X
; «-. ..--с ., . .-xJ..-, . - с.- Л.. :
. ..: о . . . о - -. °: Л . . фие.2
i Изобретение относится к строительной HfUycTpHH и предназначено для формования изделий из бетонных смесей.
: Цель изобретения - повышение качества уг|лотнения, улучшение условий труда и по- В1 1шение срока службы оборудования.
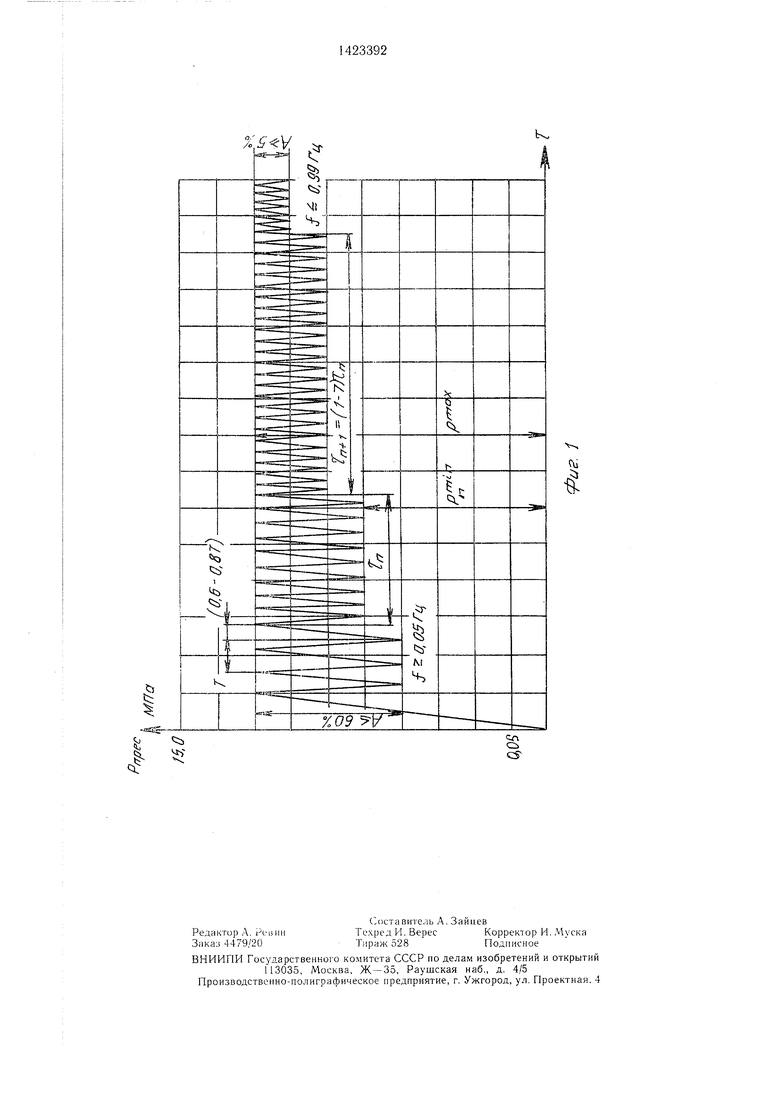
На фиг. 1 изображен график изменения пульсации ступенями по частоте, амплитуде и продолжительности; на фиг. 2 - принципиальная схема установки гидравлического (пневматического) действия для осуществления предлагаемого способа.
Установка гидравлического (пневматиче- ci;oro) действия для осуш.ествления предлагаемого способа содержит источник 1 давления и устройство 2, задаюш,ее пульсирующий режим прессования по ступеням, состоящее из датчика, ограничивающего верхний предел давления, запорных клапанов, программного устройства, задающего ступенчатый режим, датчиков, ограничивающих н 1ЖНИЙ предел давления по ступеням, узла 3 п зессования и напорных рукавов 4. I Способ осуществляют следующим об- .
