5 В
iS w 2 jg id
кэ
Од
4i
СХ)
Л l Т ТУ -UUUICEJ iO щ f1
N
Изобретение относится к машиностроению и может быть использовано в переналаживаемых робототехнических комплексах для автоматизации загрузоч ных операций.
Цель изобретения - обеспечение условий автоматической смены многосекционного вертикального магазина за счет предохранения от вьшадания деталей из последнего при его замене на устройстве.
На чертеже изображено загрузочное устройство, общий вид.
Загрузочное устройство содержит многосекционный вертикальный магазин 1, шибер 2 с приводом, например пнев- моцилиндром 3 и установленным на шибере датчиком А торможения привода. В шибере 2 выполнено гнездо 5, содер- жащее датчик 6 наличия в нем детали 7. Одна из стенок гнезда 5 выполнена в виде подпружиненного упора 8, установленного с возможностью взаимодействия в крайнем левом положении ши- бера 2 с неподвижным регулируемым о упором 9. Электропневматические клапаны 10, 11 и 12 предназначены для управления скоростью и направлением перемещения шибера.2.
В основании многосекционного вертикального магазина 1 размещена с возможностью перемещения в горизонтальной плоскости заслонкд 13, содержащая фиксаторы (не показанные), удерживающие заслонку 13 от смещения во время транспортировки и загрузки деталями.
Шибер 2 снабжен упорами 14 и 15, установленными с возможностью воа- вратно-поступательного перемещения в вертикальной плоскости посредством взаимодействия соответственно со скосами 16 и 17 продольного паза 18, выполненного на направляющей 19 шибе ра. Упоры 14 и 15 установлены с возможностью взаимодействия с защелкой.
Устройство работает следующим образом.
После установки и фиксации заслон ки 13 в многосекционный вертикальный магазин 1 укладьтаются детали 7 и л магазин подается (вручную или автоматически) на шибер 2.
При включении системы управления (не показанной) пневмоцилиндр 3 чере пневмоклапан 12 быстро перемещает шибер 2 вправо. При этом происходит перемещение вправо заслонки 13, на которую воздействует вьшеденный ранее (при предшествующем ходе шибера 2 влево) посредством скоса 16 упор 14 (упор 15 при этом утоплен). Упор 8, образующий одну из стенок гнезда 5, под действием пружины сдвигается влево, при этом продольный размер гнезда 5 увеличивается до величины, определяемой выступом на нижней плоскости щибера 2. Шибер 2 быстро перемещается вправо до тех пор, пока датчик 4 торможения привода, установленный перед гнездом 5, не зарегистрирует наличие детали 7 в первой по ходу движения шибера 2 секции многосекционного вертикального магазина 1. При этом за счет перекрытия клапана 11 . выход воздуха осуществляется только через регулируемый выхлопной дроссель клапана 10. За счет этого скорость перемещения штока пневмоцилинд- ра 3, а следовательно, и шибера 2 уменьшится до заданной необходимой величины. Шибер 2 медленно перемещается вправо до тех пор, пока деталь 7 не западет в гнездо 5. Как только это происходит, срабатьтает датчик 6 наличия детали и по его команде выключается клапан 12. Через клапан 11 воздух подается в бесштоковую полость пневмоцилиндра 3, шибер 2 с установленной в гнезде 5 деталью 7 быстро перемещается влево в крайнее положение. Заслонка 13 при этом остается неподвижной, удерживая детали, находящиеся в остальных секциях многосекционного вертикального магазина 1. В конце хода шибера 2 подпружиненный упор 8 взаимодействует с неподвижным регулируемым упором 9, уменьшая при этом размеры гнезда 5 до необходимых пределов. При этом происходит центрирование детали 7, что дает возмож- ность .захвата ее из шибера 2 (например, с помощью манипулятора). Указанный цикл продолжается до тех пор, пока все секции многосекционного вертикального магазина 1 не будут освобождены от деталей 7, после чего пневмоцилиндр 3 перемещается вправо до своего крайнего положения, при котором гнездо 5 выходит за пределы последней секции упомянутого магазина. При этом упор 15 набегает на скос 17, поднимается вверх и при-перемещении шибера 2 влево перемещает в том направлении заслонку 13, закрывая тем самым многосекционный вертикальный магазин I снизу. При перемещении упора 15 вверх упор 1А опускается вниз, а при достижении пгабером 2 левого положения посредством скоса 16 он поднимается вверх и устройство после смены или загрузки многосекционного вертикального магазина 1 деталями готово к продолжению работы.
