Изобретение относится к высокоско- рос гным шпиндельньм узлам металлоре- жущих станков и может быть использо ВЗ но Б многошпиндельных агрегатньпс,, сверлильных, фрезерных расгочньпс и шлифовальных станкак с малым шагом расположения шпкндельнык узлов для одновременной механической обработки близкорасположенных отверстий Малого диаметра,
/-
Цель изобретегшя - позьшение надежности за счет устранения сложной внешней системы автоматического регулирования осевого зазораJ отказа от специальной системы охлаждения электродвигателя,, упрощения конструкции и технологии изготовления электрошпинделя, облегчения условий эксплуа- тащ-1И и ремонта узла, а такг: ;е расширение технологических возможностей за счет значительного уменьшения наружного диаметра электрошпитзделя при неизменной мощности, что позволит использовать его в многошпикдельных станках с малым шагом расположения япинделей для одновременной механи- ческой обработки близкорасположенных отверстий малого диаметра.
На фиг, I изображен электрошпин- дель;, обЕгяй ВИД1 на фиг, 2 - разрез ка фиг, 1| на .фиг, 3 - разрез Б-В на фиг. t
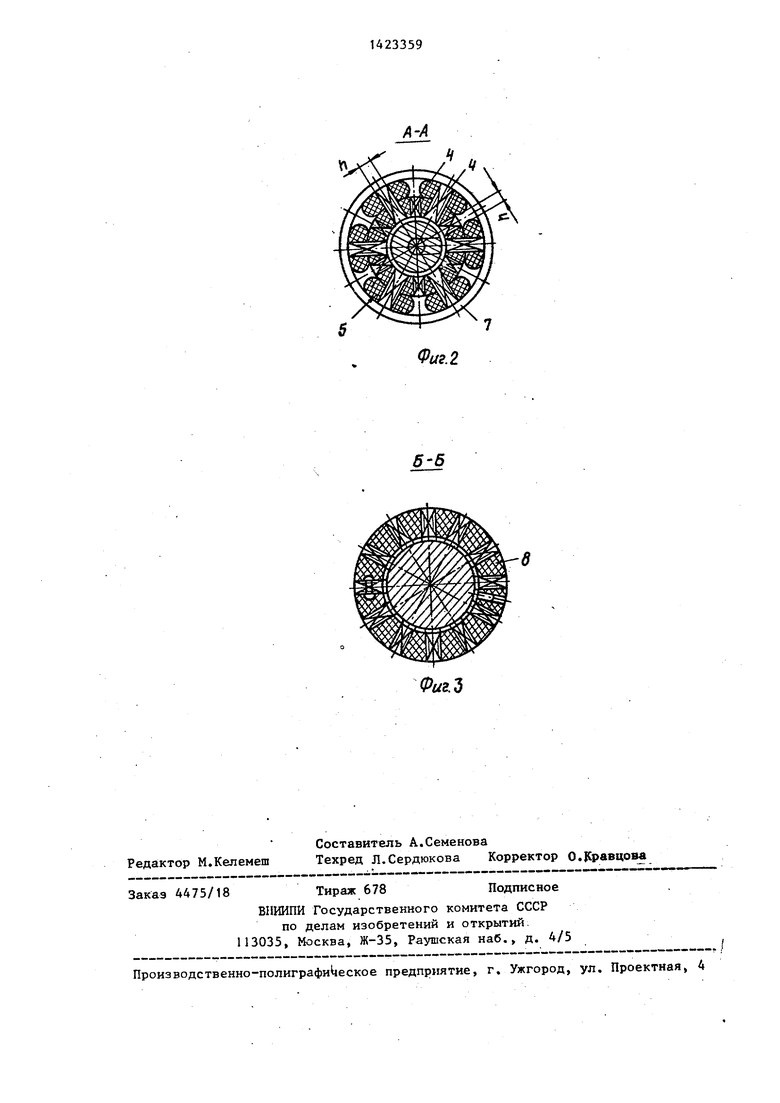
Электрошгшвдель с одержнт вал. 1., являющийся .одиовреманко ротором элект родвигателя5 фланец 2 с аварийньш подшипником 3 с.кояьжеш-тя и статор электродвигателя, представляюищй собой набор из полюсиня .ср.апециевиднык. тпихтованных маг нйтопроводов 4 с
людными катушками 5, рас яоложенныг Ш со стороны основания тра.иеции. При этом полгоснь е магнитопроводы 4 могут быть выполнены двух длин и при сборке располагаться в шакматном порядке. Это дает возможность варьировать геометрическими размерами малогабаритного электрошпинделя (нару:кньв-1 диаиет- ром и длиной) в зависимости от требований реальной конструкции. Так,если к конструкции малогабаритного электрошпинделя не предъявляется жестких требований к наружно чу диаметру ei o верхней части (па уровне располо женин пох1юсных катушек 5);, то за счет увеличения на 10-15 мм диаме-гра этой части электрош1шн,п;еля полюсные каткая- ки 5 можно разместить на магнитопро- водах 4 одинаковой длины. Если к кон
струкции малогабаритного электрошпинделя предъявляются жесткие требования по наружному диаметру, но допускается увеличение общей длины
электрошпинделя 5 то магнитопроводы 4 также будут одной длины, а полюсные катушки 5, в таком случае, будут вы- тянуты вдоль продольной оси злектрошпинделя. Наконец, если к конструкции узла предъявляются жесткие требования как к наружному диаметру, так и по общей длине электрошпинделя, то магнитопроводы 4 выполняются двух длии
и при сборке располагаются в шахматном пор.ядке5 причем полюсные катушки 5 на магнитопроБодах 4 также располагаются в шахматном порядке.
