Изобретение относится к оборудованию для пластической деформации полос, лент, труб, сортовых и фасонных, в том числе высокоточных, профилей, а именно к кон- струкциям рабочих клетей прокатных станов, и является усовершенствованием изобретения по авт св. № 1585030.
Целью изобретения является повышение производительности путем снижения трудозатрат по настройке клети.
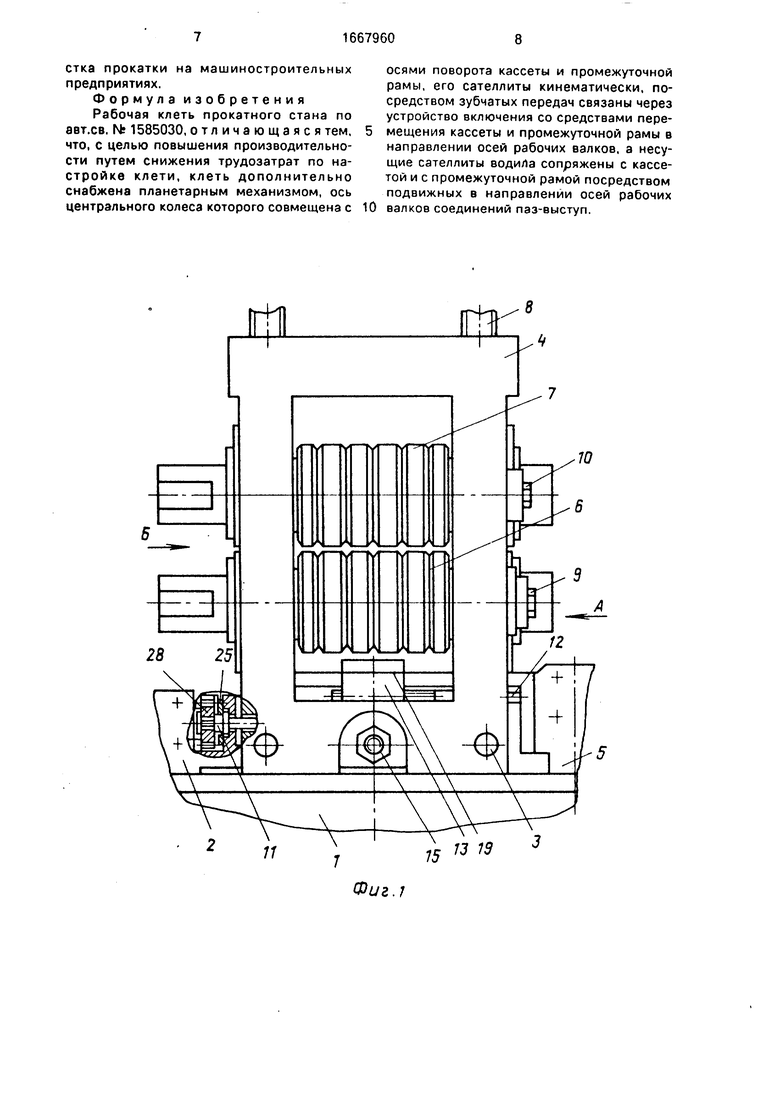
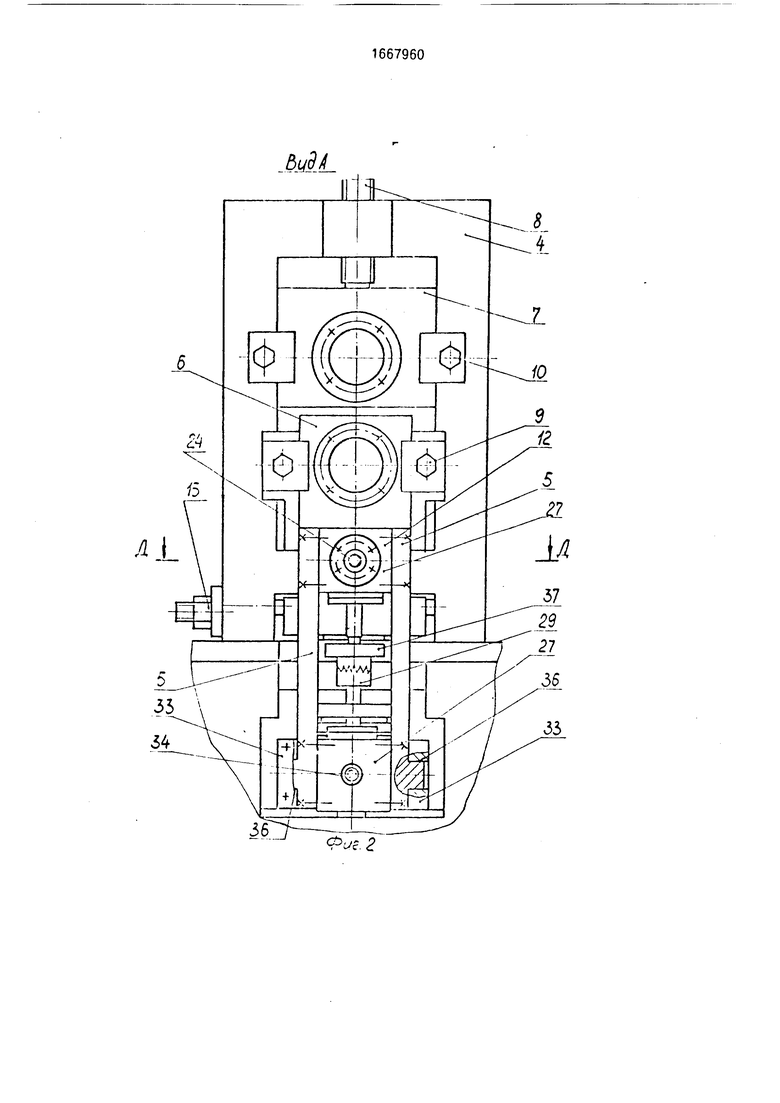
На фиг. 1 приведена рабочая клеть прокатного стана, вид по оси прокатки; на фиг.
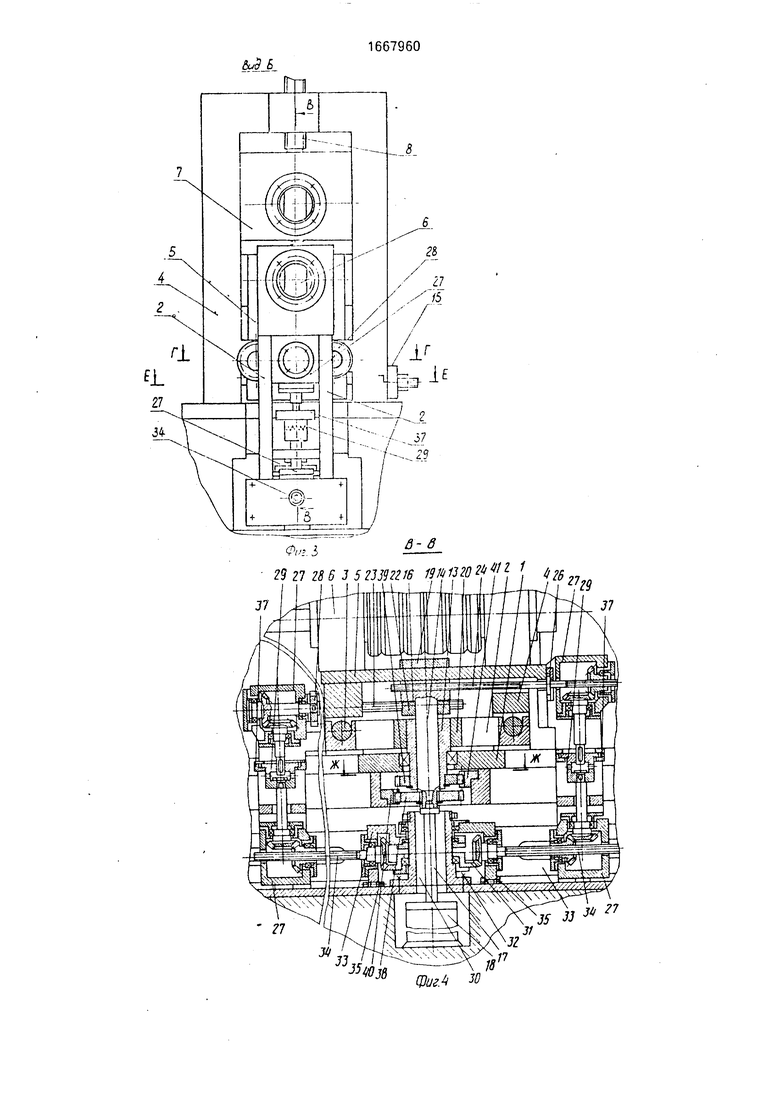
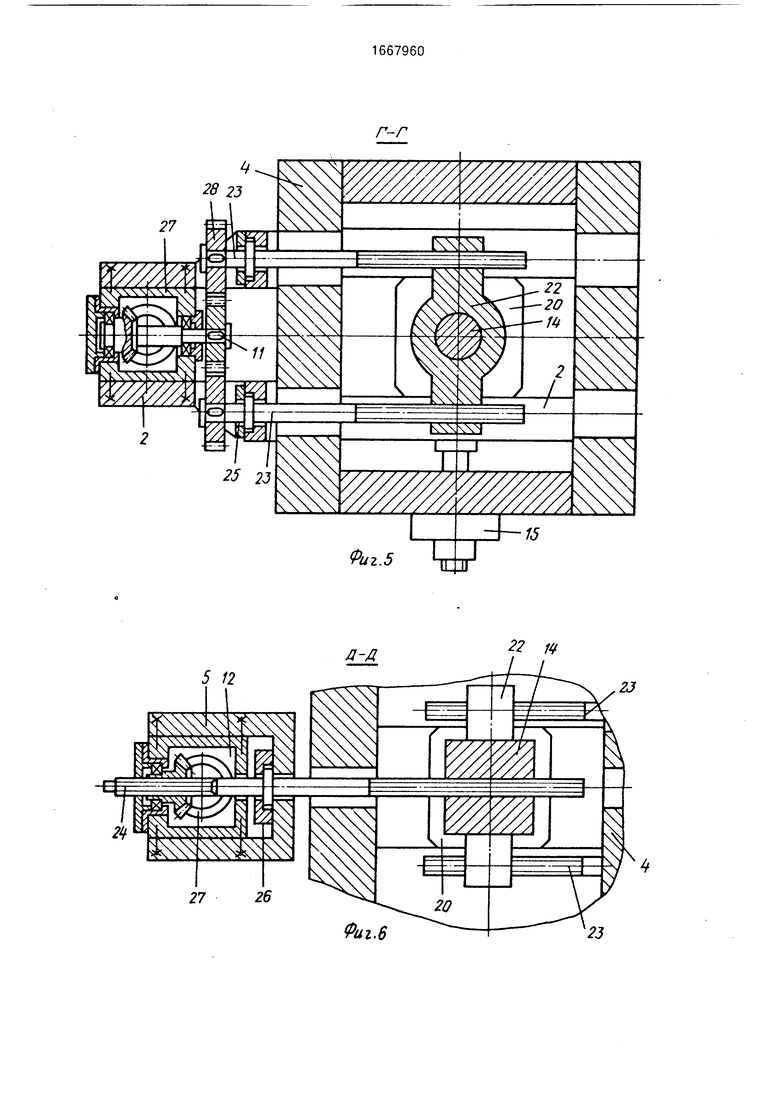
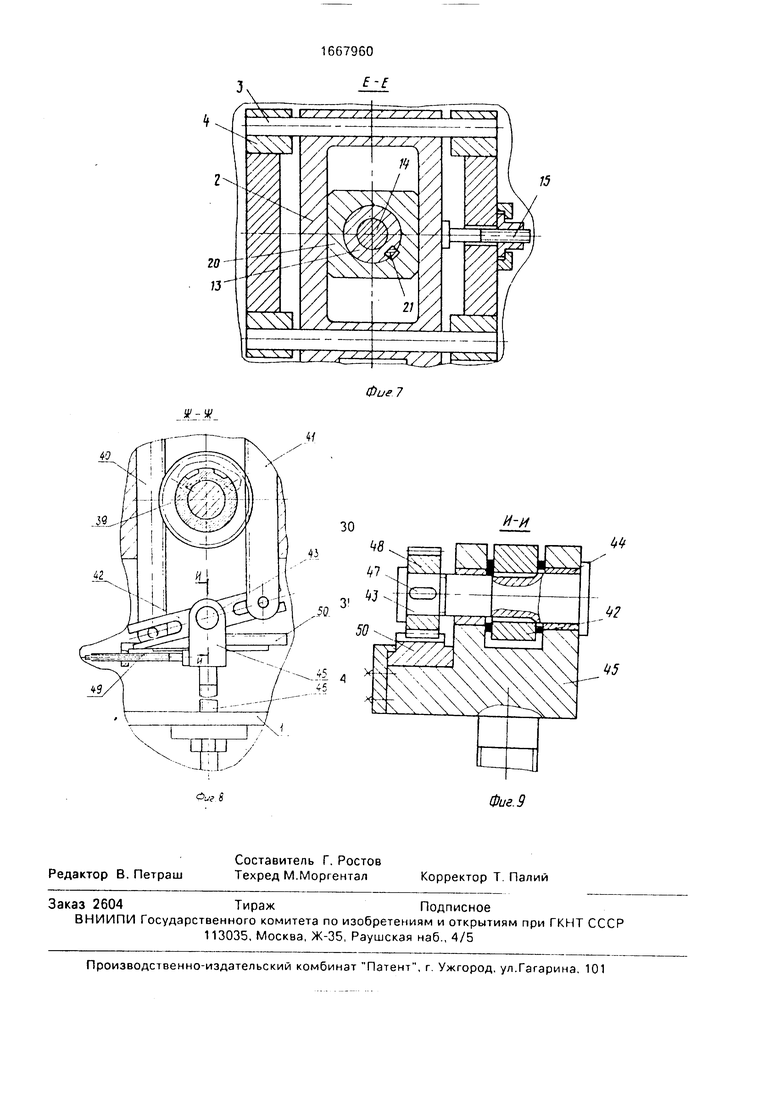
2 вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг 3; на фиг. 5 - разрез Г-Г на фиг. 3; на фиг 6 - разрез Д-Д на фиг. 2; на фиг. 7 - разрез Е-Е на фиг 3; на фиг 8 - разрез Ж-Ж на фиг. 4, на фиг. 9 - разрез И-И на фиг. 8.
