Изобретение относится к сварочной технике, в частности к электродуговой сварке с газовой защитой, и мо- |жет быть использовано во всех отрас- 1лях народного .хозяйства, применяющих iэлектродуговую сварку в среде защитных газов.
Целью изобретения является сокращение расхода защитного газа и повышение- качества сварки.
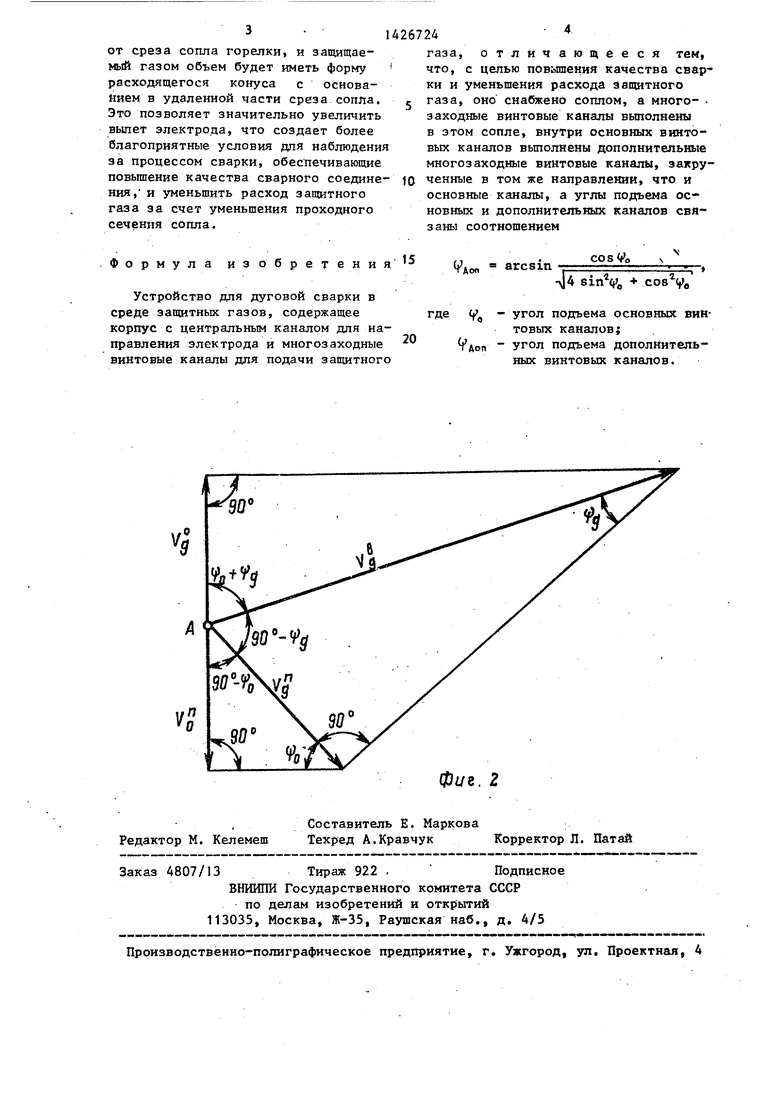
На фиг . 1 схематично изображено предложениое устройство; на фиг. 2 - ;составляющие вектора линейной скорости частиц внешнего слоя потока защитного газа в наиболее удаленной от оси-сопла точке А, т.е. в точке соприкосновения с нарзокным воздухом, и углы подъема if основных винтовых каналов и if дополнительных винтовых каналов.
Устройство содержит сопло 1, корпус 2 с каналом 3 для размещения электрода 4, штуцер 5 для подачи в зону сварки защитного газ а 6 основные направляюн1ие многозаходные винтовые каналы 7 для придания потоку газа вращательного движения вокруг продольной оси 8 сопла и дополнительные многозаходные винтовые каналы 9, расположенные внутри основных канало и придающие потоку защитного газа дополнительное вращательное движение вокруг продольной оси 8 основных каналов .
