Известно, ЧТО в реверсивных обжимных прокатных станах н в подобных им при захвате металла валками возникают динамические усилия в главной линии и других узлах стана. Для уменьшения ударных нагрузок захват металла валками после реверса осуществляют в то время, когда приводной электродвигатель стана достигает 25- 30 об/мин, но не более.
Однако в настоящее время это зависит от квалификации опоратора стана.
Предлагается тензометрическое электронное устройство, которое обеспечивает получение строго заданного числа оборотов главного электродвигателя реверсивных прокатных станов при захвате металла за,тками.
Устройство отличается тем, что, с целью предупреждения позиикновения больщих динамических перегрузок, на станине стана укреплен тензометрический деформометр, который подает через электронный усилитель импульс, включающий реле, посредством которого отключается та часть ступеней контроллера, которая управляет более высокими скоростями электродвигателя после захвата металла залками.
Исключение причин, вызывающих динамические усилия в стане, позволит увеличить обжатия и повысить производительность станов.
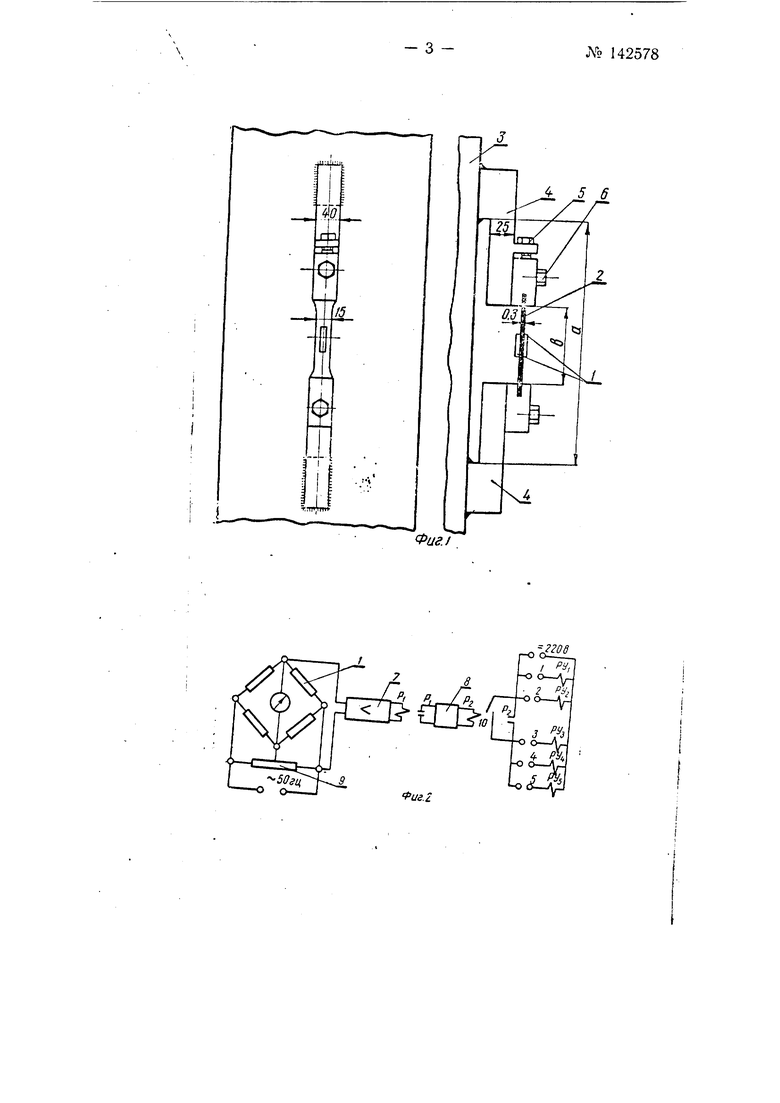
На фиг. 1 показана схема установки предлагаемого ycтpGЙ твa; на фиг. 2 - электрическая схема.
Чувствительным элементом устройства является измерителы ый мост, составленный из четырех фольговых датчиков / сопротивления, которые наклеены на деформометр, 2.
Деформометр крепится к станине прокатного стана 3.
Al 142578- 2 Для увеличения сигнала разбаланса, снимаемого с моста, используется механический усилитель деформации.
Сечение тяг 4 значительно больше сечения упругого элемента деформометра 2, на котором наклеены датчики. Поэтому деформация станины на базе а буЛет восприниматься только упругим элементом
деформометра. Коэффициент усиления равен-г-.
Предварительное натяжение упругого элемента осуществляется винтом 5, а затем затягивается винто:.г 6.
Сигнал разбаланса подается на усилитель 7, в анодную цепь которого включено реле Р (может быть использован стандартный прибор ЭПП-0,9). Реле Р управляет работой тиратронного реле 8, на выходе которого включено реле Контакты реле Р включены п ргкфыи общего нровола педального ножного унрав.чеиия двигагелем между 2-ой и 3-ей ступенями.