Рабочая клеть прокатного стана содержит установленную на пЛитовине 1 с возможностью поворота в горизонтальной плоскости промежуточную раму 2, смонтированную в открытых пазах промежуточной рамы 2 с помощью цилиндрических направО
io
ч|
ч о о
Ј
ляющих 3, параллельных оси прокатки, станину 4 с поворотной в горизонтальной плоскости кассетой 5, размещенные в кассете 5 и станине 4 соответственно нижний и верхний рабочие валки 6 и 7, устройства радиальной регулировки 8 и осевого относительно кассеты 5 и станины 4 направления 9 и 10 нижнего и верхнего рабочих валков 6 и 7, средства 11 и 12 перемещения промежуточной рамы 2 и кассеты 5 относительно их осей 13 и 14 поворота в направлении осей рабочих валков 6 и 7, выполненные в виде передачи винт-гайка средства 15 перемещения станины 4 вдоль осей цилиндри ческих направляющих 3, средства 16 поворота 13 и 14 и жестко связанный с осью 14 поворота кассеты 5 шток 17 гидрозажима 18 клети.
Связь оси 14 поворота с кассетой 5 осуществляется с помощью подвижного в направлении осей рабочих валков 6 и 7 соединения паз-выступ и крышки 19, а оси 13 поворота, выполненной полой, охватывающей ось 14 и соосной с промежуточной рамой 2 - посредством ползуна 20, зафиксированного от поворота на оси 13 шпонкой 21 и сопрягаемого с промежуточной рамой 2 с помощью идентичного описанному выше соединения паз-выступ.
Средства 11 и 12 перемещения промежуточной рамы 2 и кассеты 5 в направлении осей рабочих валков 6 и 7 включают в себя передачи винт-гайка, резьбовые отверстия которых, имеющие равные по величине шаги, но противоположные направления винтовых линий, выполнены в оси 14 поворота кассеты 5 и обойме 22, установленной с возможностью независимого поворота на оси 14, а сопрягаемые с ними винты 23 и 24 смонтированы с помощью буртов и крышек 25 и 26 в расточках соответственно промежуточной рамы 2 и кассеты 5. Винты 23 и 24, кинематически посредством одноступенчатых конических редукторов 27, цилиндрических зубчатых передач 28 управляемых муфт 29 включения и планетарного механизма 30, которыми дополнительно оборудована клеть, связаны между собой. При этом передаточные числа одноступенчатых конических редукторов 27 равны между собой, а передаточные числа цилиндрических зубчатых передач 28 равны 1.
Центральное колесо 31 планетарного механизма 30 смонтировано на полой, охватывающей шток 17 гидрозажима 18 клети и соосной осям 13 и 14 поворота оси 32, а водила 33, несущие сателлиты 34 - на оси 32 и в кольцевых направляющих 35, при этом водила 33 сопряжены соответственно с промежуточной рамой 2 и кассетой 5 с возможностью взаимного перемещения в направлении осей рабочих валков 6 и 7 посредством соединений 36 паз-выступ, а хвостовика сателлитов 34 сопряжены с расточками конических колес одноступенчатых редукторов 27, жестко связанных соответственно с промежуточной рамой 2 и кассетой 5 посредством подвижных, например, шли- цевых соединений.
