения конструкции, дно желоба для флюса выполнено в виде медного троса, одним концом жестко закрепленного на корпусе, а привод перемещения дна установлен на противоположном конце корпуса и выполнен в виде рычажного устройства, ры- 30 чаг которого кинематически связан с вторым концом троса.
(У
| Устройство для поджима флюса | 1978 |
|
SU682346A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
