5 S
Изобретение относится к металлургии, а именно к способам термической обработки изделий из мартенеитноста- реющих сталей, предназначенных для работы при кри(тгет1Н111х температурах в условиях сложного напряженного состояния .
Цель изобретения - существенное по вьппение пластичности и обеспечение высоких прочностных характеристик.
Способ включает трехкратную закалку и старение, причем вторую закалку осуществляют из межкритического интервала температур, а третью - от температуры Ас,-f (АО-100)°С.
П р и м ер. Термообработке подвергали тонкостенные трубчатые изделия из стали Х11Н10М2Т.
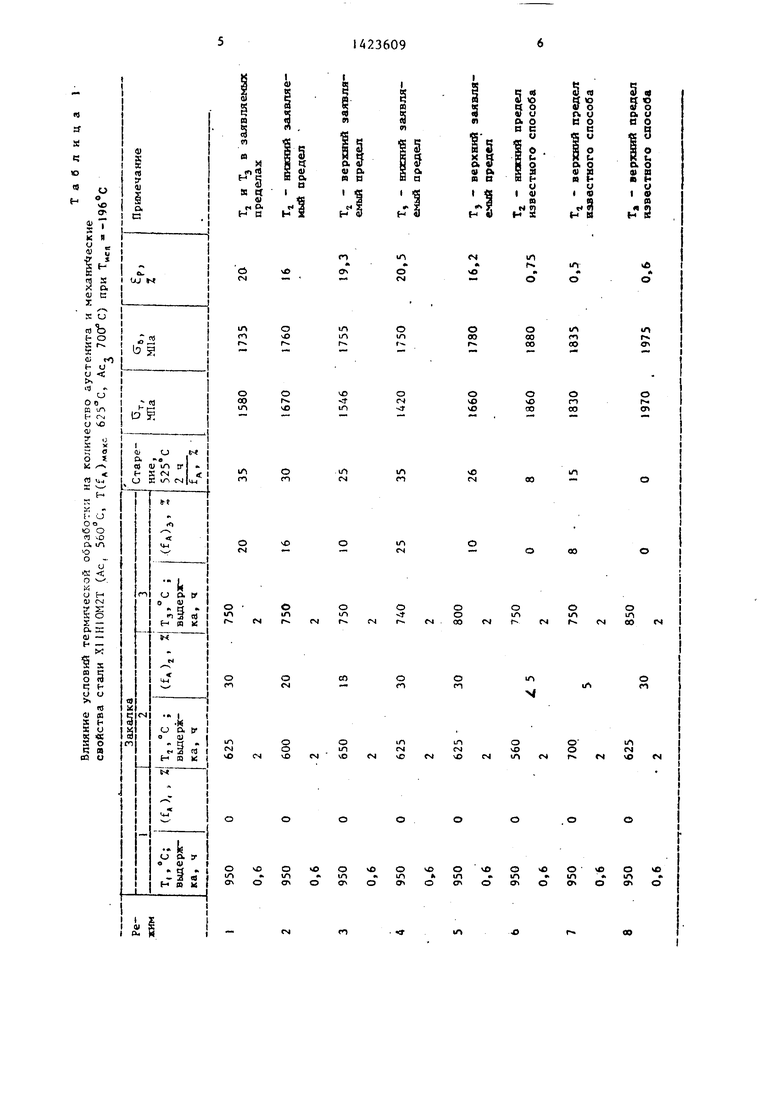
Термообработку проводили по следующим режимам: 1-й нагрев до , Выдержка 0,6 ч, охлаждение в воде, 2-й нагрев до 600-650°С, выдержка 2ч, охлаждение на воздухе, 3-й нагрев до 740-800 С, выдерг ка 2 ч, охлаждение в воде и старение при 500-525 С в течение 2 ч .
В табл.1 приведены режимы термической обработки и данные по количеству обратного аустенита fд, пределу текучести it прочности и величине максимальной равномерной пластической де формации р при температуре испытания стали Х11Н10М2Т, термообрабо- танной по предлагаемому (режим 1-5) и известному (режим 6-8, трехкратная закалка и старение) способам. Термообработка по известному способу одновременно является режимами, аыходя- дими за граничные условия предлагаемого способа.
Как видно из приведенных в табл.1 данных, структурно обоснованная (по количеству аустенита д) конкретизация температурных, пределов второй закалки и верхнего предела температуры нагрева третьей закалки режимы 1-3 позволила выявить Ka4ecTBeHH(j новые для мартенситностареющих статей сочетания характеристик прочности и пластичности при криогенных температурах испытания, связанных с повышением более чем в 20 раз деформативной способности, приближающейся по уровню к аустенитным сталям при одновременном превьяиении их предела текучести в 4 раза.