Устройство работает следующим образом. В то время, когда между рабочими валками стана нет металла, мост сбалансирован. Начальная балансировка осуществляется потенциометром У и коитактг. реле Р н PZ разомкнуты. В этом случае электродвигатель .может работать со скоростью не выше, чем на второй ступени (заданная оптимальная скорость захвата мета.члй валками), даже если контроллер находится в Г)-ом положеиии. При этой скорости вращения валкор осущестЕ}ляется захват металла валками. По мере заполнения очага деформации давление металла на валки возрастает, станина деформируется и появляется сигнал разбаланса. При этом замыкаются контакты реле Р и PZ, и электродвигатель начинает разгоняться с максимально допустимым ускорением. После выхода металла из валкои устройство автоматически возвращается в исходное положение и захват металла палками при следующем пропуске не может производиться при повышенной скорости валков.
Для отключения тензометрического электрои1юго устройства служит выключатель 10, которым можно замкнуть накоротко контакты реле PZП р е д м е т и 3 о б р е т е и и я
Тензометрическое электр01 ное устройство, стабилизирующее., число оборотов главного электродвигателя реверсивньг.х прокатньО станов при захвате металла валками, от л и ч а ю Hte ее я тем / что, с целью предупреждения возникновения больших дниамичсскпх иерегру.чок (в главной линии устаиовки), на станине стана укреплен тсизометрический деформометр, который подает через электронный усилитель импульс (в случае отсутствия металла в валках), включающий реле Р, в свою очередь включающее тиратроиное реле PZ, отключающее ту часть ступеней контроллера, которая управляет более высокими скоростями электродвигателя (выше второй), после захвата метал.ла валками система возвращается в исходное положение, что позволяет управлять системой. ,.
Фиг.)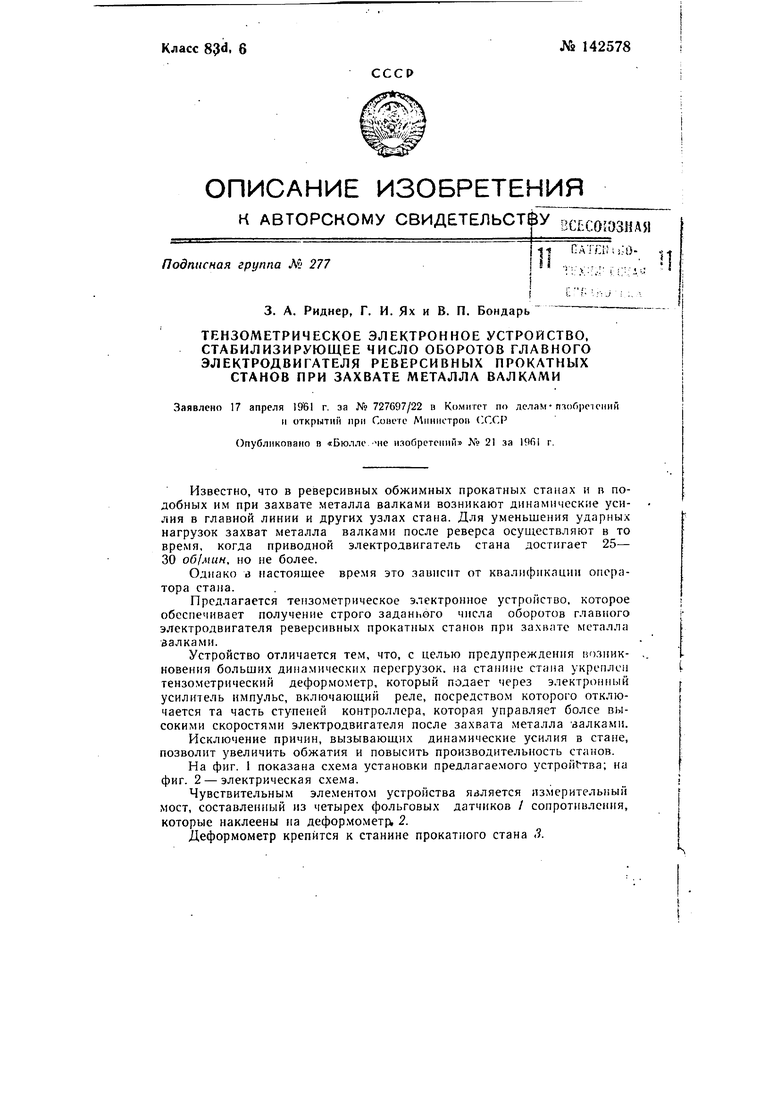
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления реверсивного электропривода | 1940 |
|
SU63811A1 |
| Прокатный стан | 1983 |
|
SU1091956A1 |
| Аппарат для автоматического управления нажимным устройством прокатного стана | 1935 |
|
SU77023A1 |
| Бесконтактное устройство для индикации наличия металла в клети прокатного стана | 1977 |
|
SU738705A1 |
| Способ диагностического мониторинга упругого момента шпинделя толстолистового прокатного стана | 2024 |
|
RU2830788C1 |
| Устройство для согласования скорости валков и рольгангов реверсивного стана | 1981 |
|
SU955478A1 |
| Машина для исследования сложного напряженного состояния трубчатых образцов материалов | 1958 |
|
SU121586A1 |
| Система автоматического формирования режима захвата обжимного стана | 1983 |
|
SU1130424A1 |
| Способ мониторинга износа шпиндельного соединения клети толстолистового прокатного стана | 2024 |
|
RU2838333C1 |
| Способ управления электродвигателем постоянного тока при ударной нагрузке | 1976 |
|
SU655448A1 |