ND СЛ
О 00
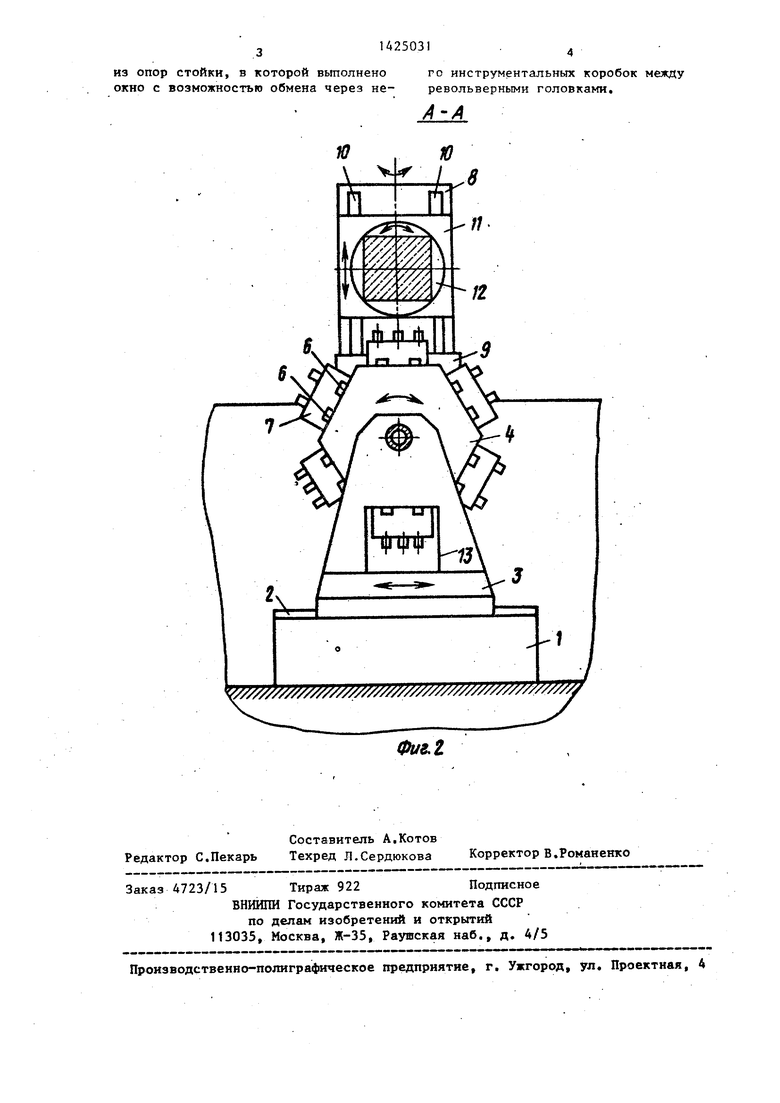
Изобретение относится к станкостроению и может быть использовано для работы с переналадкой на обработ- :Ку деталей малых и средних размеров в серийном, среднейерийном и мелко- серийном производстве, f Цель изобретения - увеличение про- |Изводительности станка за счет улуч- 1шения отвода стружки из зоны резания, i На фиг. 1 показан станок, общий |вид; на фиг. 2 - разрез А-А на фиг И, j Станок состоит из станины-основания 1, по горизонтальным направляющим 2 которого перемещается силовой инструментальный, агрегат 3 с двук- опорной стойкой, на которой смонтирована основная револьверная головка А. Для случая, когда вместительности основной револьверной головки 4 недостаточно, установлена дополнительная револьверная головка-магазин 5, причем револьверная головка-магазин 5 устанавливается консольно с внешней стороны двухопорной стойки и со- осир основной револьверной головке 4 На револьверных головках 4 и 5 при :помощи направляющих 6 установлены многошпиндельные инструментальные коробки 7, Поворотная стойка 8 смонтя - :рована на основании 9 и имеет вертикальные направляющие 10, по которы - может перемещаться подвижный стол 1 1 с установленным на нем поворотным рабочим столом 12 с горизонтальной осью вращения, при этом поворотный рабочий стол i 2 установлен над основным агрегатом 3.
На наружной опоре стойки револьверной головки выполнено окно 13,через которое осуществляется транспортировка многошяиндельных инструментальных коробок с основной револьверной головки 4 на дополнительнуго ре- вольвернузо головку-магазин 5 и обрат- но,
. Обработка на станке осуществляется следующим образом
Деталь закрепляется на поворотном столе 12, обращенном от станка, что облегчает установку детали и повьша- ет безопасность обслуживания. Затем гфоисходит поворот стойки .8 с- последующим зажимом .и деталь располагается в зоне резания. Подвижный стол 12 перемещается по направляющим 10 поворотной стойки 8,
Очередная коробка, требующаяся для обработки,, поворотом основной ре0
5
0
5
0
5
5
0
5
вольверной головки 4 переносится в верхнюю позицию. Силовой инструментальный агрегат 3 перемещается по направляющим 2 основания 1.
