Изобретение относится к обработке ;Металлов давлением и может быть ис- IПользовано при изготовлении винтовых фасонных профилей.
Целью изобретения является повы- :шение точности изготовления винтовых (фасонных профилей.
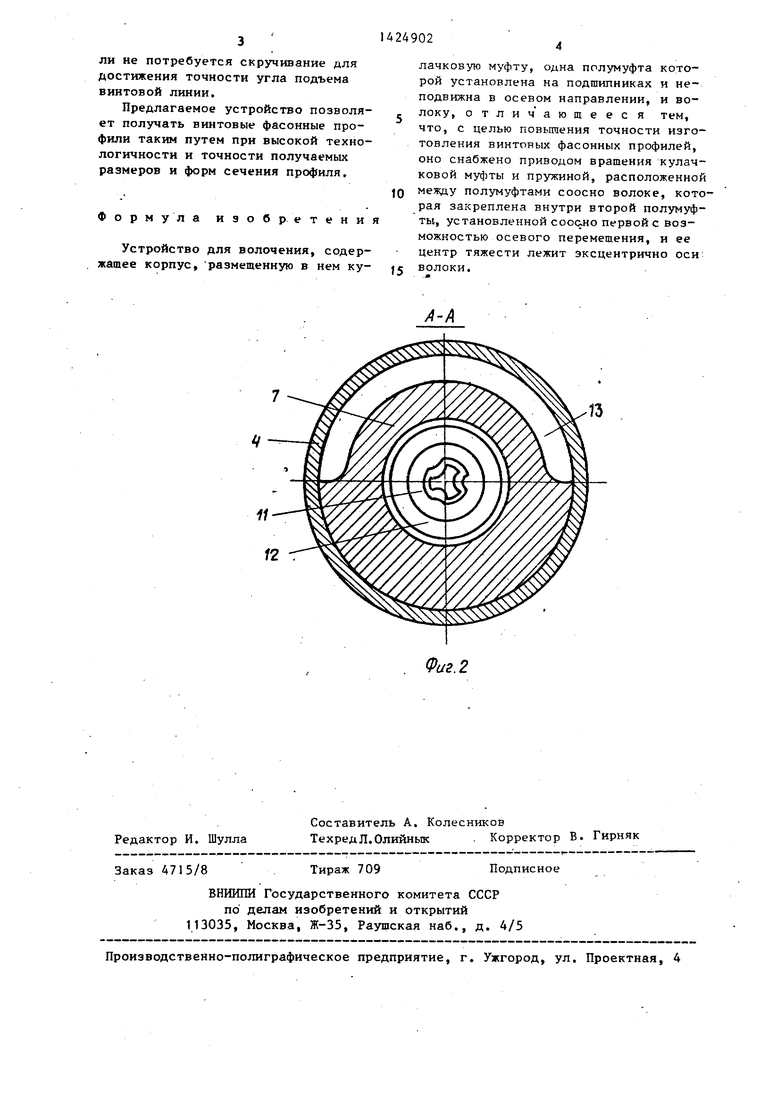
На фиг. 1 показано устройство волочения, обтий вид; на фиг. 2 - се- |чение А-А на фиг. 1,
Устройства для волочения содержит корпус 1, в полости которого установлены радиально-упорные подшипники 2
с КрЬШГКОЙ 3. Обоймой для ПОДШИПНИ-
ков служит одна полумуфта 4, неподвижная в осевом направлении.и враша- емая приводом через закрепленную на ней приводную шестерню 5. Эта полумуфта снабжена крышкой 6, фиксирую- шей другую полумуфту 7, расположен- . кую внутри и соосно первой полумуфте с возможностью возвратно-пос- тупательного перемещения в осевом направлении и подпружиненную пру-
жиной 8 в сторону, противоположную направлению волочения. Последняя упирается слева в выемку полумуфты 7, а справа в шайбу 9, скользящую- при вращении с пружиной по шайбе
(бронзовой) 10, запрессованной в корпус. Внутри полумуфты 7 закреплена волока 11 с обоймой 12,
С наружной стороны полумуфты 7 в верхней ее стороне (фиг, 2) выполнена выточка (паз 13). Это позволяет центр тяжести полумуфты сместить от оси и держать волоку с полумуфтой в постоянно одинаково ориентированном положении, Подпружиненность
одной полумуфты обеспечивает отключение ее от другой полумуфты постоянно, пока не начинается волочение.
Устройство работает следующим образом.