За пределами предлагаемого способа при нижнем пределе температуры вто0
5
0
5
0
5
0
5
0
5
рой закалки Т известного способа (режим 6) аустенит в структуре стали формируется в малом количестве, недостаточном для задержки после третьей закалки даже при температуре Tj, близкой к нижнему пределу предлагае™ мого способа. Связанное с присущей фазонаклепанному мартенситу, формирующемуся при третьей закалке, некоторое сн 1уг;ение температуры начала превращения при повторном нагреве, приводит к образованию в структуре состаренной стали до 8% аустенита. Однако по своему структурному СОС10ЯНИЗО и колттаеству он не может обеспечить реализацию цели предлагаемого способа и вместо fp 16-20% (реж1тма 1-5), Ер 0,75%.
При верхнем пределе Температуры второй закапки Т известного способа (рехсим 7) в структуре стали формируется небольшое количество (до 5%) фа- зонаклепанного остаточного аустенита и мартенсита. Присутствие остаточного аустенита расширяет температурный интервал зависимости f -Т при повторном нагреве, в результате чего после третьей закалки количество -фазы поЕзышается до 1 8%.Высоконаклепанная структура обраэ тощегося остаточного аустенита, пов1,1шая степень фазо- вого наклепа мартенсита, стимулирует смешение температуры начала Ы.- J превращения в область температур упрочняющего старения. Однако его структурное - -остояние и, количество не обеспечивают пласти рицирование стали, а развитие процесса старения способствует резкому счн;{ ению ее деформативной способност (Ср 0,5%). Верхний предел темпер; ту -. Ы третьей закалки Т известного способа (режим 3) обуславливает распад аустенита, задержанного после второй закалки, а следовательно, приводит к резкому снижению де Ъормативной способности стали при последующем упрочняющем старении
(ер 0,5%).
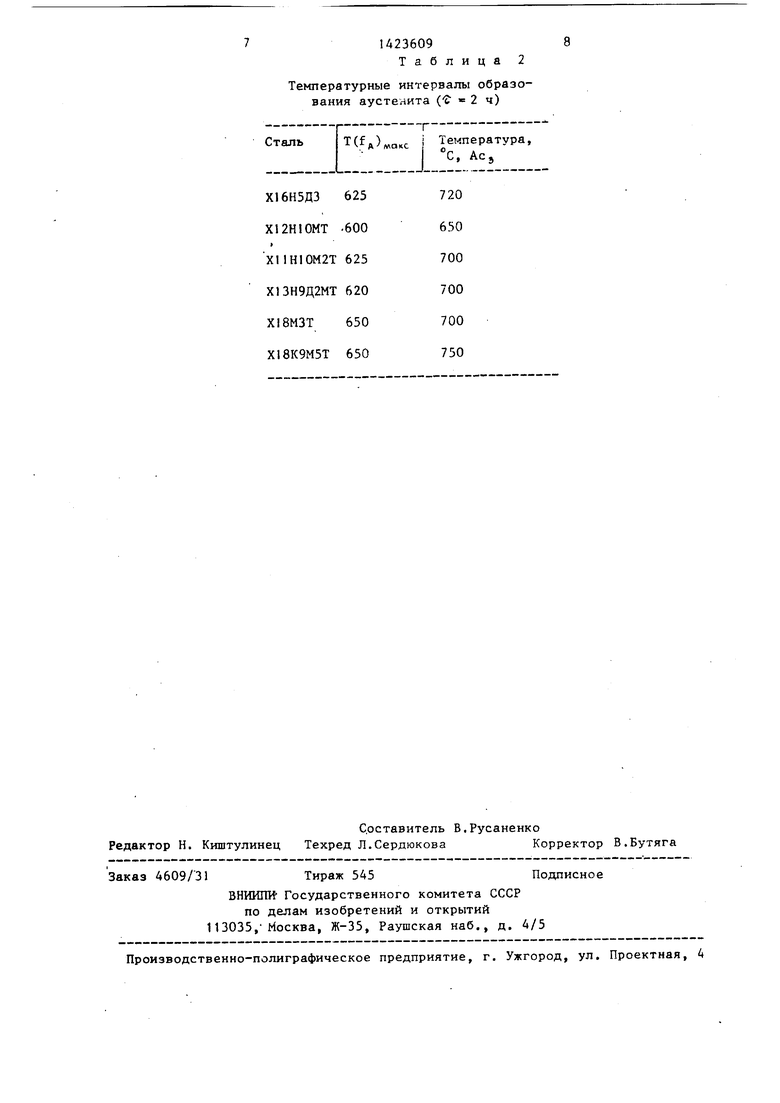
Предложенный в заявляемом способе новый температур1-1ый показатель оценки пределов температур Т, Т(д)д,акс (температура образования максимального количества стабилизированного аустенита) , а также используемый температурный критерий Ас,, для оценки пределов температур Tj зависят опрейе- лер:нььм образом от характера легирования .мартеиситностареюгдих сталей
(табл.2), что позволяет распространить предлагаемый способ на другие стали рассматриваемого класса.
