V
Az
Az4
/5 ц
с SS
о;
с
Изобретение относится к сварочному про- из Водйв у И может быть использованб для AyhoBOH автоматической сварки деталей встык с обратным формированием шва.
Цель(о изобретения является повышение качества сварного шва при одновременной эконом Ии меди.
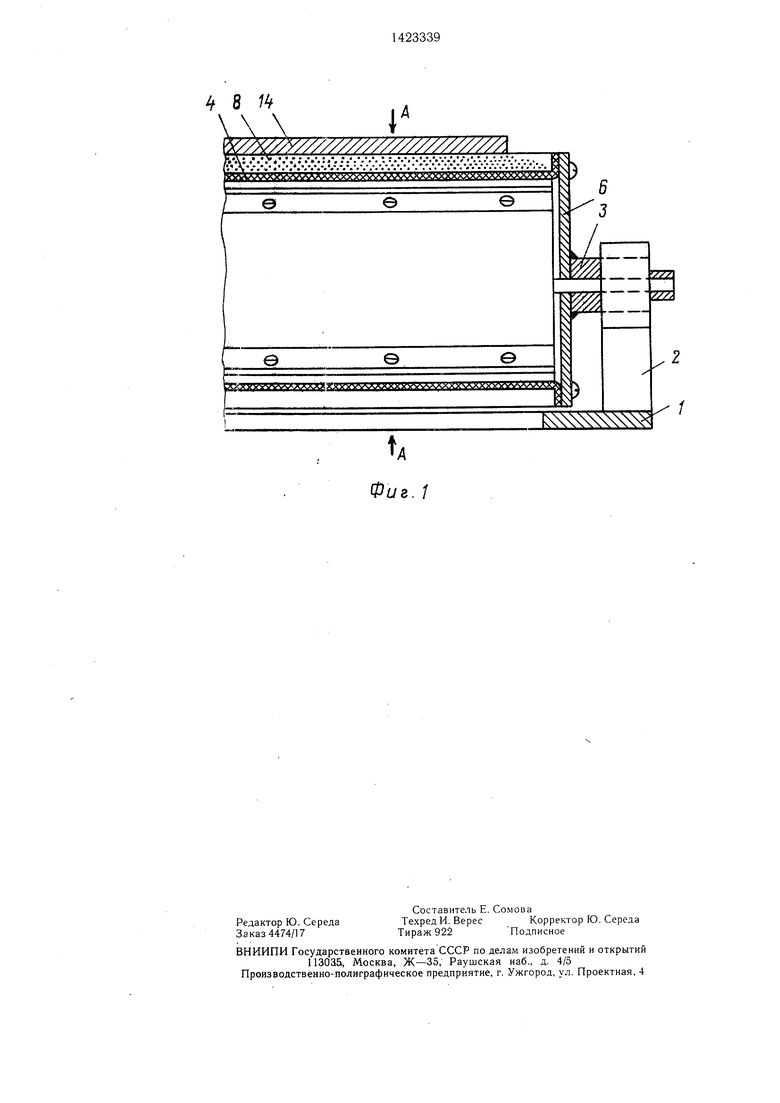
На фиг. 1 схематично показано устройство, продольный разрез; на фиг. 2 - то же, поперечный разрез.
Устройство содержит корпус Г. в котором на опорных элементах 2 закреплен поворотный брус 3, выполненный в виде пнев- морукава 4, на поверхности которого закреплены медные сегменты 5, связанные между собой торцовыми дисками 6. Сегменты совместно с пневморукавом образуют желоба 7 для флюса 8. В корпусе выполнен бункер для флюса, наружная стенка 9 которого закреплена на корпусе с возможностью поворота относительно оси 10 и подпружинена к поворотному брусу с помощью упругого элемента 11. Эластичная перегородка 12 служит для иск.чючения просыпания флЮ Са в сбросовое отверстие. Сегменты имеют скос
13боковой поверхности в сторону вращения бруса для захвата флюса.
