4
ю
О)
Oi
;о
i i - vv онис )CKTCH к технологии ю- iOji;ruiBHO o инструмента, в част- чч;; и.ич;-;i;;: к мию шлифовальных кругов, ;:Miijii; iahi,;)i. ;;;|С11(), 1Оже11ным между двумя ,.(iH.iit ;:бра: ив юй массы сетчатым диском.
Целью изобретения является снижение трудоемкости изготовления круга путем исключении засынки нижнего с.юя абрази15- Hoii массы.
С пособ изготовления армированного шли- 1()ова,тьного круга включает укладку мас- ci)i iio вран1аемую нресс-форму и укладку диска, причем диск укладывают на дно иресс-формы, а нри носледуюн ей укладке массы нресс-форме сообщают дополнительные ко:1ебания в вертикальной п;:0скости.
Частоту V и амн.литуду А колебаний выбирают из соотношений
ч Т
%
А s;
1 дс т нериод вран1сния иресс-формы;
h.i, В з1сота Н лифовального круга;
h, толщина ар.мируюн1его диска;
g - ускорение свободно1 о надения.
При изготов.чении и1лифовальн 1 х кругов иредлагаемым способом сетчатый диск, иоме- шеиный на zuio пресс-формы, нри ук.чадке абразивной .массы во вращаемую нресс- форму, которая доиолиите.чьно и.меет вертикальные колебания, под действием вибрации начинает неременгаться вверх относительно абразивной массы («всилывать), а частицы абразивной массы, ироникая через ячейки сетчатого диска, образуют слой под диском.
При частоте v 6o;iee нсременшние стеклосетки не происходит, так как вследствие инерции нреес-формы ко.лебания на нее не нередаются.
При частоте v менее
fi т
перемещение
стеклосетки также не происходит, так как абразивиая масса стеклосетки совери;ает колебания одновременно вместе с нресс- формой без .ме1цения отноеигельно друг друга.
При sTUM. если а Лили 1 уда А колебаний менее -, стеклосстка оказывается c.vie- илениой к нижнему краю круг а и высту- иает на поверхность, т.е. не находится внутри абразивной массы. Если амгглитуда А колебаний нревышает h;., то вследствие больших иеремещений засыпаемая в пресс-форму масса начинает перемещаться в горизонтальном направлении, что приводит к возникновению неуравновешенной массы круга, и может привести к разнонлотности круга.
Пример. Были изготовлены отрс:: ioie круги диаметром 120 и 230 мм с одним армирующим диском, расположенным между слоями абразивной массы.
На дно пресс-формы укладывали армирующий диск из стеклосетки. Затем через воронку конусообразной крышки производи- .ти укладку абразивной массы (полную порцию на один круг). При укладке массы пресс-форме сообщали вращательное движение и дополнительно колебания в вертикальной плоскости.
При этом параметры колебаний (час- готу V и амнлитуду А) выбирали равными
оптимальным, максимальным, минимальным и вьгходящи.м за указанные пределы величинам. При осуществлении способа замеряли трудоемкость изготовления каждого круга.
В готовых кругах определяли расположение армирующего диска и соответствие т)ебовалиям по дисбалансу.
Параллельно из1 отовляли отрезные круги диаметром 120 и 230 мм по известному способу. Во вращаемую пресс-форму укладывали половину дозы, необходимой на один круг; затем прекрапхали вращение пресс- формы, укладывали на слой массы арми- диск, после чего включали вра- цение пресс-формы, и производили укладку второй П0.10ВИНЫ дозы абразивной мас;-ы.
В таб.л. приведены исходные данные для осуществления способа.
В табл. 2 приведены результаты осуществления предлагаемого способа и прототина для круга диаметром 120 мм, а в табл. 3 -- для кругов диа.метром 230 мм. Как видно из табл. 2 и 3, в отрезных кругах, изготовленных предлагаемым способом (примеры 1---5 для кругов диаметром 120 мм и примеры 11-13 для кругов диаметром 230 мм), армирующий диск из стеклосетки распо;1ожен внутри круга между слоями абразивной .массы.
