1
Изобретение относится к сварке, а именно к конструкции сварочной установки.
Известна сварочная установка, содержащая перемещаемую по рельсам платформу, на которой с возможностью установочного поворота от привода смонтирована колонна, несущая выдвижную консоль с плитой на торце, снабженную прямолинейными направляющими со сварочной головкой 1 ;
Известная сварочная установка малопроизводительна, так как велико время на настройку шшравляющих параллельно свариваемому стыку.
Целью изобретения является повышение производительности установки за счет сокращения времени на настройку направляющих параллельно свариваемому стыку.. .
Эта цель достигается тем, чл пЛита оснащена следящими упорами, расположенными по краям ее нижней грани, и установлена с возможностью свободного поворота в горизонтальной плоскости.
На фиг. 1 изображена сварочная установка, вид. сбоку; на фиг. 2 - разрез - на фиг, 1; на фиг. 3 вид по стрелке Б на фиг. 1; на фиг. 4 - разрез в-В фиг. 1; на фиг. 5 - элементы путевого управления.
Предлагаемая сварочная установка включает платформу 1 с двухскоростным приводом 2 и рель-. совый путь 3, по которому установка перемещается вдоль сварочного стенда 4.
На поперечной балке платформы 1, по центру, смонтирована поворотная колонна 5, устанавливающая сварочные головки в положении, как показаша на фиг. 1, либо развернутыми на угол 90°. |Ja поворотной колонне 5 закреплена выдвижная консоль, вьшолненная в вдде корпуса 6, по направляющим которого от пневмоцилиндра 7 перемещается вертикальная каретка. 8. С помощью параллкпограмма 9 вертикальная каретка 8 соединена с вертикальной осью поворотной плиты 10. По прямолинейным направляющим плиты 10 от привода 11, ходового винта 12 и маточной гайки 13, установленной в пазу вилки 14, перемещается самоходная сварочная головка 15. На ней установлены две сварочные горелки 16 с приводом 17 сварочной проволоки и две катушки 18 для сварочной проволоки. Поворотная плита 10 снабжена двумя niapнирно закрепленными по краям упорами 19, выполненными в виде поворотных рычагов, и тремя, опорными роликами 20.
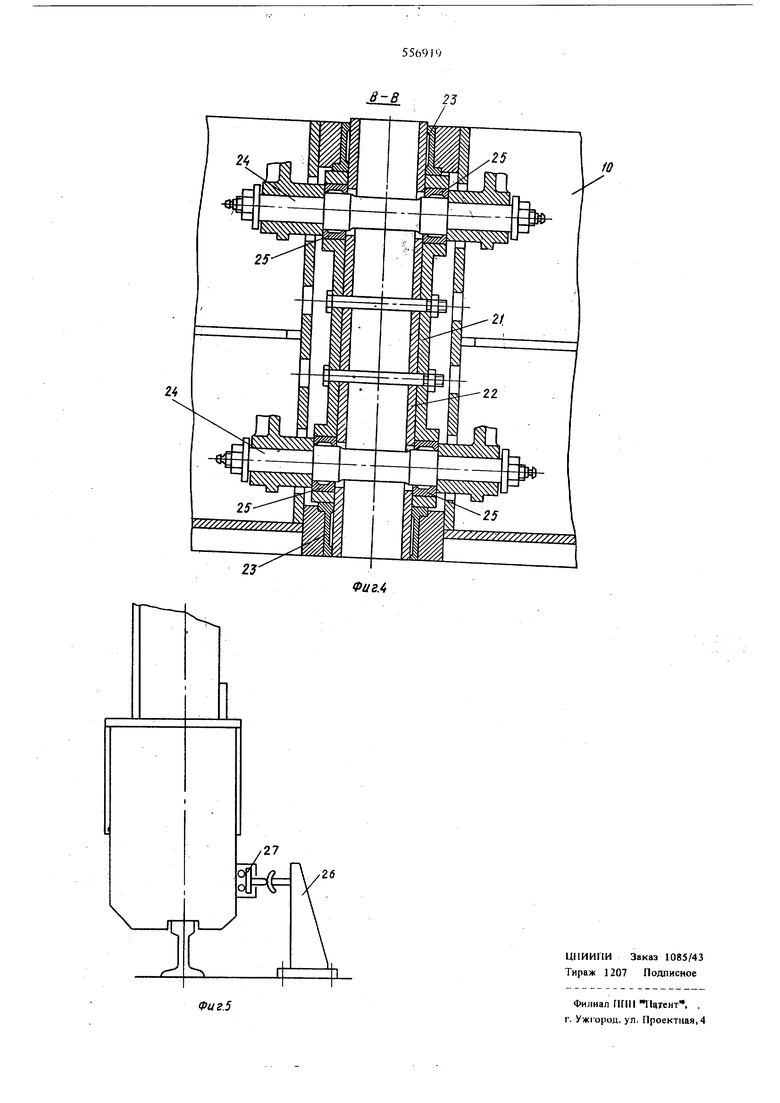
Поворот плиты 10 на некоторый угол в обе стороны от исходного положения обеспечивается конструкцией, выполненной следующим образом.
