Изобретение относится к обработке металлов давлением и может быть использовано в заготовительных производ ствах машиностроительных и инстру ментальных заводов для разделения пруткового материала.
Цель изобретения - повышение дежности штампа для резки прутка и качества отрезаемых заготовок,
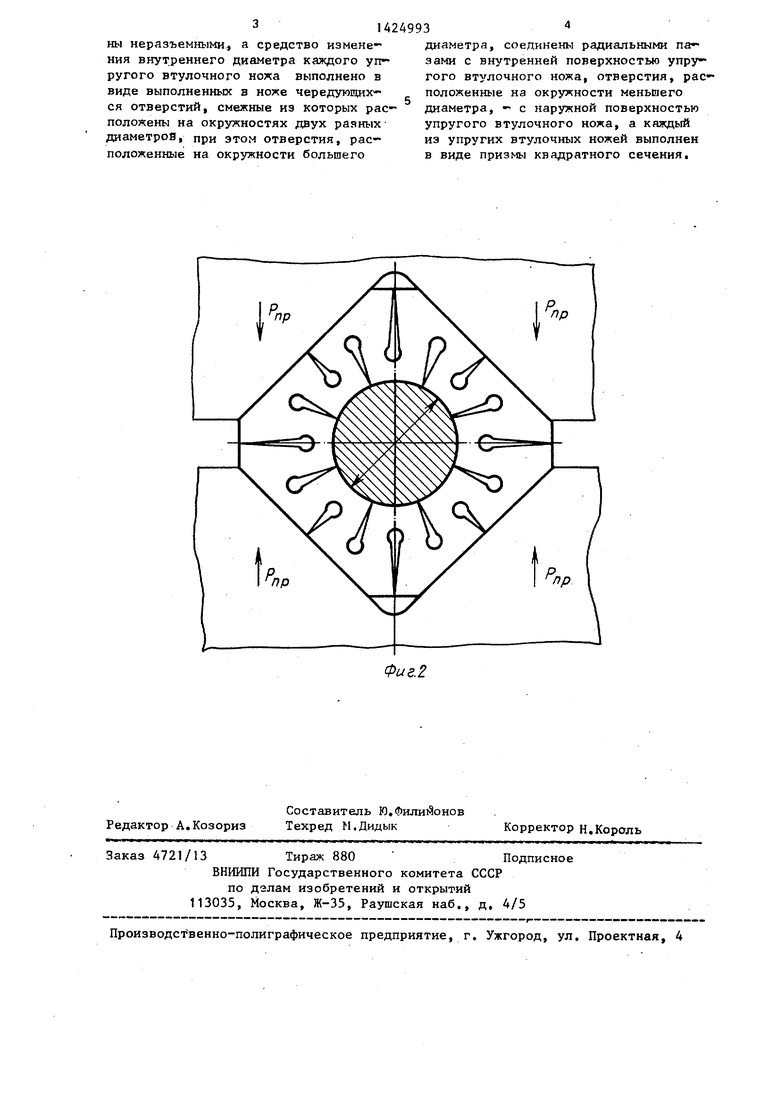
На фиг.1 изображен блок рабочего инструмента, вид со стороны плоскости реза; на фиг.2 - то же, в положении обжатия прутка и резки.
Каждый из блоков рабочего инстру- мента к штампу для резки пруткового материала состоит из зажимных вкладышей 1 и 2, в клиновых вырезах 3 которых установлен упругий втулочный нож 4, выполненньй в виде призмы квадратного сечения, имеющий калибр 5 под пруток 6.
Упругий втулочный нож 4 снабжен средством изменения его внутреннего диаметра, выполненным в виде отверс- тий 7, расположенных на окружности двух разных диаметров, I При этом часть отверстий 7 соеди- I иены радиальными пазами 8 с внутрен- ;ней поверхностью упругого втулочного ножа 4, а другая часть - с наружной поверхностью.
i В инструменте должно быть соблюдено соотношение
КО Т-ь пд-,
|где D - средний диаметр канала встав ; ки в свободном состоянии;
d - диаметр канала в сжатом состоянии вставки; п - число разрезов внутри канала 8 - ширина разреза. Диаметр канала в сжатом состоянии для прутка, имеющего номинальный диаметр d , выбирается из соотношения
d
-fгде Л - полный допуск по диаметру на сортамент прутка.
Участки поверхности калибра 5, заключенные между соседними радиальными пазами 8, имеют кривизну, радиус которой равен половине диаметра калибра 5 в сжатом состоянии упругого втулочного ножа 4.