Формула изобретения
Загрузочное устройство по. авт. св. № 1161333, отличающееся тем, что, с целью обеспечения условий
автоматической смены многосекционно го вертикального магазина, он снабжен заслонкой, установленной в основании с возможностью возвратно-поступательного перемещения в горизонтальной плоскости и взаимодействия с шибером посредством дополнительно введенных упоров, установленных на шибере с возможностью возвратно-поступательного перемещения в вертикальной плоскости и взаимодействия со скосами продольного паза дополнительно выполненного на направляющей шибера.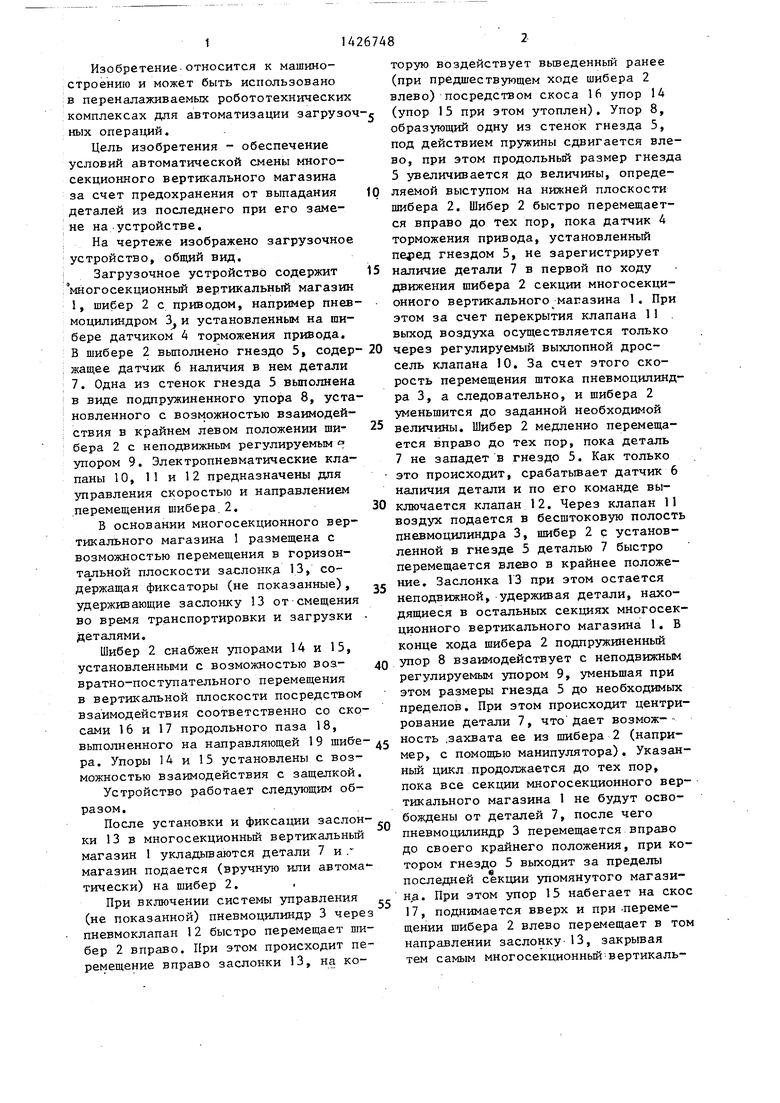

| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1985 |
|
SU1298042A1 |
| Магазинное загрузочное устройство | 1985 |
|
SU1281375A1 |
| АВТОМАТ ДЛЯ СБОРКИ | 1992 |
|
RU2005586C1 |
| Штамп для рубки листового материала | 1983 |
|
SU1181792A1 |
| Устройство для подачи деталей | 1983 |
|
SU1152098A1 |
| Устройство для подачи и удаления заготовок | 1985 |
|
SU1255246A1 |
| Загрузочное устройство | 1985 |
|
SU1306686A1 |
| Загрузочное устройство | 1977 |
|
SU749631A1 |
| Устройство для обработки заготовок типа полуцилиндров | 1990 |
|
SU1729731A1 |