На уложенную бетонную смесь воздей- сгвуют максимальной прессующей нагруз- кэй с усилием, равным 0,05-15 МПа, и одновременно пульсирующей нагрузкой с час- тэтой 0,05-0,99 Гц и амплитудой, равной 5-40% макс-имальной. В процессе уплотне- н|ия амплитуду ступенчато снижают, а часто- т соответственно увеличивают (фиг. 1). Гяри этом продолжительность каждой сту- njeHH равна или превышает предыдущую в| 2-7 раз. Время подъема прессующего У|силия в каждом периоде равно 0,6-0,87, rjae Т - продолжительность периода. Ве- л|ичину прессующей нагрузки определяют ф зависимости
Р(т) . 51п2я/„т; (, 2, ..., и),
Р(т)- прессующее давление в момент
времени т;
т - время прессования; Ртах- максимальное прессующее давление;
Rmin - минимальное прессующее давление в rt-й ступени;
А,1 - амплитуда пульсации в л-й ступени;
/п - частота пульсации в п-й ступени, п - количество ступеней. Формуют образцы - цилиндры диамет- f)OM 100 мм, высотой 100 мм из бетонной Смеси состава по весу: ц:п:щ:В 1 .I, 16: i2,43:0,335.
Уплотняют при двухступенчатом равном По продолжительности режиме прессования
и общей продолжительности уплотнения с.
Исходные данные: время прессования
каждой ступени с; амплитуда Л , от Ртах , максимальное прессующее давление Р„ад.2,5 МПа; минимальные прессующие давления 1,5 МПа, ,0 МПа; частоты пульсации ,5 Гц, ,75 Гц.
Примеры.
с; 1-я ступень;
Р( c).4XO,5x5
2,0 МПа;
,5 с; 1-я ступень;
Р(,5 с)- - - +у°з1п2яХО,5 X
Х7,,5 МПа; с; 1-я ступень;
Р( c) ЬО sin2jiXO,5 X
,0 МПа; ,5 с; 1-я ступень;
Р(,5 c)- - + - °sin2.nXO,5X
X 12,,5 МПа; с; 2-я ступень
Р( c).XO,75X
,25 МПа; с; 2-я ступень;
Р( c)- - °-f | sin2 XO,75 X
,0 МПа; с; 2-я ступень
R(,21 с)- Ч°15- 5 п2лХО,75Х 22
,5 МПа; м; 2-я ступень;
9 44-9 П 04 Р( c).XO,75X
,25 МПа.
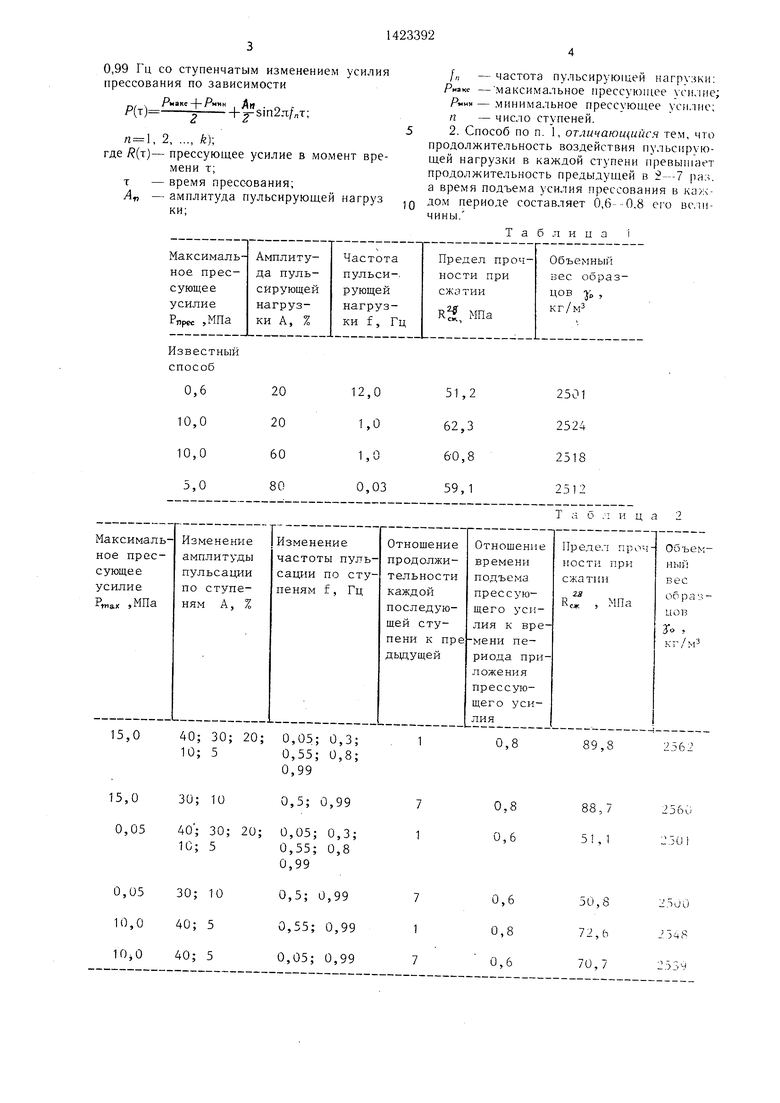
Результаты испытаний сведены в табл. 1 и табл. 2.
Формула изобретения
1. Способ уплотнения бетонной смеси путем прессования с усилием 0,05-15 МПа с одновременным приложением пульсирующей нагрузки с амплитудой 5-40% от усилия прессования, отличающийся тем, что, с целью повышения качества уплотнения, улучшения условий труда и повышения срока службы оборудования, пульсирующую нагрузку прикладывают с частотой 0,05-
0,99 Гц со ступенчатым изменением усилия прессования по зависимости
/- макс-| / мин Ли
Я(т)fh .4/.T;
, 2, ..., k);
где /(т)- прессующее усилие в момент времени т;
т - время прессования; АГ, - амплитуда пульсирующей нагруз ки;
/п - частота пульсирующей нагрузки: Риакс - максимальное прессующее усп.мие; - минимальное прессующее усилие; п - число ступеней.
2. Способ по п. 1, отличающийся тем, что
продолжительность воздействия пульсирующей нагрузки в каждой ступени превышает продолжительность предыдущей в 2--7 раз, а время подъема усилия прессования в ка/ч- дом периоде составляет О,б--0.8 его всми- чины.
Т а б .п и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бетонных изделий | 1980 |
|
SU986792A1 |
| Способ формования железобетонных изделий | 1986 |
|
SU1451023A1 |
| Способ штамповки из жидкого металла | 1984 |
|
SU1232366A1 |
| Способ прессования изделий из порошка | 1979 |
|
SU927415A1 |
| Способ прессования изделий из порошка | 1981 |
|
SU996101A1 |
| Устройство для уплотнения бетонной смеси | 1989 |
|
SU1763187A1 |
| Способ формования бетонных изделий | 1989 |
|
SU1673463A1 |
| Способ обработки профильных изделий | 1983 |
|
SU1165506A1 |
| СБОРОЧНАЯ ЕДИНИЦА, СОДЕРЖАЩАЯ ПО МЕНЬШЕЙ МЕРЕ ДВЕ МЕТАЛЛИЧЕСКИЕ ПОДЛОЖКИ | 2019 |
|
RU2762309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАНИТОЦЕМЕНТНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2500655C2 |
Изобретение относится к строительной индустрии и предназначено для формования изделий из бетонных смесей. Цель изобретения - повышение качества уплотнения, улучшение условий труда и повышение срока службы оборудования. Бетонную смесь уплотняют путем прессования с усилием 0,05- 15 МПа с одновременным приложением пуль- сяруюшей нагрузки с амплитудой 5-40% от усилия прессования и частотой 0,05- 0,99 Гц. Пульсируюш,ую нагрузку прикладывают со ступенчатым изменением усилия прессования в соответствии с зависимостью /(T)0,5(PMaKc + P..nH)-fO,5.4,,sin2,n/,,T (п I; 2 ... К), где Я(т) - прессующее усилие в момент времени т, МПа, т - время прессования, с; А„ - амплитуда пульсирующей нагрузки, %; /„ - частота пульсирующей нагрузки, Гц; Я-. |..-, Р-- и - максимальное и минимальное прессующее усилие, МПа; п - число ступеней. Причем время подъема усилия прессования в каждом периоде составляет 0,6-0,8Г, где Т - продолжительность периода, а продолжительность воздействия пульсирующей нагрузки в каждой ступени превышает предыдущую в 2-7 раз или равна. 2 з. п. ф-лы, 2 табл., 2 ил. S (Л с 4 4 СлЭ СО со ю
40; 30; 20; 0,05; 0,3; 10; 50,55; 0,8;
0,99
30; 10
0,5; 0,99
40; 30; 20; 0,05; 0,3; 10; 50,55; 0,8
0,99
30; 100,5; 0,99
40; 50,55; 0,99
40; 50,05; 0,99
Т а о л и ц а
0,8
0,8 0,6
0,6 0,8 0,6
89,8
88,7
51,1
50,8 72, Ь 70,7
.лии
. Cvi
| Способ изготовления бетонных изделий | 1980 |
|
SU986792A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
