( to
со о
Изобретение относится к прокатному производству и может быть использовало в цехах по производству холоднокатаной ленты и листа с высокими требова- ниями по прочности и пластичности.
Цель изобретения - повьпиение прочностных и пластических свойств стальных полос.
В цехе холодной прокатки, содержащем пятиклетевой непрерывный стан 630 и одностопные колпаковые печи для обработки рулонов, производят полосы из стали марки 65Г толщиной после холодной прокатки 0,7-1,2 мм и шириной 250-465 мм. Относительное обжатие при прокатке составляет 45-50%. Натяжение полос при намотке на барабан моталки регулируют в пределах от нуля до 150 кН. После намотки полос в рулоны проводят их отпуск при 350-500°с.
После термообработки металл испытывают и определяют временное сопротивление разрыву (С) и относительное удлинение (S).
.В процессе холодной прокатки на различных рулонах устанавливают различные уровни натяжения и проводят отпуск 5 изменяя температуру нагрева.
Результаты испытания полос пред- ставлены в таблице.
Натяжение полосы при прокатке устанавливают в кН, определяют удельное натяжение (CJ) как от ношение натяжения к площади сечения полосы и определяют уровень натлжения (К) как отношение удельного натяжения к ус- ловкому пределу тек чести (G ) наматываемой . полосы.
Отклонение от предложенных режимов вызывает снижение прочности (опыты 2 и 8), либо приводит к частым порьгоам полосы и невозможности намотки ее в рулон (опыт 4), либо не удается получить требуем то пластичность полосы (опыт 6).
Намотка полос в рулоны с натяжением 0°, 68-0,85 предела текучести (известный способ) позволяет уменьшить
серповидность полос и их плоскостность. Однако сам по себе такой спо- соб производства стальных полос не обеспечивает сочетание высоких прочностных и пластических свойств, в первую очередь, при производстве полос из средне- .-и высокоуглеродистых марок сталей. После холодной прокатки и намотки полос в рулон с натяжением 0,6-0,9 предела текучести полосы толщиной 0,1- 1 , 2 мм из стали марки 65Г имеют временное сопротивление раз- рьгау (CJg) в пределах 800-900 МПа при относительном удлинении () 1-2%, т.е. полосы имеют низкую пластичность и недостаточную прочность.
При производстве стальных полос по предлагаемому способу, т.е. намотке с натяжением О, 4-0,9 предела текучести и последующей термообработке при 370-440°С, получают полосы с G 960- 1020 МПа при 54 10-12%, т.е. с сочетанием высокого уровня пластичности и прочности. Полосы с такими свойствами позволяют заменить менее прочные и пластичные полосы более прочными и пластичными с меньшей площадью поперечного сечения и тем самым получить экономию металла.
Формула изобретения
1.Способ производства стальных полос, преимущественно из средне- и высокоуглеродистых сталей, включающий холодную прокатку заготовки и намотку полос в рулоны с заданным натяжением, отличающийся тем что, с целью повышения прочностных и пластических свойств стальных полос, после намотки полос проводят их йт- пуск при 370-440°С.
2.Способ поп.1,отличаю- щ и и с я тем, что натяжение полос при намотке проводят при напряжениях 0,4-0,9 от предела текучести материала после холодной прокатки.
« «
Частые порьшы при прокатке.