Рабочий инструмент работает еле- дуюрщм образом.
д
5 0
5 д
0
Q
с
Пруток 6. подают в калибр 5 упругого втулочного ножа 4 обоих блоков на необходимое для получения заготовки расстояние.
При сжатии штампа (не показан) зажимные вкладыши 1 и 2 каждого из блоков прижимаются один к другому.
Клиновые, вырезы 3 взаимодействуют с гранями упругого втулочного ножа
4,составляющие усилия сжатия зажимных вкладьшей 1 и 2, нормальные к этим граняг, приводят к сближению краев радиальных пазов 8 и стягиванию внутренней поверхности калибра
5.Дальнейшая работа инструмента зависит от действительного диаметра разрезаемого прутка 6, Если диаметр прутка 6 близок к номиналу или имеет небольшое минусовое отклонение, смыкание краев радиальных пазов 8 и радиальное обжатие прутка 6 происходят одновременно ( фиг.2/. В металле прутка 6, примыкающем к зоне реза, создается объемное напряженное состоя- . ние, его пластичность повьпаается и при движении блоков один относительно другого при возрастании сдвигающего./усилия в штампе происходит отрезка заготовки.
При небольших отклонениях диаметра прутка 6 от номинала в большую сторону инструмент работает следующим образом.
При стягивании внутренней поверхности калибра 5 первыми на пруток 6, имеющий больший радиус кривизны поверхности, ложатся края радиальных пазов 8. При росте давления в упругом втулочном ноже 4 участки поверхности калибра 5, заключенные между соседними радиальными пазами 8, разгибаются на прутке, что способствует смыканию краев разрезов.
В дальнейшем рабочий инструмент работает, как описано выше.
Формула изобретения
Рабочий инструмент к штампу для резки.пруткового материала, содержащий блоки, расположенные по обе сто- роны относительно плоскости реза, каждый из которых включает зажимные вкладьппи и упругий втулочный нож со средством изменения его внутреннего |Диаметра, отличающийся тем, что, с целью повышения надежности и улучшения качества отрезаемых заготовок, упругие ножи выполнены неразъемными, а средство изменения внутреннего диаметра каждого упругого втулочного ножа выполнено в виде выполненных в ноже чередующихся отверстий, смежные из которых расположены на окружностях двух разных диаметров, при этом отверстия, расположенные на окружности большего
диаметра, соединены радиальными пазами с внутренней поверхностью упругого втулочного ножа, отверстия, рас положенные на окружности меньшего диаметра, - с наружной поверхностью упругого втулочного ножа, а каждый из упругих втулочных ножей выполнен в виде призмы квадратного сечения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОТРЕЗКИ ЗАГОТОВКИ | 1992 |
|
RU2109602C1 |
| Штамп для резки пруткового материала | 1975 |
|
SU551130A1 |
| Штамп для резки пруткового материала | 1985 |
|
SU1303290A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1998 |
|
RU2129935C1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1992 |
|
RU2015863C1 |
| Штамп для закрытой отрезки и высадки стержневых изделий | 1987 |
|
SU1440596A1 |
| Штамп для резки пруткового материала на мерные заготовки | 1974 |
|
SU516479A1 |
| СПОСОБ ОТРЕЗКИ ОТ ПРУТКА ЗАГОТОВОК | 1999 |
|
RU2147493C1 |
| Штамп для резки прутка | 1981 |
|
SU1006104A1 |
| Способ разделения сортового проката | 1989 |
|
SU1731475A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительньпс производствах машиностроительных и инструментальных заводов. Цель - повышение надежности и качества отрезаемых заготовок. При резке прутка номинальноге диаметра или с минусовым отклонением от диаметра, смыкание краев радиальных пазов 8 и радиальное обжатие прутка 6 происходят одновременно. В металле прутка 6 создается объемное напряженное .состояние, его пластичность повышается, и при движении бло ков друг относительно друга при возрастании сдвигающего усилия в штампе происходит отрезка заготовки. При отклонениях диаметра прутка 6 от номинала в большую сторону при стягивании внутренней поверхности калибра 5 первыми контактируют с прутком края радиальных пазов 8. При росте давления в упругом втулочном ноке 4 участки поверхности калибра 5, заключенные между соседними радиальными пазами 8,i разгибаются на прутке, что способствует смыканию краев разрезов. 2 ил. i (Л 1 4 to 4 СО со со ФигЛ
Фиг. 2
| Штамп для резки профильного материала | 1983 |
|
SU1100052A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
