18
СП
О
СП
4 
| название | год | авторы | номер документа |
|---|---|---|---|
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Агрегатный станок | 1984 |
|
SU1220716A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1974 |
|
SU523784A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1977 |
|
SU659355A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1983 |
|
SU1123835A1 |
| Агрегатный станок | 1983 |
|
SU1119820A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1521552A2 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1988 |
|
SU1570874A1 |
Изобретение относится к станкостроению и может быть использовано для работы металлорежущих станков с переналадкой на обработку различных деталей. Целью изобретения является расширение технологических возможностей станка. Это достигается за счет расположения механизма транспортировки 11 многошпиндельных инструментальных коробок на каретке 5 и оснащения станины 2 привалочными поверхностями для стыковки с основанием 3 каретки, а также благодаря наличию у основания 5 привалочных поверхностей 13 и 12 для стыковки с одной стороны со станиной, а с другой стороны с неподвижным, неподвижным поворотным, подвижным или подвижным поворотным столами. 5 ил.
13 5312
Фиг.1
Изобретение относится к области станкостроения и может быть использовано для работы металлорежущих станков с перена- ; ладкой на обработку различных деталей : в серийном, среднесерийном и мелкосерийном производстве.
Целью изобретения является расширение технологических возможностей станка путем увеличения числа компоновочных решений при создании гибкого производственного модуля.
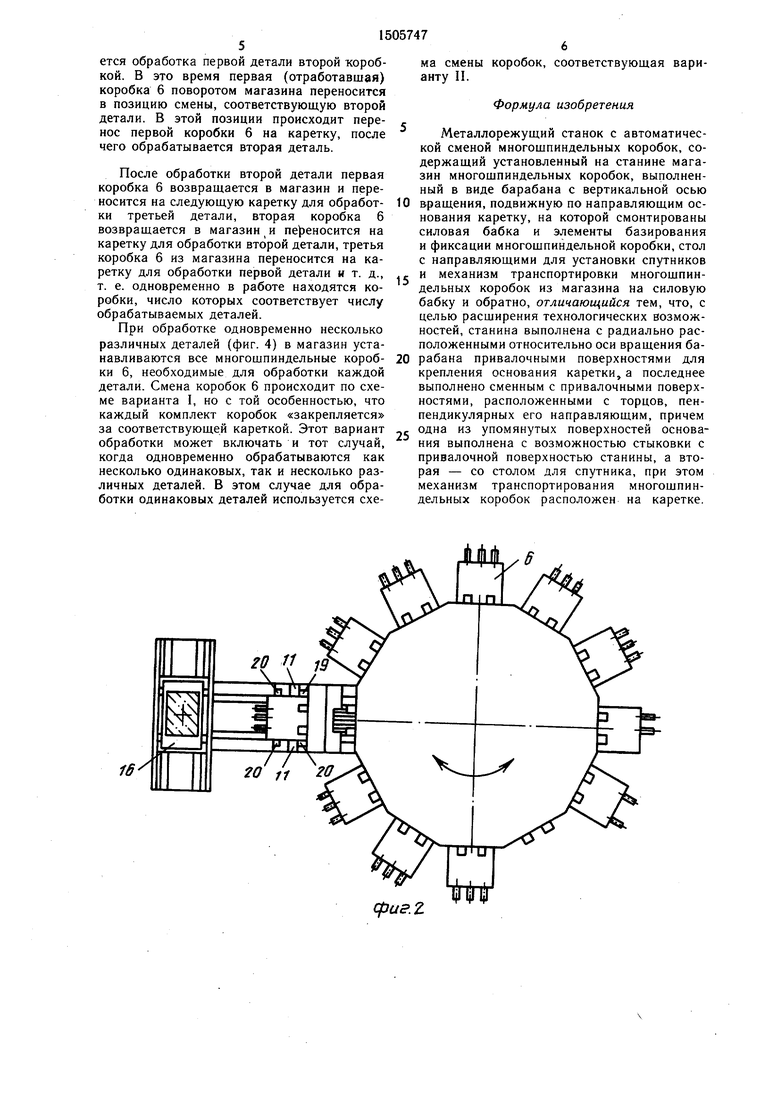
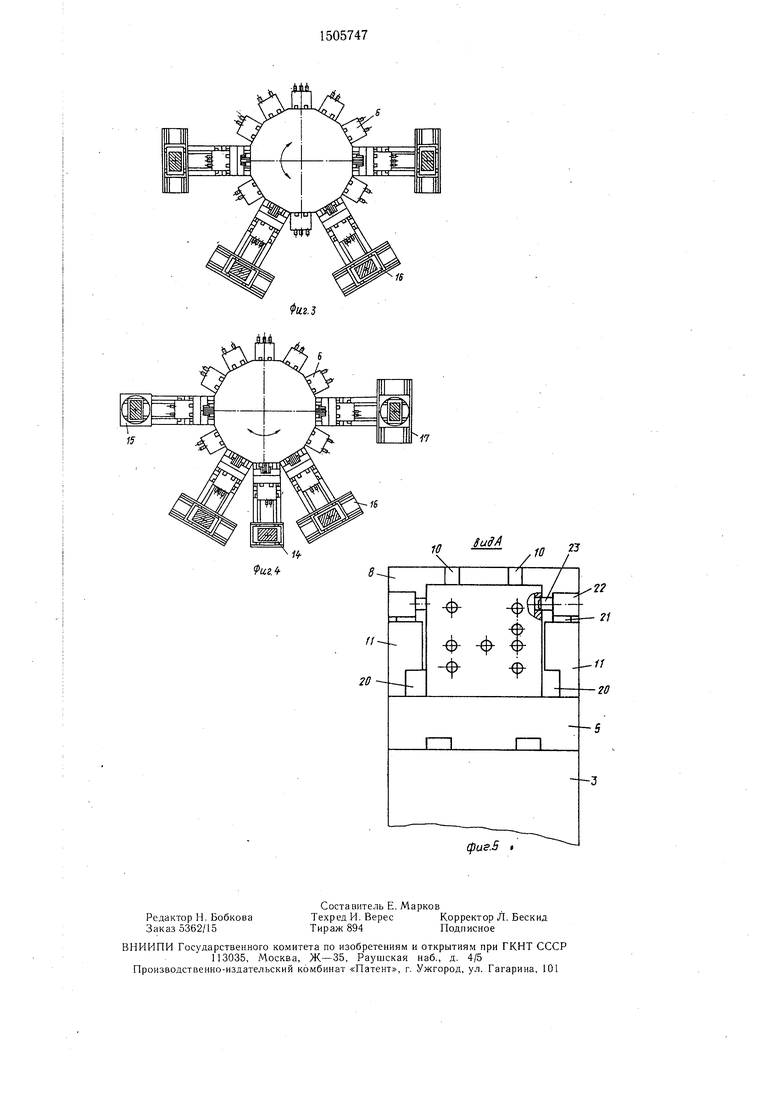
На фиг. 1 показан станок общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - металлорежущий станок с несколькими каретками и одинаковыми столами для одновременной обработки одинаковых деталей, . вид сверху; на фиг. 4 - металлорежущий станок с несколькими каретками и разными столами для одновременной обработки различных деталей, вид сверху; на фиг. 5 - вид А на фиг. 1.
При обработке одной детали на одном столе (фиг. 1 и 2) деталь закрепляется на спутнике 19, который устанавливается на столе любого из четырех типов при помощи направляющих 18. Многошпиндельные ко робки 6, необходимые для обработки, хранятся в магазине 1, который установлен на станине 2 и может вращаться вокруг вертикальной оси.
Для установки первой из требующихся
10 многошпиндельных коробок б на каретку 5 эта каретка перемещается по направляющим 4 основания 3 в позицию смены коробок 6. Нужная коробка 6 при помощи поворота магазина также переносится в позицию смены.
