Последний комлонент представляет собой отходы производства тары и состоит из 50% полиэтилена и 50% бумаги. Вторичная переработка и использование их в промышленности невозможны.
Получение технологической смазки осуществляется следующим образом.
Отходы ламинированНОЙ бумаги (обрезки) вальцуют на холодных вальцах (10- 20°С) 5-8 мин до индекса текучести 13 г/10 мии. Провальцованную массу растворяют в ванне в подогретом минеральном масле и тщательно перемешивают до полного её растворения. Полученная смазка при 90-110°С представляет собой легкотекучую жидкость.
Для нанесения ее на поверхность труб
(немедненных и нефосфатированньгх) их окунают в ваину с разогретой до 90-110°С смазкой, далее вынимают и подают на стан холодной пр-окатки.
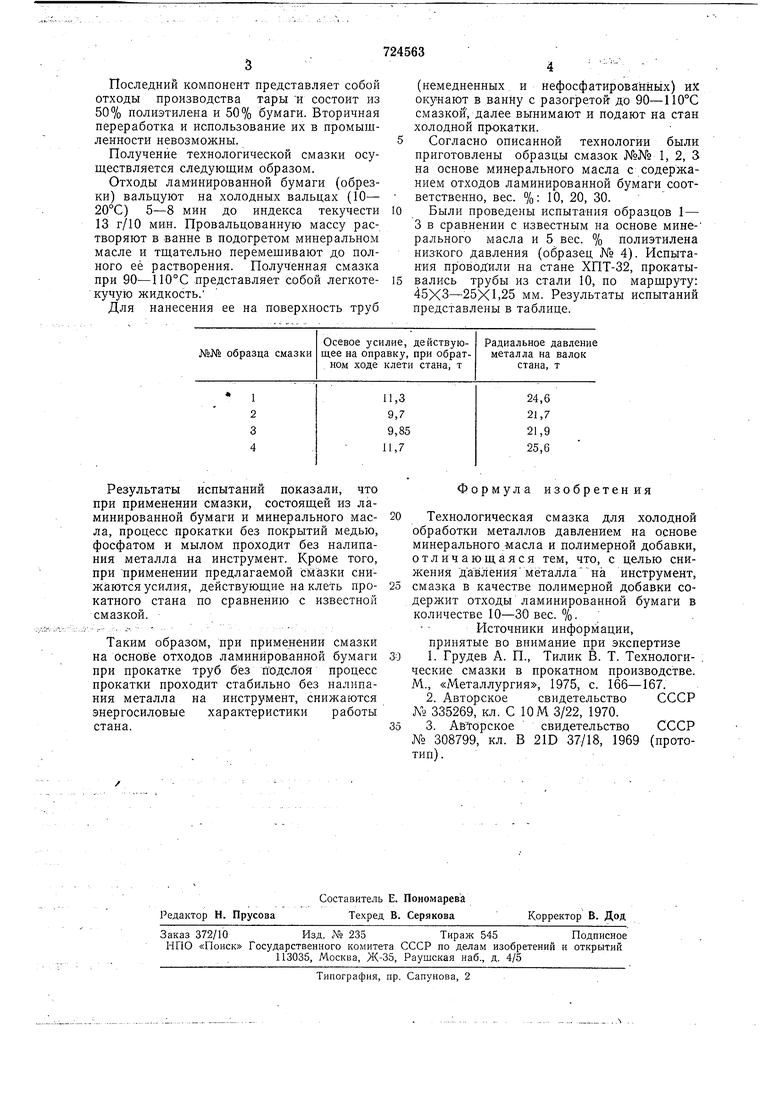
Согласно описанной технологии были приготовлены образцы смазок №№ 1, 2, 3 на основе минерального масла с содержанием отходов ламинированной бумаги соответствеиио, вес. %: 10, 20, 30.
Были проведены испытания образцов 1- 3 в сравнении с известным на основе минерального масла и 5 вес. % полиэтилена низкого давления (образец № 4). Испытания проводили на стане ХПТ-32, прокатывались трубы из стали 10, по марщруту: 45X3-25X1,25 мм. Результаты испытаний представлены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодной прокатки труб | 1981 |
|
SU1018966A1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU910749A1 |
| Смазка для обработки металлов давлением | 1976 |
|
SU608828A1 |
| Технологическая смазка для волочения труб | 1980 |
|
SU883160A1 |
| Технологическая смазка для теплой деформации тугоплавких металлов и сплавов | 1977 |
|
SU654675A1 |
| Технологическая смазка для холодной обработки металлов давлением | 1983 |
|
SU1142502A1 |
| Смазка для холодной обработки металлов давлением | 1974 |
|
SU496298A1 |
| Технологическая смазка для холодной обработки металлов давлением | 1979 |
|
SU857244A1 |
| Смазка для холодной прокатки | 1980 |
|
SU899640A1 |
| Смазка для холодной и теплой обработки металлов давлением | 1986 |
|
SU1421763A1 |
Результаты испытаний показали, что при применении смазки, состоящей из ламинированной бумаги и минерального масла, процесс прокатки без покрытий медью, фосфатом и мылом проходит без налипания металла на инструмент. Крс)ме того, при применении предлагаемой смазки снижаются усилия, действующие на клеть прокатного стана по сравнению с известной смазкой.
Таким образом, при применении смазки на основ е отходов ламинированной бумаги при прокатке труб без подслоя процесс прокатки проходит стабильно без налипания металла на инструмент, снижаются энергосиловые характеристики работы стана.
Формула изобретения
Технологическая смазка для холодной обработки металлов давлением на основе минерального масла и полимерной добавки, отличающаяся тем, что, с целью снижения давленияметалла на инструмент,
смазка в качестве полимерной добавки содержит отходы ламинированной бумаги в количестве 10-3Q вес. %.
Источники информации, принятые во внимание при экспертизе
I. Грудев А. П., Тилик В. Т. Технологические смазки в прокатном производстве. М., «Металлургия, 1975, с. 166-167.