I.На полюсные магнитопрозоды 4 напрессована цилиндрическая втулка 6 из немагнитного металла. Со стороныполюс- кь1х катушек 5 на магнитопроводы 4 на . прессован, шихтованный стакан 7, являюпщйся спинкой статора. Ширина h магнитопроводов 4 (фиг. 2) и их высота L выбраны так, что после установки втулки 6 между магнитопроводами образуется механический контакт, обес печивающий жесткость всего маг$-1ито- провода статора. Оставшиеся воздушные промежутки между полюскъ ми магни - топроводами 4 и немагнитной втулкой ; 6 заполняются компаундом 8 ,с образе
ванием на конусной поверхности магий топровода 4 немагнитного слоя 9. Такая конструкция статора позволяет использовать его кепосредственно в качестве корпуса малогабаригного
электрошпинделя, а применение терми - чески обработанного немагнитного сплава обеспечивает стабильность размера наружного диаметраJ служащего установочной базой при краплении
электрошпинделй на станке
После проточки немагнитного слоя S до величины 0,2-0,3 мм и растачивания поверхности В на 1,5-2 мм для
удаления механического контакта меязду магнитопроводами 4 на поверхности В нарезается резьба под штуцер tO. Через штуцер 10, канал 11 н кольцевую расточку 12 газ, используемый s качестве смазочного слоя, подается под давлением в зазор между вапом 1 и немагнитным слоем 9. Отвод газа из ра-- бочего зазора газомагнитной опоры
осуществляется через отверстия 13 во втулках 6 и 14. Винты 1 крепят фланец 2 и аварийный подпгипник 3 скольжения к втулке 14.
Электропшиндепь работает следующим образом.
После подвода газовой смазки в рабочий зазор между валом 1 и полюсными магнитопроводами 4 и подачи напря женин на обмотки полюсных катушек 5 вал 1 (ротор электродвигателя) начинает вращаться. Осевая и радиальная стабилизация вала 1 осуществляется взаимодействием осевой и радиальной составляющих подъемной силы слоя газовой смазки и электромагнитных сил притяжения ротора электродвигателя (вала 1) к полюсным магнитопроводам 4
Устойчивость газомагнитного подвеса вала 1 обеспечивается разделением по величине магнитного зазора на воз душньш и немагнитный 9 слои. Оптимальный магнитный зазор в газомагнитной опоре между валом 1 (ротором электродвигателя) и полюсными магнитопроводами 4 статора величиной 0,25-0,35 мм складывается из немагнитного слоя 9 толщиной 0,2-0,3 мм и воздущного зазора в газовом подшипнике величиной 0,02-0,03 мм.
Применение газомагнитнэй опоры в малогабаритном электрошпинделе позволяет получить только один рабочий зазор между ротором и статором электродвигателя, который одновременно является зазором в газомагнитном подшипнике. Зазор между валом 1 и аварийным подшипником 3. скольжения можно не принимать во внимание, так как он выполняется равным 1-2 мм, что почти на два порядка превышает величину оптимального зазора в газовых подщипниках и поэтому не накладывает жестких ограничений на изготовление узла.
Наличие только одного рабочего зазора позволяет резко упростить и удешевить изготовление и сборку деталей малогабаритного злектрошпинде- ля, а также упростить обслуживание и ремонт узла при его -эксплуатации, снизить их трудоемкость.
Применение газомагнитной опоры в малогабаритном электрошпинделе позволяет отказаться от специальной системы охлаждения, электродвигателя, так как газ, подаваемый под давлением в зазор газомагнитной опоры, явля
ющийся в то же время зазором ме&яу ротором и статором электродвигателя, одновременно с образованием несущего газового слоя охлаждает электродвигатель. Кроме того, подача газа в зазор газомагнитной опоры производится по каналам в магнитопроводе статора, что также способствует его охлаждению.