Втулка 21 установлена между опорными шейками поворотной плиты 10. Полая ось 22 с помощью двух стяжек скреплена со втулкой 21 так, что она имеет возможность поворота в подпишниках скольжения 23, установленных в опорных шейках поворотной плиты 10. Торцы подшипников 23 воспринимают осевую силу. На осях 24, установленных в подшипниках скольжения 25 втулки 21, крепятся рычаги параллелограмма 9. Две вертикальные косынки, соединяющие опорные шейки, имеют в горизонтальной плоскости пазы, что дает возможность поворотной плите 10 поворачиваться на некоторый угоЯ в горизонтальной плоскости и устанавхшваться в зависимости от направления сварного шва, которое определяется упорами 19.
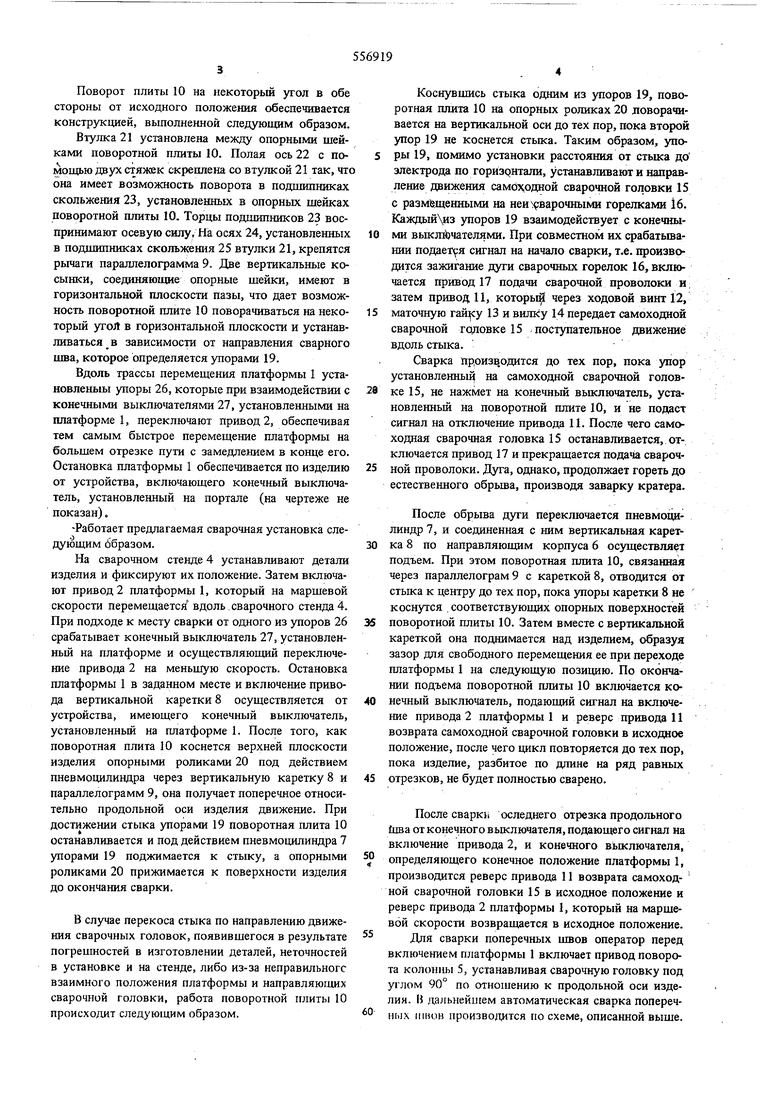
Вдоль трассы перемещения платформы 1 установленыы упоры 26, которые при взаимодействии с конечными выключателями 27, установленными на платформе, переключают привод2, обеспечивая тем самым быстрое перемещение платформы на большем отрезке пути с замедлением в конце его. Остановка платформы 1 обеспечивается по изделию от устройства, включающего конечный выключатель, установленный на портале (на чертеже не показан).
Работает предлагаемая сварочная установка следующим ббразом.