Перед началом экспулатации подкладки стенку 9 бункера отклоняют (на чертеже против часовой стрелки) и последний заполняют флюсом 8. Затем стенку опускают и она благодаря пружинному элементу 11 прижимает флюс 8 к брусу 3. На опорные эле- .менты 2 устанавливают свариваемые детали
14и корректируют стык относительно продольной оси подкладки и прижимают их к ней. Далее из эластичного рукава откачивают воду или воздух, создавая фи этом в полости частично вакуум. При этом незакрепленные участки пневморукава прогибаются вовнутрь бруса, увеличивая при этом объем полости каждо1 о желоба. Такой прогиб участков рукава возможен благодаря тому, что давление в полости будет ниже атмосферного. Так как флюс 8 гфижат к брусу подпружиненной стенкой 9, то та канавка, которая обращена к бункеру, заполнится флюсом. Затем брус начинают вра- и1,ать (на чертеже по часовой стрелке).
При этом скос 13 канавки «загребает флюс 8 Й1 бункера, чтб):Гпособствует более полному МНолнению жЦоба флюсом. Заполненный желоб флюсо у 8 перемещается под свариваемый 15 Деталей 14. При этом часть флюса 8 естественно ссыпается в бункер (избыточная часть флюса 8). Затем, внутреннюю полость пневморукава заполняют воздухом или водой- под давлением, превышающим атмосферное. Участки пневморука0 ва, расположенные под желобом, выгнутся в направлении от центра вала, подожмут и уплотнят флюс 8 к стыку 15. После сва|5- ки и остывания шва детали снимают, брус 3 вращают в том же направлении. Отработай- ный флюс и шлак 16 высыпаются из желоба и удаляются через сбросовое отверстие. Одновременно очередной желоб, обращенный к бункеру, будет заполняться флюсом. Автоматическое заполнение желоба флюсом будет продолжаться до тех пор, пока в
Q бункере не закончится флюс.
Предлагаемое устройство обеспечивает надежный поджим флюса, автоматическое заполнение желобов и сброс отработанного флюса, сниж&ет трудоемкость обслуживания при одновременной экономии цветных
5 мetaллoв за c4et выполнения вала составным из сегментов разделенных участками г1йеЬморукава.
5
Формула изобретения
Устройство для формирования обратной стороны шва, содержащее установленный в корпусе медный поворотный брус с желобами для флюса, а также систему заполнения желобов флюсом и его уборки, отличающееся тем, что, с целью повышения качества сварного шва при одновременной экономии меди, поворотный брус выполнен в виде каркаса из отдельных теплоотводящих сегментов, расг1(Эложенных на расстоянии Друг от друга и скрепленных между собой торцовыми дисками, внутрь каркаса установлен пневморукав, жестко связанный с каждым из сегментов, а желоба для флюса образованы сегментами и расположенными между ними участками пневморукава.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования обратной стороны шва | 1989 |
|
SU1712097A1 |
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1710257A1 |
| Медно-флюсовая подкладка | 1985 |
|
SU1337225A1 |
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1796395A1 |
| Устройство для формирования шва | 1986 |
|
SU1395446A1 |
| Способ уплотнения флюса | 1990 |
|
SU1776532A1 |
| Флюсовая подушка | 1990 |
|
SU1710258A1 |
| Медная подкладка | 1990 |
|
SU1745489A1 |
| Способ уплотнения флюса и устройство для его осуществления | 1989 |
|
SU1722760A1 |
| Формирующее устройство для сварки продольных швов | 1986 |
|
SU1423338A1 |
Изобретение относится к области сварочного производства и может быть использовано при дуговой автоматической сварке деталей встык с обратным формированием шва. Цель изобретения - повышение качества формирования шва и экономии меди. Устройство содержит поворотный брус, выполненный из отдельных медных сегментов 5, закрепленных на пневморукаве 4 и связанных между собой торцовыми дисками. Желоба для флюса образованы боковыми сторонами сегментов и расположенными между ними участками пневморукава. Заполнение желобов флюсом и сброс отработанного флюса осушествляется автоматически при повороте бруса. 2 ил.
| Поглотитель к аппарату для газо-объемного определения углерода | 1948 |
|
SU84120A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