Включается электропитание привода вращения волоки 11 (не показан), устанавливается необходимая скорость вращения шестерни 5 с учетом получения заданного шага винтового профиля, который предполагается получать. При работающем приводе вращения полумуфта 4 постоянно вращается. Другая полумуфта 7 с волокой, подпружиненная в осевом направлении, находится вне зацепления с полумуфтой 4 .и поэтому неподвиткна (т.е. не вращается), В этом положении в волоку задается (вводится) заостренный конец профиля. Прихватывается этот конец зажимным устройством тянущей тележки. Включается привод тянущего устройства. Под действием тянущего усилия (передаваемого через заготовки и волоку) полумуфта 7 сжимает пружину 8 и кулачки (зубья) полумуфты 7 смыкаются с зубьями полумуфты 4. В этом крайнем (правом) положении полумуфты 7 начинается волочение и одновременно кручение заготовки. Так осуществляется процесс получения винтового фасонного профиля путем волочения заготовки через волоку с прямолинейными (параллельно оси) и винтовыми рабочими элементами с одновременным скручиванием профиля по мере выхода из волоки. Волочение может осуществляться через винтовую волоку и без скручивания заготовки, еели не потребуется скручивание для достижения точности угла подъема винтовой линии.
Предлагаемое устройство позволяет получать винтовые фасонные профили таким путем при высокой технологичности и точности получаемых размеров и форм сечения профиля.
Формула изобретения
Устройство для волочения, содержащее корпус, разметенную в нем ку
лачковую муфту, одна полумуфта которой установлена на подшипниках и неподвижна в осевом направлении, и волоку, отличающееся тем, что, с целью повышения точности изготовления винтовых фасонных профилей, оно снабжено приводом врашения кулачковой му(}зты и пружиной, расположенной между полумуфтами соосно волоке, которая закреплена внутри второй полумуфты, установленной соосло первой с возможностью осевого переметения, и ее центр тяжести лежит эксцентрично оси; волоки.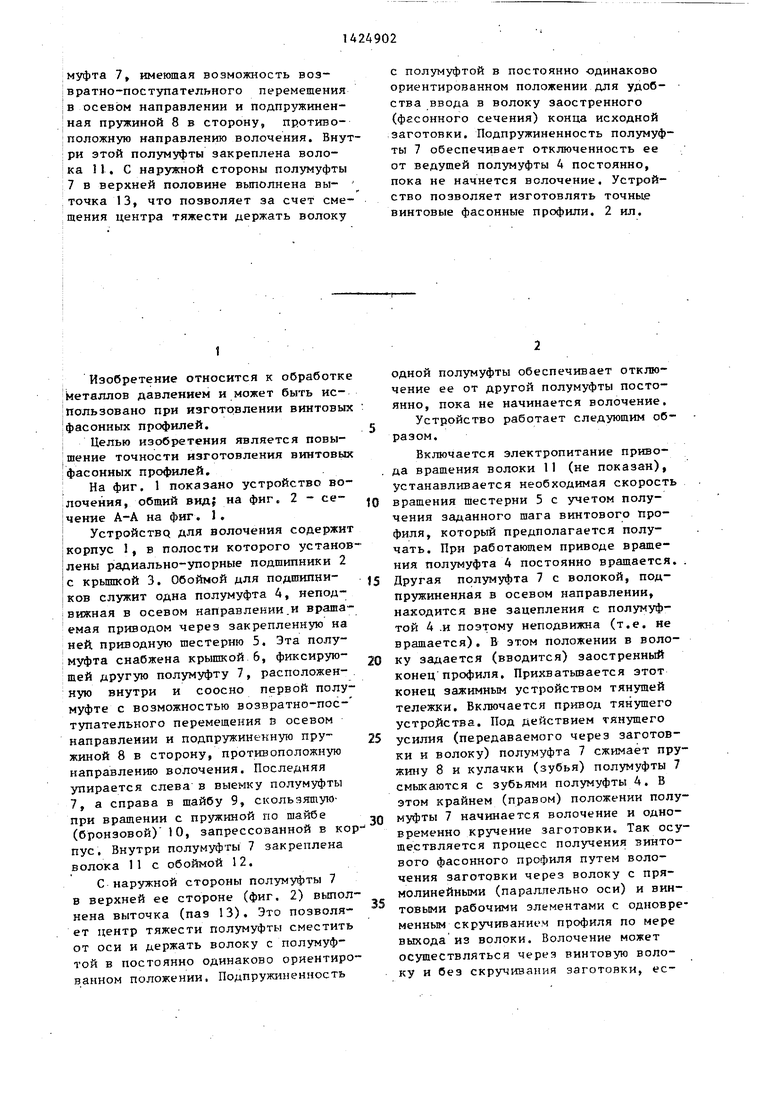
| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовая клеть | 1985 |
|
SU1258525A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1667960A2 |
| Составная волока | 1979 |
|
SU891191A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Универсальная прокатная клеть | 1986 |
|
SU1382513A2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ С ВОГНУТЫМИ ГРАНЯМИ | 1994 |
|
RU2074779C1 |
| Прокатная клеть | 1987 |
|
SU1507466A1 |
| Копировальная фрезерно-шлифовальная головка | 1987 |
|
SU1442335A2 |
| СПОСОБ ПРОИЗВОДСТВА СПИРАЛЬНЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2054981C1 |
| Волочильный стан | 1976 |
|
SU579056A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении волочением винтовых фасонных профилей. Цель изобретения - повьппение точное- ти изготовления винтовых фасонных профилей. Устройство включает корпус 1, в котором установлены радиально- упорные подшипники 2 с крьгажой 3. Обоймой для подшипников служит одна полумуфта 4, неподвижная в осевом направлении. На ней закреплена приводная шестерня 5. С внутренней стороны полумуфты 4 установлена полу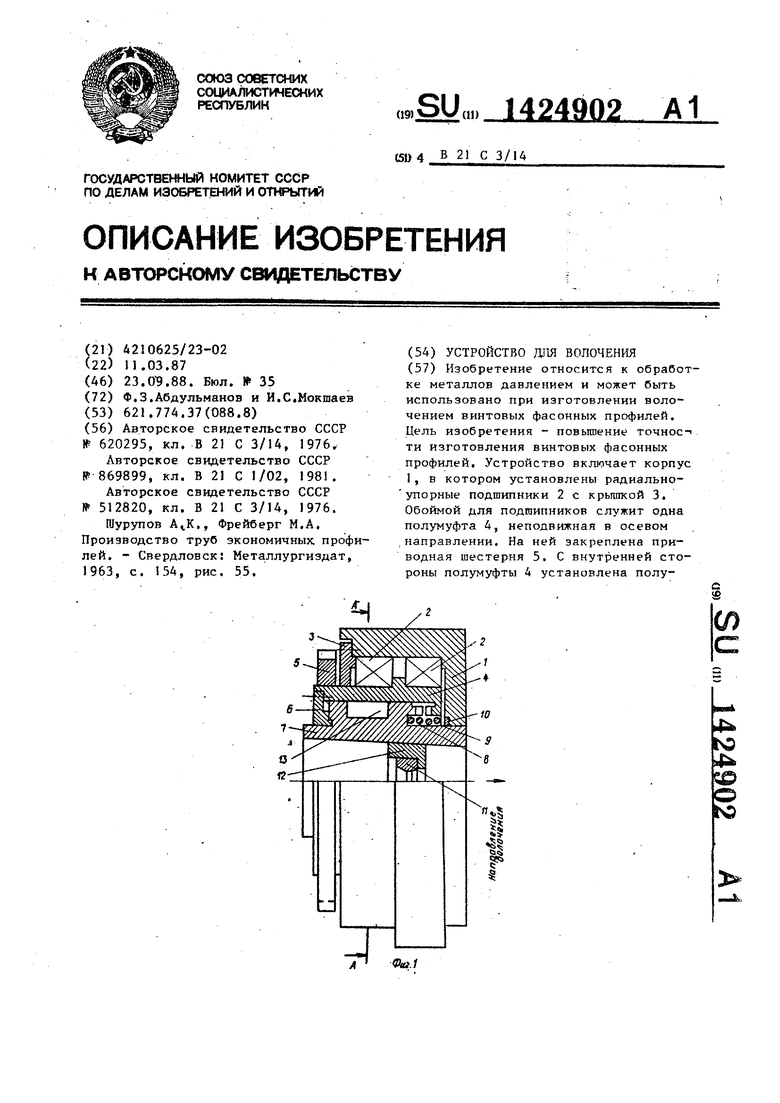
12 -.
Редактор И. Шулла
Составитель А. Колесников
Техред Л. Олийнык Корректор В. Гирняк
Заказ 4715/8
Тираж 709
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
13
Фиг. 2
Подписное
| Устройство для волочения профилей | 1976 |
|
SU620295A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для волочения изделий в режиме гидрадинамического трения | 1974 |
|
SU512820A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Шурупов ., Фрейберг М.А | |||
| Производство труб экономичных профилей | |||
| - Свердловск; Металлургиздат, 1963, с | |||
| Способ приготовления кирпичей для футеровки печей, служащих для получения сернистого натрия из серно-натриевой соли | 1921 |
|
SU154A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