На сварочном стенде 4 устанавливают детали изделия и фиксируют их положение. Затем включают привод2 платформы, который на маршевой скорости перемещаетсявдоль сварочного стенда 4. При подходе к месту сварки от одного из упоров 26 срабатывает конечный выключатель 27, установленный на платформе и осуществляющий переключение привода 2 на меньшую скорость. Остановка платформы в заданном месте и включение привода вертикальной каретки 8 осуществляется от устройства, имеющего конечный выключатель, установленньш на платформе . После того, как поворотная плита 0 коснется верхней плоскости изделия опорными роликами 20 под действием пневмоцилиндра через вертикальную каретку 8 и параллелограмм 9, она получает поперечное относительно продольной оси изделия движение. При достижении стыка упорами 19 поворотная плита 0 останавливается и под действием пневмоцилиндра 7 упорами 9 поджимается к стыку, а опорными роликами 20 прижимается к поверхности изделия до окончания сварки.
В случае перекоса стыка по направлению движения сварочных головок, появившегося в результате погрешностей в изготовлении деталей, неточностей в установке и на стенде, либо из-за неправильного взаимного положения платформы и направляюгдих сварочной головки, работа поворотной плиты 10 происходит следующим образом.
Коснувшись стыка одним из упоров 9, поворотная плита 0 на опорных роликах 20 поворачивается на вертикальной оси до тех пор, пока второй упор 9 не коснется стьпса. Таким образом, упоры 9, помимо установки расстояния от стыка до злектрода по горизонтали, устанавливают и направление движения самоходной сварочной головки 15 с размещенными на неи варочными горелками 16. Каждый из упоров 19 взаимодействует с конечными вьпслй)чателями. При совместном их срабатьшании подается сигнал на начало сварки, т.е. производится зажигание дуги сварочных горелок 16, включается привод 17 подачи сварочной проволоки и; затем привод , которы через ходовой винт 12, маточную 3 и вилку 14 передает самоходной сварочной головке 15 поступательное движение вдоль стыка.
Сварка производится до тех пор, пока упор установленный на самоходной сварочной головке 5, не нажмет на конечный вьпслючатель, установленный на поворотной плите 0, и не подаст сигнал на отключение привода 1. После чего самоходная сварочная головка 15 останавливается, от-. ключается привод 7 и прекращается подача сварочной проволоки. Дуга, однако, продолжает гореть до естественного обрьша, производя заварку кратера.
После обрыва лутк переключается пневмоцилиндр 7, и соединенная с ним вертикальная каретка 8 по направляющим корпуса 6 осуществляет подъем. При этом поворотная плита 0, связанная через параллелограм 9 с кареткой 8, отводится от стьпса к центру до тех пор, пока упоры каретки 8 не коснутся . соответствующих опорных поверхностей
поворотной плиты 0. Затем вместе с вертикальной кареткой она поднимается над изделием, образуя зазор для свободного перемещения ее при переходе платформы на следующую позицию. По окончании подъема поворотной плиты 10 включается конечный выключатель, подающий сигнал на включение привода 2 платформы 1 и реверс привода 11 возврата самоходной сварочной головки в исходное положение, после чего цикл повторяется до тех пор, пока изделие, разбитое по длине на ряд равных
отрезков, не будет полностью сварено.
После сварки оследнего отрезка продольного Шва от конечного вьпслючателя, подающего сигнал на включение привода 2, и конечного вьпслючателя,
определяющего конечное положение платформы , производится реверс привода 1 возврата самоходной сварочной головки 5 в исходное положение и реверс привода 2 платформы 1, который на маршевой скорости возвращается в исходное положение. Для сварки поперечных швов оператор перед включением платформы 1 включает привод поворота колонны 5, устанавливая сварочную головку под углом 90° по отношению к продольной оси изделия. И дальнейшем автоматическая сварка поперечных IIIHUB производатся по схеме, описанной выше.
Формула изобретения
Сварочная установка, содержащая перемещаемую по рельсам платформу, на которой с возможностью установочного поворота от привода смонтирована колонна, несущая выдвижную консоль с шштой на торце, снабженную прямолиней-. ными направляющими со .«варочной головкой, отличающаяся тем, :0, с целью повышения производительности установки за счет сокращения IS
времени на настройку направляющих параллельно свариваемому стыку, штата оснащена следящими упорами, расположенными по краям ее нижней грани, и установлена с возможностью свободного прворота в горизонтальной плоскости.
Источники информации, принятые во внимание при 1ясспертие:
1. Г уркин С. А.Технй логия изготовления сварных к&нструкций. Атлас чертежей. М., Машгиз, 1962. с. 27, фиг. Л-74. го
Вид Б

| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Устройство для одновременной сварки двух угловых или нахлесточных швов | 1974 |
|
SU647088A1 |
| Сварочная установка | 1979 |
|
SU812489A1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Установка для электрошлаковой сварки металлов больших толщин | 1980 |
|
SU891288A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |