(61) 821182
(21)4052637/31-05
(22)07.04.86
(46) 15.09.88. Бюл. № 34
(71)Харьковский инженерно-строительный институт
(72)В.А.Добрыдень, В.Л.Земляков, В.П.Петрик и В.Ф.Фоменко
(53)678.057.94 (088.8)
(56)Авторское свидетельство СССР № 821182, кл. В 29 В 15/12, 1979.
(54)УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПРЕДВАРИТЕЛЬНО ПРОПИТАННОГО ЛЕНТОЧНОГО МАТЕРИАЛА
(57)Изобретение относится к оборудованию для изготовления пропитанного
ленточного материала для изготовления слоистых изделий. Цель изобрете-, НИЛ - повышение производительности без увеличения габаритов установки. Для этого на скобах 26 транспортеров 13 барабана-накопителя устанавливают съемные накладки, которые образуют чередующиеся выступы и впадины ширино, равной ширине ленточного материала, для обеспечения его расположения на разных уровнях. Такое расположение материала позволяет ликвидировать зазоры между кромками, что увеличивает производительность без увеличения габаритов установки. 1 3.п.ф-лы, 4 ил.
9 /7
//
iS
(Л
с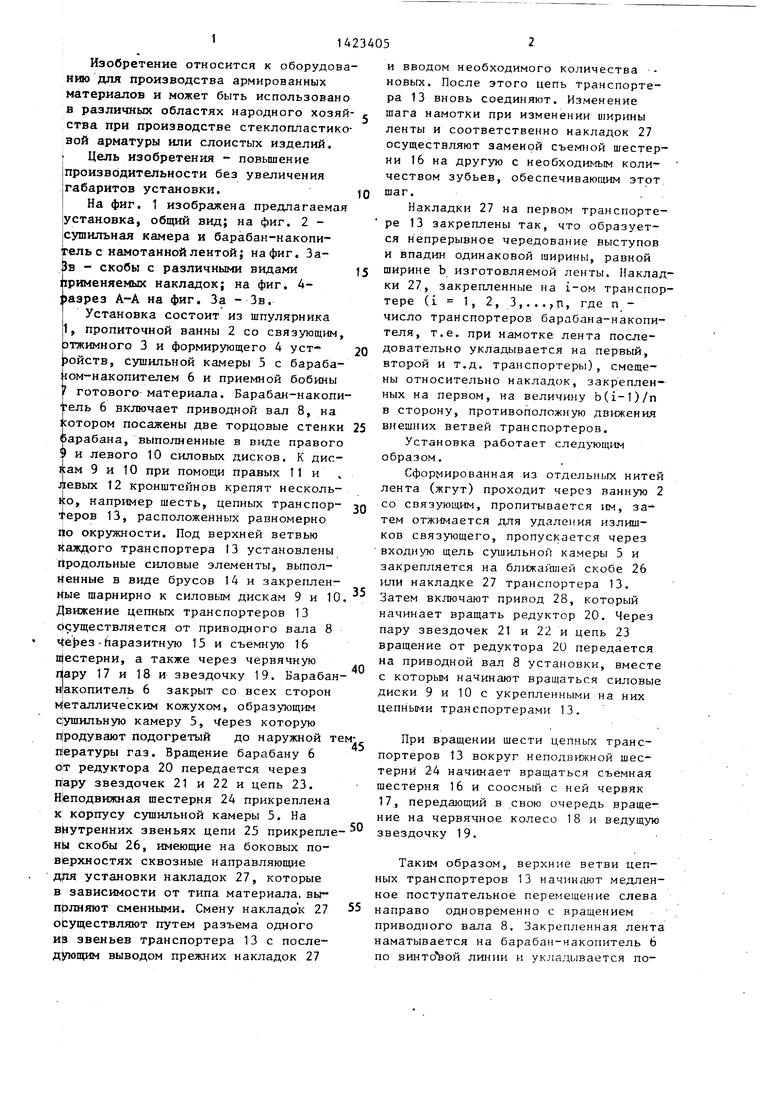

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для получения предваритель-HO пРОпиТАННОгО лЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU821182A1 |
| Установка для получения предварительно пропитанного ленточного материала | 1988 |
|
SU1652081A1 |
| Установка для получения предварительно пропитанного ленточного материала | 1986 |
|
SU1328215A1 |
| Барабанный накопитель | 1986 |
|
SU1435464A1 |
| Линия для производства строительного кирпича | 1990 |
|
SU1768398A1 |
| ПОЛОЧНЫЙ ЛЕНТОЧНЫЙ ЭЛЕВАТОР | 2009 |
|
RU2406672C1 |
| Установка для формирования настилов полотен эластичного материала | 1982 |
|
SU1079577A1 |
| УСТРОЙСТВО НЕПРЕРЫВНОЙ СУШКИ И РАЗМЕЛЬЧЕНИЯ СЫРЬЯ ИЗ ГЛИНИСТЫХ ГРУНТОВ | 1993 |
|
RU2036013C1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ РАССАДЫ В НАКОПИТЕЛЬ | 1998 |
|
RU2164734C2 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |

(риг г
Изобретение относится к оборудованию для производства армированных материалов и может быть использовано в различных областях народного хозяй ства при производстве стеклопластико вой арматуры или слоистых изделий. t Цель изобретения - повышение производительности без увеличения габаритов установки.
На фиг. 1 изображена предлагаемая установка, общий вид; на фиг. 2 - {сушильная камера и барабан-накопи- ель с намотанной лентой; на фиг. За- }в - скобы с различными видами применяемых накладок; на фиг. 4- )азрез А-А на фиг. За - Зв.
Установка состоит из шпулярника I, пропиточной ванны 2 со связующим, этжимного 3 и формирующего 4 уст- эойств, сушильной камеры 5 с бараба- лом-накопителем 6 и приемной бобины 7 готового материала. Барабан-накопитель 6 включает приводной вал 8, на котором посажены две торцовые стенки ()арабана, выполненные в виде правого и левого 10 силовых дисков, К дискам 9 и 10 при помощи правых 11 и jreBbix 12 кронштейнов крепят несколь- i:o, например шесть, цепных транспор- i-epoB 13, расположенных равномерно По окружности. Под верхней ветвью Каждого транспортера 13 установлены Лродольные силовые элементы, выполненные в виде брусов 14 и закрепленные шарнирно к силовым дискам 9 и 10 Движение цепных транспортеров 13 Осуществляется от приводного вала 8 Че езпаразитную 15 и съемную 16 Шестерни, а также через червячную njapy 17 и 18 и звездочку 19. Барабан н акопитель 6 закрыт со всех сторон м|еталлическим кожухом, образующим с;ушильную камеру 5, Яерез которую Продувают подогретый до наружной те п1ературы газ. Вращение барабану 6 О Т редуктора 20 передается через пару звездочек 21 и 22 и цепь 23. Неподвижная шестерня 24 прикреплена к корпусу сзшильной камеры 5. На вйутренних звеньях цепи 23 прикрепле ны скобы 26, имеющие на боковых поверхностях сквозные направляющие ддя установки накладок 27, которые в зависимости от типа материала, вы- прлняют сменными. Смену накладок 27 осуществляют путем разъема одного из звеньев транспортера 13 с последующим выводом прежних накладок 27
0
5
0
Q 5
5
0
и вводом необходимого количества - новых. После этого цепь транспортера 13 вновь соединяют. Изменение шага намотки при изменении ширины ленты и соответственно накладок 27 осуществляют заменой съемной шестерни 16 на другую с необходимым количеством зубьев, обеспечивающим этот шаг.
Накладки 27 на первом транспортере 13 закреплены так, что образуется непрерывное чередование выступов и впадин одинаковой ширины, равной ширине b изготовляемой ленты. Накладки 27, закрепленные на i-ом транспортере (i 1, 2, 3,...,п, где п - число транспортеров барабана-накопителя, т.е. при намотке лента последовательно укладывается на первый, второй и т.д. транспортеры), смещены относительно накладок, закр еплен- ных на первом, на величину b(i-1)/n в сторону, противоположную движения внешних ветвей транспортеров.
Установка работает следующ1т образом.
Сформированная из отдельных нитей лента (жгут) проходит через ванную 2 со связующим, пропитывается им, за тем отж11мается для удаления излишков связующего, пропускается через входную щель сушильной камеры 5 и закрепляется на бл1-сжаш1ей скобе 26 или накладке 27 транспортера 13. Затем включают привод 28, который начинает вращать редуктор 20. Через пару звездочек 21 и 22 и цепь 23 вращение от редуктора 20 передается на приводной вал 8 установки, вместе с которым начинают вращаться силовые диски 9 и 10 с укрепленными на них цепными транспортерами 13.
При вращении шести цепных транспортеров 13 вокруг неподвижной шестерни 24 начинает вращаться съемная шестерня 16 и соосный с ней червяк 17, передающий в свою очередь вращение на червячное колесо 18 и ведущую звездочку 19,
Таким образом, верхние ветви деп- ных транспортеров 13 начинают медленное поступательное перемещение слева направо одновременно с вращением приводного вала 8, Закрепленная лента наматывается на барабан-накопитель 6 по винто вой линии и укладывается поочередно на впа;ишах, т.е. непосредственно на рабочие поверхности скоб 26 шести цепных транспортеров 13, а эамем на выступах, т.е. на рабочие поверхности накладок 27. Такое разнесение ленты на различные уровни позволяет полностью ликвидировать горизонтальный зазор между соседними кромками ленты, т.е. свести их вертикальные проекции практически в одну лшипо, что позволяет на том же барабане-накопителе 6 и при тех же его габаритах уложить большую длину ленты и тем самым увеличить производительность, не увеличивая размеров установки.
: 27
Формула изобретения
8ыхо горячгео газа
8foff горячего