| Загрузочное устройство | 1990 |
|
SU1745514A1 |
Изобретение относится к машиностроению и может быть использовано в переналаживаемых робототехнических комплексах для автоматизации загрузочных операций. Цель изобретения - обеспечение условий автоматической смены магазина. Устройство содержит многосекционньй магазин I с заслонкой 13. Под магазином 1 размещен шибер 2, связанный с приводом 3 и содержалшй упоры 14, 15, установленные с возможностью перемещения в вертикальной плоскости за счет взаимодействия последних со скосами 16, 17 продольного паза 18, выполненного на направляющей 19 шибера. На шибере размещены датчик 4 торможения привода и гнездо 5 для детали 7. При работе устройства во время перемещения шибера 2 упором 14 заслонка 13 отводится из-под магазина 1, при этом детали 7 поступают в гнездо 5, откуда подаются смежным механизмом на обработку. После выборки всех деталей 7 из магазина 1 заслонка 13 упором 15 закрьшает дно магазина, после чего он может быть заменен. 1 ил. (Л С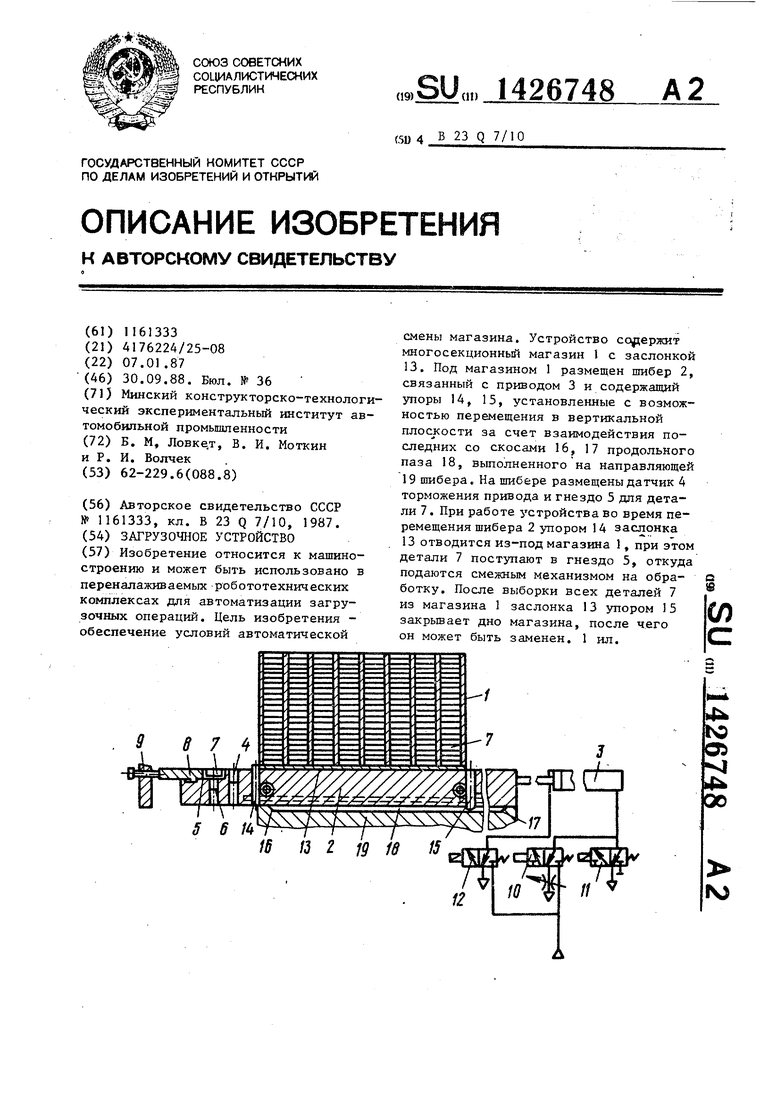
| Загрузочное устройство для поштучной выдачи деталей | 1983 |
|
SU1161333A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