Использование предлагаемого спооо- ба термической обработки позволяет существенно (в 20 раз) повысить ресурс низкотемпературной пластичности (р 16-20% после обработки по известному способу . 6р 0,5-0,75%). Актуальность и практическая ценность предлагаемого способа усиливаются для тонкостенных элементой конструкций, работающих при криогенных температурах, как правило, в условиях сложного напряженно1 о состояния. Выявленное для та ких изделий снижение деформа- тивной способности при понижении температуры испытания и при переходе от линейного к плоскому напряженному состоянию обуславливает необходимость существенного повышения ресурса пластичности при высоких показателях прочности. Обеспечение в результате осуществления предлагаемого способа резкого повышения ресурса пластичности до уровня аустенитных сталей при одновременном превышении их предела
текучести более чем в 4 раза позволяет расширить область применения мар- тенситностареющих сталей на случай высоконапряженных элементов конструк- ;,1;й криогенной техники при существенном повьппении их несущей способности, экспл- гатационной надежности и долговечности.
I
Формула изобретения
С.-особ термической обработки изделий криогенной техники из мартенсит- ностареющих сталей, включающий многократную закалку и старение, отличающийся тем, что, с целью повышения пластичности и обеспечения высоких прочностных характеристик, вторую закалку осуществляют из межкритического интервала температур в диапазоне T(f; ) ±25° С, третью - от температуры Ас, -t- (40-100) С, а старение проводят при температурах 25 500-525°С, обеспечивающих содержание в стали 25-35% аустенита, где Т(д)макс температура образования максимального количества стабилизиро-, ванного аустенита.
n
ON
1Л
о
CM
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки сварных соединений из мартенситностареющих сталей | 1980 |
|
SU1022996A1 |
| Способ термической обработки нержавеющих мартенситностареющих сталей | 1985 |
|
SU1321756A1 |
| Способ рентгенографического контроля ресурса пластичности мартенситностареющих сталей | 1986 |
|
SU1396024A1 |
| Способ рентгенографического контроля термической обработки мартенситностареющих сталей | 1982 |
|
SU1062578A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОРРОЗИОННО-СТОЙКИХ МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2013 |
|
RU2535889C1 |
| Способ рентгенографического контроля термической обработки мартенситностареющих сталей | 1991 |
|
SU1800336A1 |
| Литейная коррозионно-стойкая свариваемая криогенная сталь и способ ее получения | 2020 |
|
RU2778709C2 |
| Способ комбинированной обработкиСТАли | 1979 |
|
SU834160A1 |
| Способ термомеханической обработки мартенситностареющей стали | 1983 |
|
SU1129247A1 |
| Способ термической обработки нержавеющих мартенситностареющих сталей | 1984 |
|
SU1201328A1 |
Изобретение относится к металлургии, конкретнее к способам термической обработки изделий из мартен- ситностареющих сталей, предназначенных для работы при криогенных температурах в условиях сложного напряженного состояния. Целью изобретения является существенное повьшение пластичности и обеспечение высоких прочностных характеристик. Способ включает трехкратную закалку и старение, причем вторую закалку осуществляют из межкритического интервала температур, а третью - от температуры Ас С40- °С. Использование предлагаемого способа позволяет существенно повысить пластичность и эксплуатационную надежность высоконапряженных конструкций из мартенситностареющих: сталей. 2 табл. Id (Л
1Л
m
Г-
VC
f
in
1Л (N
О u-i r
c«
о
1Л ЧО
о чо о о о vo
irv LOfc1/1
ON о O о O о
о
1Л
f
о
VO v
О vO «3
о
n
О)
о
г- т
vO
CN
to
1Л CN
00
о о
00
О 1Л
f
о
1Л
f
о
1Л
оо
о m
1Л
4
1Л
о п
ш
Г-4 OСМ
о х
1Л
О
о
г
1Л
tM
(М О
м
л о
1Л
о OS
в
о so 1Л
f о
1А23609
Таблица 2
Температурные интервалы образования аустеиита ( 2 2 ч)
Х16Н5ДЗ 625
Х12Н10МТ .600
Х11Н10М2Т 625
Х13Н9Д2МТ 620
XI8M3T 650
Х18К9М5Т 650
| Способ термической обработки полуфабрикатов и готовых изделий из мартенситностареющих сталей | 1980 |
|
SU990835A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Бирман С.Р, Экономнолегированные мартенситностареющие стали | |||
| М.: Ме таллургия, 1974, с.155. | |||