Вьтолнение магнитопровода статора с разнесенными по длине полюсами и обмоткой позволяют уменьшить габаритные размеры электрошпинделя, в частности наружньй диаметр, с 60-100 до 30-42 мм. Это позволяет использовать данную конструкцию в многошпиндельных станках с малым шагом расположения шпинделей для одно.временной механической обработки близкорасположенных отверстий малого диаметра.
Не менее важным достоинством конструкции электрошпинделя является адаптивность газомагнитного подвеса к изменениям внешней нагрузки на вал. При увеличении (уменьшении) нагрузки на вал увеличивается (уменьшается) ток, потребляемый статором, и, как следствие, увеличивается (уменьшается) радиальная и осевая составляющ1€е электромагнитньк сил притяжения ротора к статору, что приводит к уменьшению (увеличению) зазора между ротором и статором. Уменьшение (увеличение) зазора между ротором и статором приводит к увеличению (уменьшению) несущей способности и жесткости слоя газовой смазки, которые компенсируют изменение внешней нагрузки на вал. Это свойство газомагнитной опоры обеспечивает повышение надежности работы малогабаритного электрошпинделя и позволяет отказаться от СД.ОЖНОЙ внешней системы автоматического регулирования оСевого зазора, свойственной магнитным опорам.
Формула изобретения
1. Электрошпиндель, содержащий статор и ротор в газомагнитной опоре, отличающийся тем, что, с целью повьш ения надежности, статор электродвигателя выполнен наборным из трапециевидных шихтованных полюсных магнитопроводов с полюсными катушками, причем на внутреннюю коническую расточку статора нанесен слой немагнитного неэлектропроводного мате|риапа,- в теле статойа выполнены каналы для подвода газа в рабочий зазор газомагнитной опоры, совмещенньй с рабочим зазором электродвигателя, ротор электродвигателя выполнен в зи- де усеченного конуса, большим основанием совпадающего с одним краем статора,, а полюсные катувпси смещены вдоль продольной оси электрошпинделя в сторону второго края статора, а полюсные магнитояроводы со стороны ка
тушек расположены внутри шихтованного стакана, являющегося замыкающей частью магнитопровода статора.
2. Электрошпяндель по п. 1, отличающийся тем, что, с целью расширения технологических возможностей, катушки двух смежных маг- нитопроводов статора смещены в осевом направлений на расстояние, соответствующее осевому размеру катушки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Радиально-упорный мотор-подшипник | 1990 |
|
SU1798859A1 |
| Сверлильный станок | 1986 |
|
SU1465177A1 |
| Электрическая машина "мотор-подшипник | 1989 |
|
SU1690089A1 |
| Электрошпиндель | 1986 |
|
SU1437157A1 |
| Электрическая машина с газомагнитным подвесом | 1989 |
|
SU1690092A1 |
| Привод крутильного органа | 1986 |
|
SU1397568A1 |
| Привод прядильного блока | 1987 |
|
SU1557206A1 |
| Линейный мотор-подшипник | 1986 |
|
SU1548546A1 |
| Привод крутильного органа | 1982 |
|
SU1038390A1 |
| Устройство для кручения нити | 1987 |
|
SU1437429A1 |

Изобретение относится к высокоскоростным шпинпельным узлам металлорежущих станков и может быть использовано для одновременной механической обработки близкорасположенных отверстий малого диаметра. Цель изобрете- я - повышение надежности за счет устранения сложной внешней системы авто матического регулирования осевого зазора и распшрение технологичес15их воз можностей за счет возможности использования s многошпиндельных станках с ма- льш шагом расположения обрабатьгоае- мых отверстий. В электрошпинделе в качестве опорного узла вала злектро- шпинделя.применена конусная газомагнитная опора. При этом вал электрошпинделя одновременно является ротором электродвигателя и шипом газомагнитной опоры, причем на конусной поверхности вала нанесены продольные микроканавки. Корпус электрошпинделя выполнен за одно целое со статором электродвигателя так, что наружная цилиндрическая поверхность спинки статора является в то же время наружной поверхностью корпуса электрошпинделя. Статор электродвигателя выполнен наборным из шихтованных трапециевидных полюсных магнитопро- водов с полюсными катушкйми, которые расположены со стороны большего основания трапеции. При этом полюсные магнитопроводы могут быть двух длин и при сборке располагаться в шахматном порядке. Со стороны полюсных катушек на магнитопроводы напрессован шихтованный цилиндрический стакан, служащий спинкой статора, а с противоположной стороны полюсные магнитопроводы фиксируются цилиндрической немагнитной втулкой. 1 з.п. ф-лы, 3 ил о с s (Л С 4 Ю оэ Од ел со
Фиг. 2
Фиг.
| Автоматические линии и металлорежущие станки | |||
| ЭЙ ВИНИТИ, М., 1981, № 22, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