Затем при помощи механизма 11 транспортировки осуществляется захват нужной коробки 6 и перенос ее по направляющим 7 и направляющим на силовую бабку 8, смонСтанок содержит магазин 1 многошпин- 20 тированную на каретке 5. Зажим коробки
дельных коробок, установленный на станине 2, оснащенной привалочными поверхностями, расположенными по периметру станины (не показаны), одно (или несколько) основание 3, по прямолинейным горизонтальным направляющим 4 которого перемещается каретка 5, многошпиндельные коробки 6, которые располагаются на направляющих 7, параллельных оси вращения магазина. На каретке 5 смонтированы силовая бабка 8, электродвигатель 9, элементы 10 базирования, механизм 11 транспортировки многощпиндельных коробок. В качестве элементов базирования могут быть использованы направляющие, унифицированные с направляющими 7, расположенными на ма25
осуществляется элементами фиксации. Привод главного движения осуществляется от электродвигателя 9.
После того, как нужная коробка 6 установлена на каретке последняя перемещается к детали и происходит обработка. Когда первая коробка 6 отработает, каретка 5 возвращается в позицию смены. В этой позиции при помощи механизма 11 транспортировки отработавшая коробка 6 возвращает- 30 ся в магазин.
Если для обработки детали требуется еще одна многощпиндельная коробка 6, то происходит поворот магазина, в результате которого вторая коробка оказывается в позиции смены. И так пока не обработана вся дегазине многошпиндельных коробок 6. Осно- 5 таль.
вание 3 каретки 5 снабжено привалочны-Затем происходит смена спутника 19.
ми поверхностями 12 и 13. Поверхность 12 Устанавливается следующий спутник с новой
используется для ст;ыковки с одной из при- валочных поверхностей станины 2. Поверхность 13 используется для стыковки с одним из столов: неподвижным 14, неподвижным поворотным 15, подвижным 16, подвижным поворотным 17. Все столы оснащены направляющими 18 для установки спутников 19 с обрабатываемыми деталями на каретке 5
40
деталью, весь цикл обработки повторяется. Тип стола выбирается при создании компоновочной модификации. Так, например, если нужно обрабатывать деталь с нескольких сторон, то используется неподвижный поворотный или подвижный поворотный стол. При обработке одновременно несколько одинаковых деталей (фиг. 3), если емкость
размещены элементы 20 фиксации много- магазина позволяет, можно установить нешпиндельных коробок 6. Механизм 11 транспортировки представляет собой два закрепленных на каретке 5 гидроцилиндра. На штоке 21 закреплен гидроцилиндр 22, шток 23 которого может входить в отверстие в боковой стенке многошпиндельной коробки.
На предлагаемом станке, в зависимости от конкретной компоновочной, модификации, могут быть использованы три основных варианта обработки: обрабатывается одна деталь на одном столе (вариант I); обсколько комплектов коробок 6, требующихся для обработки. Смена коробок 6 производится последовательно по схеме варианта 1.
50 Если число используемых комплектов коробок 6, установленных в магазине, меньше числа одновременно обрабатываемых деталей, то обработка ведется следующим образом.
Первая коробка 6 обрабатывает первую рабатывается одновременно несколько оди- 55 деталь и возвращается в магазин. Затем наковых деталей (вариант И) и обраба-в позицию смены, соответствующую первой
тывается одновременно несколько различ-детали, устанавливается вторая коробка 6,
ных деталей (вариант III).° переносится на каретку и осуществля
При обработке одной детали на одном столе (фиг. 1 и 2) деталь закрепляется на спутнике 19, который устанавливается на столе любого из четырех типов при помощи направляющих 18. Многошпиндельные коробки 6, необходимые для обработки, хранятся в магазине 1, который установлен на станине 2 и может вращаться вокруг вертикальной оси.
Для установки первой из требующихся
многошпиндельных коробок б на каретку 5 эта каретка перемещается по направляющим 4 основания 3 в позицию смены коробок 6. Нужная коробка 6 при помощи поворота магазина также переносится в позицию смены.
Затем при помощи механизма 11 транспортировки осуществляется захват нужной коробки 6 и перенос ее по направляющим 7 и направляющим на силовую бабку 8, смонтированную на каретке 5. Зажим коробки
25
осуществляется элементами фиксации. Привод главного движения осуществляется от электродвигателя 9.
После того, как нужная коробка 6 установлена на каретке последняя перемещается к детали и происходит обработка. Когда первая коробка 6 отработает, каретка 5 возвращается в позицию смены. В этой позиции при помощи механизма 11 транспортировки отработавшая коробка 6 возвращает- 30 ся в магазин.