0 Для управления средствами перемещения промежуточной рамы 2 и кассеты 5 клеть снабжена системами рычагов управления (не показано), взаимодействующими с втулками 37, смонтированными на муфтах
5 29 включения.
На хвостовиках осей13 и 14 поворота посредством, например, шлицевых соединений установлены шестерни 38 и 39 средств поворота промежуточной рамы 2 и
0 кассеты 5 выполненные с идентичными друг другу геометрическими параметрами и образующие зацепления с расположенными с противоположных сторон от разноименных шестерен 38 и 39 рейками 40 и 41.
5 Рейки 40 и 41 шарнирно смонтированы на поворотном коромысле 42, ось 43 поворота которого жестко связана с коромыслом и размещен;) в подшипниках 44 корпуса 45, снабженного средствами 46 перемещения в
0 виде передачи винт-гайка.
На хвостовике оси 43 с помощью шпонки 47 закреплена шестерня 48, образующая зацепление с подвижной от передачи 49 винт-гайка рейкой 50.
5Для осуществления контроля величин
перемещений нижнего и верхнего валков 6 и 7 и их углов поворота в горизонтальной плоскости средства перемещения 11, 12 и 15 и поворота 16 оборудованы лимбами и
0 кожухами (не показано).
Рабочая клеть прокатного стана работает следующим образом.
Для установки (корректировки) заданного взаимного осевого положения рабочих валков 6 и 7 полумуфта одной из управляе5 мых муфт 29 включения посредством системы рычагов (не показано) и втулки 37 выводятся из торцового, например, кулачкового зацепления с другой полумуфтой и, вращая винт 24 средств перемещения 12
0 кассеты 5 з направлении осей рабочих валков б и 7, кассета 5 с жестко связанными с ней нижним рабочим валком 6 устанавливается в положение, обеспечивающее требуемую точность настройки взаимного осевого
5 положения рабочих валков 6 и 7,
Для установки соосности оси прокатки, пересекающей оси 13 и 14 поворота, оси калибра (изменения осевого положения комплекта рабочих валков 6 и 7 по отношениюкосям 13 и 14 поворота полумуфты каждой из управляемых муфт 2У включения посредством системы рычагов (не показано) и втулок 37 вводится во взаимное торцовое, например, кулачковое зацепление. Далее вращением винта 24 кинематически, посредством одноступенчатых конических редукторов 27, цилиндрических зубчатых передач 28, управляемых муфт 29 включения и планетарного механизма 30, связан- ных с винтами 23, промежуточную раму 2 со станиной 4 и верхним рабочим валком б одновременно и согласованно по величине и направлению с перемещением кассеты 5 с нижним рабочим валком 6 устанавливают в заданное положение.
Встречный разворот осей рабочих валков 6 и 7, выполняемый, например, для компенсации разнотолщинности полосы по ее ширине либо для формированием раската одновременно с его скручиванием с целью исключения кантующей арматуры при использовании клети в составе непрерывной группы клетей, либо для уменьшения скручивания прокатанной полосы, производит- ся с помощью средств 46 перемещения корпуса 45 при выведенных из взаимно торцового, например, кулачкового зацепления полумуфтах управляемых муфт 29 включения. 8 результате этого рейки 40 и 41 пол- учают равные по величине и направлению осевые перемещения, а шестерни 38 и 39 и, соответственно, продольные оси рабочих валков 6 и 7 и сателлитов 34 поворачиваются относительно друг друга на равные по величине, но противоположные по знаку углы.
Совместный однонаправленный поворот рабочих валков 6 и 7, выполняемый, например, для уменьшения саблевидности полосы в горизонтальной плоскости, производится (полумуфты управляемых муфт 29 включения выведены из взаимного торцового, например, кулачкового зацепления) поворотом коромысла 42 с помощью передачи 49 винт-гайка. При этом рейки 40 и 41 получают равные по величине, но противоположные по знаку осевые перемещения, а шестерни 38 и 39 и, следовательно, продольные оси рабочих валков 6 и 7 и сателли- тов 34 поворачиваются относительно друг друга на равные по величине и знаку углы.
Заданное смещение вертикальных осей противорасположенных рабочих валков 6 и 7 в направлении оси прокатки, выполняв- мое, например, для уменьшения саблевидности полосы в вертикальной плоскости или улучшения условий захвата, осуществляется средствами 15 перемещения станины 4 вдоль оси прокатки.