Защитньй газ б , подаваемый через штуцер 5 во внутреннюю полость сопла 1 , двигаясь по основным винтовым каналам 7, приобретает, например (фиг. 1), вращательное движение вокруг продольной оси сопла. Затем, .двигаясь по дополнительным винтовым каналам 9, защитный газ приобретает дополнительное вращательное движение вокруг продольной оси основных винтовьк каналов.Дополнительное вращательное движение газового потока придается для уменьшения скорости частиц внешнего слоя газового потока относи гельно неподвижного внешнего воздуха, с которым они соприкасаются.
На фиг. 2 обозначены составляющие вектора линейной скорости частиц внешнего слоя потока защитного газа в точке А сопла:
V - скорость частиц в направле- НИИ, параллельном касательной к винтовой линии дополнительного канала
0
5
0
5
0
5
0
V
I
Ч
скорость поступательного движения частиц вдоль оси дополнительных каналов, совпадающая со скоростью част тиц в направлении, параллельном касательной к винтовой линии основного канала; скорость поступательного движения частиц вдоль оси сопла, совпадающей .с осью основных каналов; скорость перемещения частиц вдоль от сопла, обусловленная винтовым движением частиц по дополнительному ка- . налу.
Кроме того, на фиг. 2 обозначены углы под-ьема ( основных винтовых каналов и () - дополнительных винтовых каналов,
При равенстве скоростей Vo и Va обеспечивается нулевая скорость частиц внешнего слоя газового потока относительно неподвижного наружного воздуха в направлении вдоль оси соп-. ла. .
Для обеспечения равенства скороеП О
тей VP и Ул углы (J)Q и доп должны быть связаны соотношением
sin(|Jo- ЗШфдоп С05((,), (О
из которого при выбранном из конструктивных или технологических соображений угле Уо основных винтовых каналов угол подъема дополнительных винтовых каналов определяется из выражения
cos Фо
тДоп
arcsin
-J4 sin {f Q + cosVe
-. (2)
Одинаковая направленность закручивания газового потока в основных и дополнительных каналах при соблюдении условий (.1) и (2) обеспечивает компенсирование поступательного движения частиц наружного слоя газового потока вдоль оси сопла со скоростью V , составляющей вдоль оси сопла- винтового движения частиц наружного слоя газового потока со скоростью Vg, .
Плотность защитного газа, например аргона, несущественно отличается от плотности воздуха, поэтому вихри, создаваемые винтовыми каналами горелки, будут сохранять динамическую устойчивость на достаточном удалении
1
от среза сопла горелки, и защищаемый газом объем будет иметь форму расходящегося конуса с основа- йием в удаленной части среза сопла. Это позволяет значительно увеличить вьшет электрода, что создает более благоприятные условия дпя наблюдения за процессом сварки, обеспечивающие повышение качества сварного соединения, и уменьшить расход защитного газа за счет уменьшения проходного сечения сопла.