Если для обработки детали требуется еще одна многощпиндельная коробка 6, то происходит поворот магазина, в результате которого вторая коробка оказывается в позиции смены. И так пока не обработана вся де 5 таль.
40
деталью, весь цикл обработки повторяется. Тип стола выбирается при создании компоновочной модификации. Так, например, если нужно обрабатывать деталь с нескольких сторон, то используется неподвижный поворотный или подвижный поворотный стол. При обработке одновременно несколько одинаковых деталей (фиг. 3), если емкость
магазина позволяет, можно установить немагазина позволяет, можно установить несколько комплектов коробок 6, требующихся для обработки. Смена коробок 6 производится последовательно по схеме варианта 1.
ется обработка первой детали второй коробкой. В это время первая (отработавшая) коробка 6 поворотом магазина переносится в позицию смены, соответствующую второй детали. В этой позиции происходит перенос первой коробки 6 на каретку, после чего обрабатывается вторая деталь.
После обработки второй детали первая коробка б возвращается в магазин и перема смены коробок, соответствующая варианту II.
Формула изобретения
Металлорежущий станок с автоматической сменой многощпнндельных коробок, содержащий установленный на станине магазин многощпиндельных коробок, выполненный в виде барабана с вертикальной осью
КОРООКа о ьиаьр 31М аси л D lYidi сд.г111 г. -. ,«,,,„,« пгНОСИТСЯ на следующую каретку для обработ- 10 вращения, подвижную по направляющим осnuv.nii, па ,it. J г„„„„„,.„ .,..,r. ня к ПТПППЙ СМОНТИООВаНЫ
ки третьей детали, вторая коробка 6 возвращается в магазинки пе1эеносится на каретку для обработки второй детали, третья коробка б из магазина переносится на каретку для обработки первой детали и т. д., т. е. одновременно в работе находятся коробки, число которых соответствует числу обрабатываемых деталей.
При обработке одновременно несколько различных деталей (фиг. 4) в магазин установания каретку, на которой смонтированы силовая бабка и элементы базирования и фиксации многощпиндельной коробки, стол с направляющими для установки спутников и механизм транспортировки многощпиндельных коробок из магазина на силовую бабку и обратно, отличающийся тем, что, с целью расширения технологических возможностей, станина выполнена с радиально расположенными относительно оси вращения ба S-J.TrLS:
детали. Смена коробок 6 происходит по схеме варианта I, но с той особенностью, что каждый комплект коробок «закрепляется за соответствующей кареткой. Этот вариан s обработки может включать и тот случай, когда одновременно обрабатываются как несколько одинаковых, так и несколько различных деталей. В этом случае для обработки одинаковых деталей используется схевыполнено сменным с привалочными поверхностями, расположенными с торцов, пен- пендикулярных его направляющим, причем одна из упомянутых поверхностей основания выполнена с возможностью стыковки с привалочной поверхностью станины, а вторая - со столом для спутника, при этом механизм транспортирования многощпиндельных коробок расположен на каретке.
ма смены коробок, соответствующая варианту II.
Формула изобретения
Металлорежущий станок с автоматической сменой многощпнндельных коробок, содержащий установленный на станине магазин многощпиндельных коробок, выполненный в виде барабана с вертикальной осью
,«,,,„,« пг вращения, подвижную по направляющим освращения, подвижную по направляющим ос„„„„„,.„ .,..,r. ня к ПТПППЙ СМОНТИООВаНЫ
нования каретку, на которой смонтированы силовая бабка и элементы базирования и фиксации многощпиндельной коробки, стол с направляющими для установки спутников и механизм транспортировки многощпиндельных коробок из магазина на силовую бабку и обратно, отличающийся тем, что, с целью расширения технологических возможностей, станина выполнена с радиально расположенными относительно оси вращения баS-J.TrLS:
S-J.TrLS:
выполнено сменным с привалочными поверхностями, расположенными с торцов, пен- пендикулярных его направляющим, причем одна из упомянутых поверхностей основания выполнена с возможностью стыковки с привалочной поверхностью станины, а вторая - со столом для спутника, при этом механизм транспортирования многощпиндельных коробок расположен на каретке.
сриа2.
WWW
Pui
IS
фие.5