По завершении операций по установке заданных осевых положений рабочих валков 6 и 7 и ориентировке их осей включением гидрозажима 18 за счет создания рабочей жидкостью усилия на поршне, пре4 О О р
вышающего усилия 1,2 Рг и ,
где Рг- радиальная составляющая от усилия прокатки; Р0 - осевая составляющая от усилий прокатки, f - коэффициент трения кинематической пары (соединения пэз-выступ); G - вес кассеты 5 с нижним рабочим валком 6, осуществляется предварительное нагру- жение элементов клети по оси и высоте (шток 17 жестко связан с осью 14, взаимодействующей с кассетой 5 посредством крышки 19).
После соединения рабочих валков 6 и 7 с шпинделями включают привод клети и прокатывают пробную полосу. В случае необходимости производят корректировку взаимного положения рабочих валков 6 и 7 и приступают к прокатке всей партии профилей.
Положительный эффект по сравнению с основным изобретением состоит в повышении производительности, что достигается путем снижения трудозатрат по настройке клети за счет выполнения операций по осевому перемещению рабочих валков относительно их осей поворота (оси прокатки) одновременным согласованным по величине и направлению перемещением рабочих валков, а также за счет исключения из цикла операций по настройке клети, обязательной к исполнению в качестве завершающей (после осуществления операций по осевому перемещению валков) операции по регулировке их взаимного осевого положения.
Следует отметить, что обеспечение кинематической связи средств перемещения кассеты и промежуточной рамы в направлении продольных осей рабочих валков независимо от их угловой ориентировки позволяет осуществлять операции по установке валков в любой последовательности и за счет этого существенно сократить трудозатраты по постройке клети.
Изобретение позволяет за счет снижения трудозатрат на настройку клети в зависимости от маркопрофилесортамента и монтажности партий на 5...12% повысить производительность и может быть использовано в техническом проекте рабочей клети прокатного стана, предназначенного для производства рациональных заготовок деталей в условиях специализированного участка прокатки на машиностроительных предприятиях.
Формула изобретения Рабочая клеть прокатного стана по авт.св. № 1585030, отличающаяся тем, что, с целью повышения производительности путем снижения трудозатрат по настройке клети, клеть дополнительно снабжена планетарным механизмом, ось центрального колеса которого совмещена с
0
осями поворота кассеты и промежуточной рамы, его сателлиты кинематически, посредством зубчатых передач связаны через устройство включения со средствами перемещения кассеты и промежуточной рамы в направлении осей рабочих валков, а несущие сателлиты водила сопряжены с кассетой и с промежуточной рамой посредством подвижных в направлении осей рабочих валков соединений паз-выступ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть прокатного стана | 1988 |
|
SU1724399A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1585030A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Прокатный стан | 1988 |
|
SU1600876A1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1378962A2 |
| Рабочая клеть прокатного стана | 1989 |
|
SU1623807A1 |
| Рабочая клеть прокатного стана | 1987 |
|
SU1433511A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
Изобретение относится к оборудованию для пластической деформации полос, лент, труб, например сортовых и фасонных, в том числе высокоточных профилей. Цель - повышение производительности путем снижения трудозатрат по настройке клети. Совмещение оси центрального колеса планетарного механизма с осями и поворота кассеты и промежуточной рамы обеспечивает постоянную кинематическую связь их средств перемещения независимо от взаимного углового положения продольных осей рабочих валков. Выполнение сопряжений водил с кассетой и промежуточной рамой посредством подвижных в направлении продольных осей рабочих валков соединений паз - выступ независимо от взаимного осевого положения осей поворота, пересекающих ось прокатки, и противорасположенных рабочих валков обеспечивает возможность выполнения операции, например, "перехода" на формоизменение полосы в соседнем калибре одновременными, равными по величине и направлению перемещениями кассеты и промежуточной рамы вдоль продольных осей рабочих валков. Оборудование каждого из сателлитов устройствами их включения с соответствующими средствами перемещения промежуточной рамы и кассеты позволяет осуществлять корректировку углового в горизонтальной плоскости положения продольных осей рабочих валков без нарушения их взаимного осевого положения, что также обеспечивает снижение трудозатрат по настройке клети. 9 ил.
70
LI
U Я
1C
юа
91 UKil S f 9 S2 Ll 6Z
ff-ff
f
LI it
f- 0
0961991
28 23
д-д
5 12
27
Фиг.6
Риг.5 Лп
40
Е-С
45