Дпя смены коробки используется поворот основной револьверной головки. Вращение поворотного стола 12 вокруг горизонтальной оси позволяет обрабатьгаать деталь с четырех сторон,
Дополнительные коробки размещаются в револьверной головке-магазине 5i
Смена коробок происходит следую- щгад образом. Отработавшая коробка поворотом основной револьверной головки 4 переносится в нижнюю позицию револьверной головки. Револьверная головка-магазин 5 поворачивается таким образом, чтобы против окна 13 - оказалась свободная позиция. Затем отработавшая коробка через окно 13 переносится с направляющих с основной револьверной головки на направляющие револьверной головки-магазина. После этого револьверная головка- магазин поворачивается таким образом, чтобы новая коробка оказалась в ее нижней позиции против окна 13, через которое новая коробка переносится на освободившуюся позицию основной револьверной головки.
Формула изобретения.
Металлорежущий станок с устройством автоматической смены многощпин- дельных инструментальных коробок, содержащий станину с установленными на ней силовым инстр /ментальным агрегатом, на двухопорной стойке которого закреплена поворотная вокруг горизонтальной оси револьверная головка с инструментальными коробками, одна из которьгк находится в позиции обработки, и рабочим столом с обрабатьг- ваемой деталью, отличающи Л- с я тем, что, с целью увеличения производительности за счет улучшения отвода струткки из зоны резания,рабочий стол установлен над силовым агрегатом, при этом в позиции обработки находится верхняя с вертикально размещенными шпивделями инструмея- тальная коробка револьверной головки, причем силовой инструментальный агрегат снабжен дополнительной револьверной головкой, аналогичной основной н расположенной нз одной с ней реи 5 между головками находится одна
из опор стойки, в которой вьтолнено окно с возможностью обмена через не
4
го инструментальных коробок между револьверными головками,
/4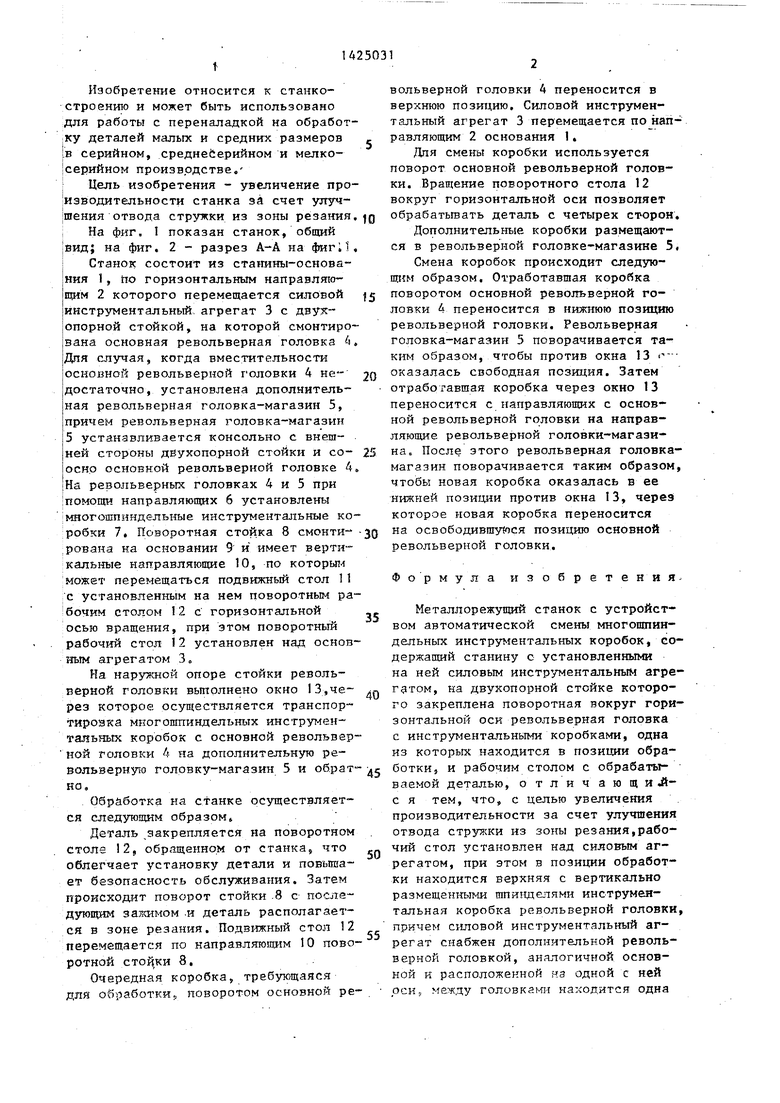
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1974 |
|
SU523784A1 |
| Металлорежущий станок с автоматической сменой многошпиндельных коробок | 1986 |
|
SU1505747A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1988 |
|
SU1570874A1 |
| Станок с автоматической сменой инструментов | 1984 |
|
SU1227410A1 |
| Многоцелевой станок | 1985 |
|
SU1296357A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| ГОРИЗОНТАЛЬНО-РАСТОЧНОЙ СТАНОК | 1989 |
|
RU2053052C1 |
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| Многооперационный станок | 1991 |
|
SU1775268A2 |
Изобретение относится к станкостроению и может быть использовано для работы с переналадкой на обработку деталей малых и средних размеров в серийном, среднесерийном и мелкосерийном производствах. Цель изобретения - увеличение производительности станка за счет улучшения отвода стружки КЗ зоны резания. Станок состоит из станины 1, по направляющим 2 которой перемещается силовой инструментальный агрегат 3 с двухопор- ной стойкой, на которой смонтирована основная револьверная головка 4.Кон- сольно с внешней стороны двухопорной стойки соосно установлена дополнительная револьверная головка-магазин 5. На револьверных головках 4,5 расположены многоипиндельные инструментальные коробки. На наружной опоре стойки, удерживающей револьверные головки 4,5, выполнено окно, через которое осуществляется обмен ментальными коробками ками 4,5. 2 ил. инстру- между головi (Л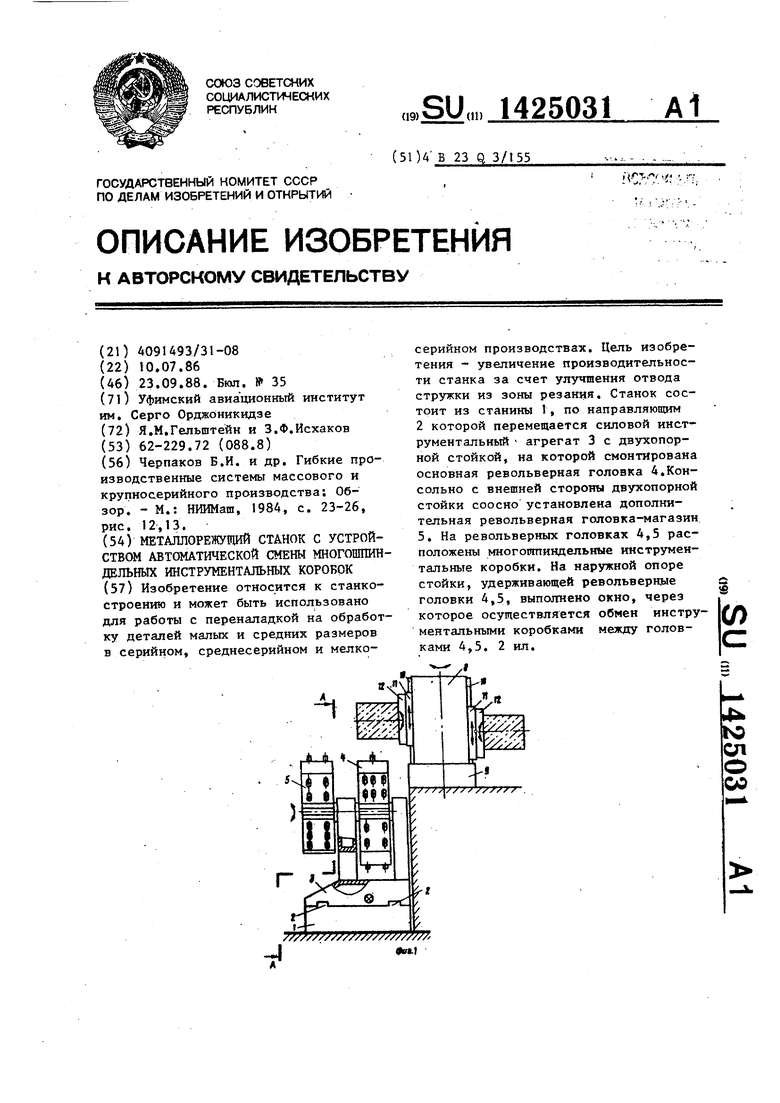
Фиг.1
| Черпаков Б.И | |||
| и др | |||
| Гибкие производственные системы массового и крупносерийного производства: Обзор | |||
| - М.: НИИМаш, 1984, с | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