Низкая пластичность полосы, требуется увеличение сечения полосы.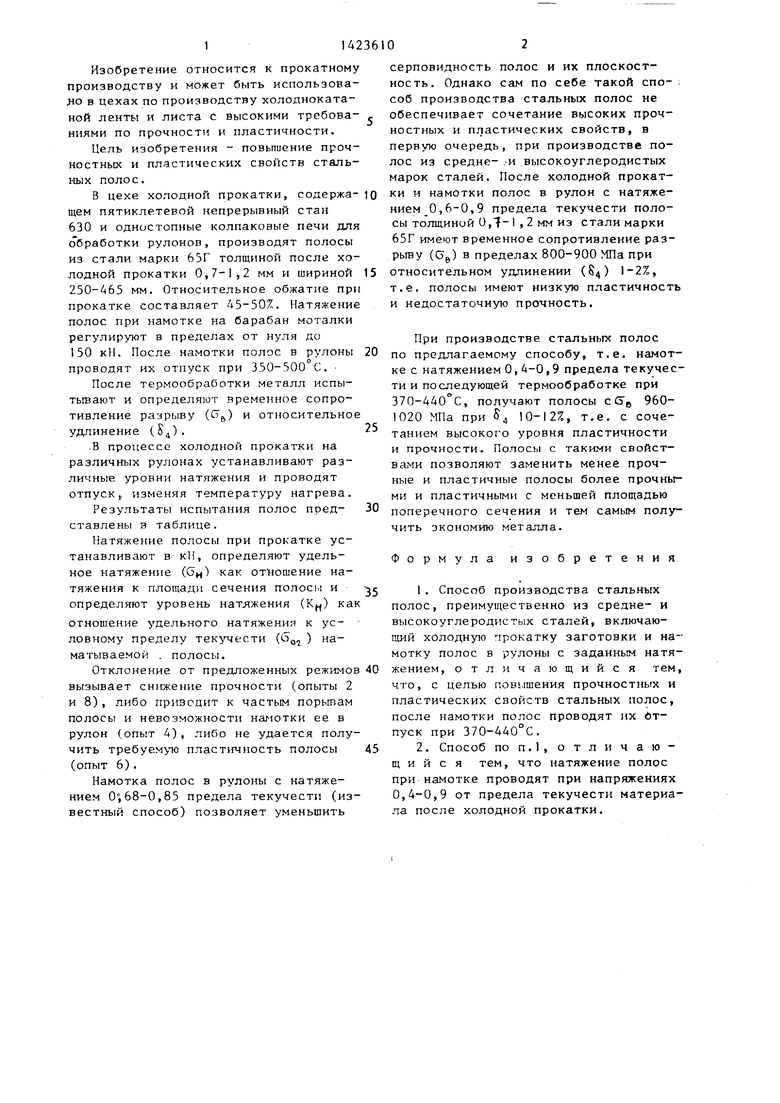
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ПОЛОСЫ (ВАРИАНТЫ) | 2011 |
|
RU2478729C2 |
| Способ изготовления листового проката | 1981 |
|
SU1011712A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ УПАКОВОЧНОЙ ЛЕНТЫ | 2013 |
|
RU2529325C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2007 |
|
RU2358025C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2008 |
|
RU2361934C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ СТАЛИ И ПИЛ, СТАЛЬ И ИЗДЕЛИЯ ИЗ НЕЕ | 2003 |
|
RU2235136C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ НИЗКОУГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ | 2000 |
|
RU2191080C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ВЫСОКОПРОЧНОГО ПРОКАТА РАЗЛИЧНЫХ КЛАССОВ ПРОЧНОСТИ ИЗ ДВУХФАЗНОЙ ФЕРРИТНО-МАРТЕНСИТНОЙ СТАЛИ | 2019 |
|
RU2718604C1 |
| Способ производства холоднокатаной ленты | 1987 |
|
SU1439135A1 |
| Способ изготовления холоднокатаной высокопрочной ленты | 1985 |
|
SU1258523A1 |
Изобретение относится к прокатному производству и может быть ис- пользовано в цехах по производству холоднокатаной ленты и листа с высокими требованиями по прочности и пластичности. Цель изобретения - повышение прочности и пластичности стальных полос. После холодной прокатки полосы наматывают в рулон с натяжением 0,4- 0,9 от предела текучести материала и в намотанном Состоянии проводят их отпуск при 370-440°С. 1 з.п. ф-лы, 1 табл.
| Способ прокатки полос | 1985 |
|
SU1242267A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