26724
газа, отличающееся тем, что, с целью повышения качества сварки и уменьшения расхода защитного г газа, оно снабжено соплом, а много- заходные винтовые каналы выполнены в этом сопле, внутри основных винтовых каналов выполнены дополнительные многозаходные винтовые каналы, закру- 10 ченные в том же направлении, что и основные каналы, а углы подъема основных и дополнительных каналов связаны соотношением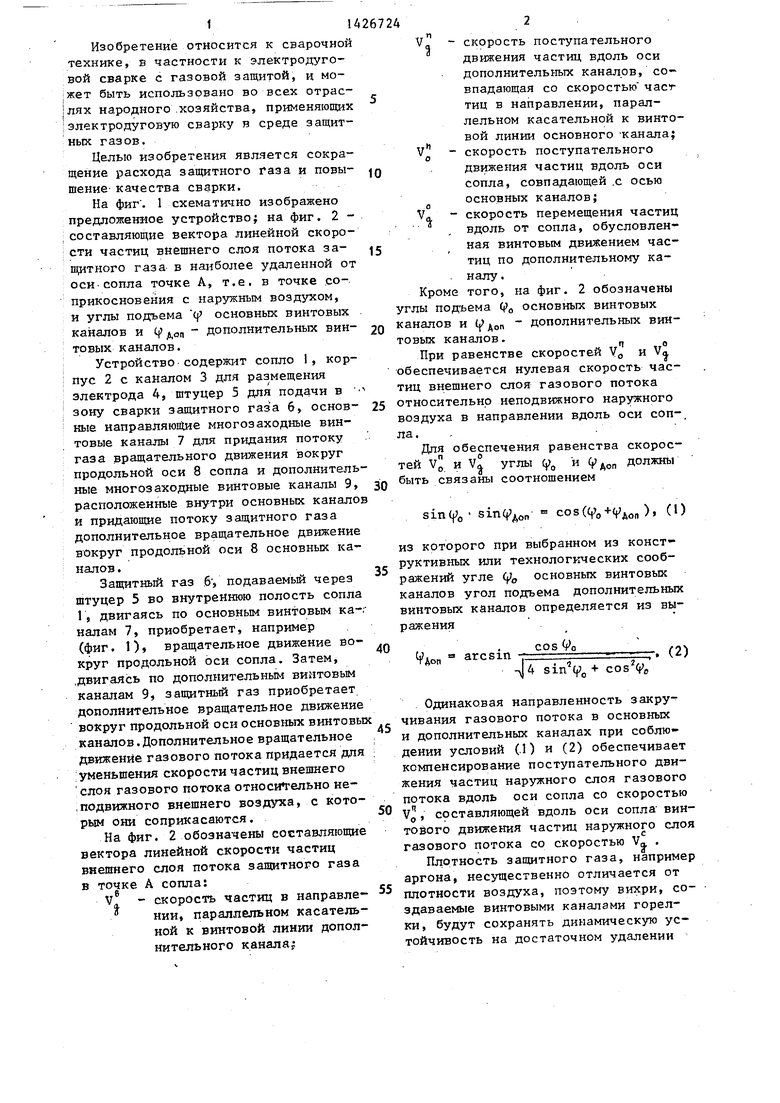
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2182061C2 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| ГОРЕЛКА ДЛЯ АРГОНОДУГОВОЙ СВАРКИ | 1996 |
|
RU2123415C1 |
| ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1997 |
|
RU2123416C1 |
| Горелочное устройство | 1990 |
|
SU1726908A1 |
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1180202A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| Горелка Лелебина для дуговой сварки | 1989 |
|
SU1722734A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1992 |
|
RU2036058C1 |
Изобретение относится к сварочной технике, в частности к устройствам для электродуговой сварки с газовой защитой. Целью изобретения является сокращение расхода защитного газа и повышение качества сварки. Устройство содержит сопло I, корпус 2 с каналом 3 для размещения электрода 4, штуцер 5 для подачи в зону сварки защитного газа 6,основные направляющие многозвходные винтовые каналы 7 дл:я придания потоку газа вращательного движения вокруг продольной оси 8 сопла и дополнительные многозаходные винтовые каналы 9, расположенные внутри основных каналов. Применение дополнительных винтовых каналов придает потоку защитного газа, помимо вращения вокруг оси сопла, дополнительное вращение вокруг оси винтового канала в направлении, обеспечивающем уменьшение разницы скоростей соприкасающихся частиц защитного газа и воздуха. Вихревой поток защитного газа будет сохранять динамическую устойчивость на достаточном удалении от среза сопла горелки, а защищаемый газом объем будет иметь форму расходящегося конуса. Это позволит значительно увеличить вылет злектрода, что создаст благоприятные условия для наблюдения за процессом сварки, и уменьшить расход защитного газа за счет уменьшения проходного сечения сопла. 2 кл. § (Л .с фае.1
Формула изобретения
Устройство для дуговой сварки в среде защитных газов, содержащее корпус с центральным каналом для направления электрода и многозаходные винтовые каналы для подачи защитного
АОП
arcsin
cosVe
ч
sinVe
где у, - угол подъема основных винтовых каналов;
VAOP угол подъема дополнительных винтовых каналов.
Фиг. 2
| 0 |
|
SU191708A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Мундштук для защиты мест сварки от окисления | 1961 |
|
SU140666A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