При значениях частоты и амплитуды колебаний пресс-формы, выходящих за указанные пределы, армирующий диск оказывается расположенным на торце диска (примеры 6, 7, 14, 15) или не соответствует требованиям дисбаланса.
Трудоемкость изготовления отрезных кругов предлагаемы.м способом меньше трудоемкости по известному для кругов диаметром 120 мм в 2 раза, для кругов диа.метро.м 230 мм - з 1,75 раза.
Формула изобретения
Способ изготовления армированного шли- эльного круга, при которо.м в пресс- форму засыпают абразивную массу, размещают в ней сетчатый диск и сообщают ей вращение, отличающийся тем, что, с целью снижения трудоемкости изготовления круга, сетчатый диск размещают на дне пресс- формы и после засыпки абразивной массы пресс-форме сообщают дополнительные колебания в вертикальной плоскости, причем частоту V и амплитуду А колебаний пресс-формы выбирают из условия
Р/ii.
, А С hv,
2
период вращения пресс-формы; высота шлифовального круга; толщина армируюи1его ляскп; ускорение свободного пя.чония.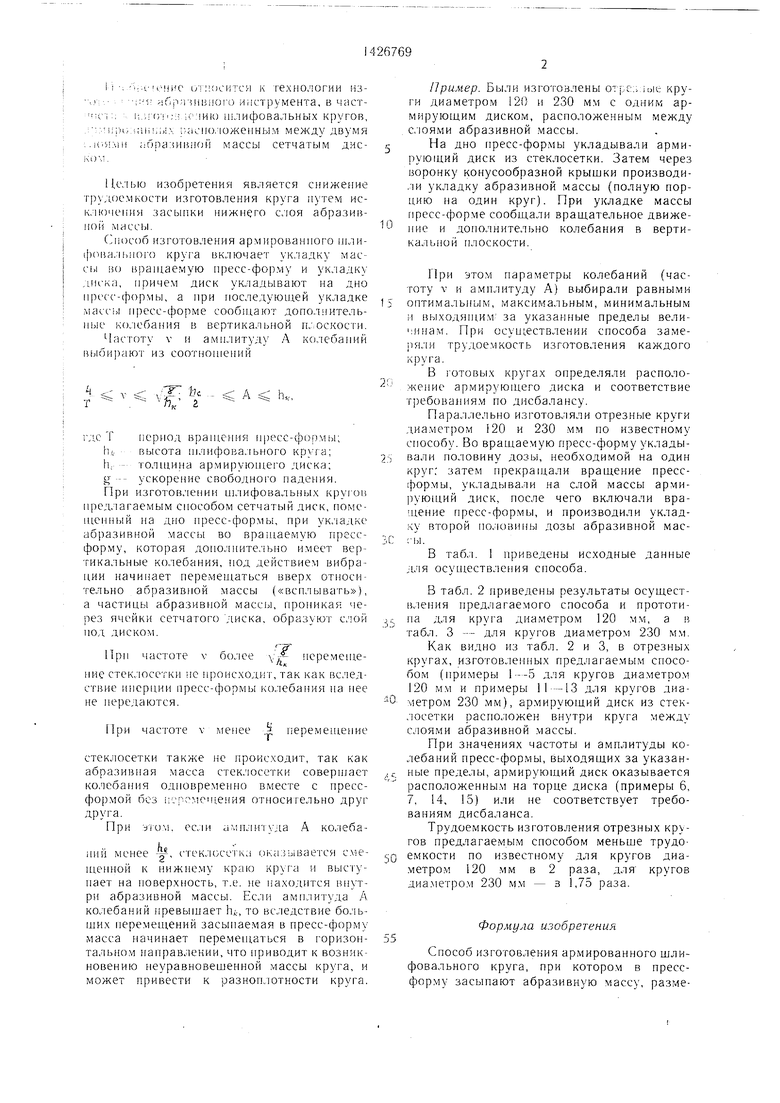

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ ПОВЫШЕННОЙ ПРОЧНОСТИ НА БАКЕЛИТОВОЙ СВЯЗКЕ | 2007 |
|
RU2349446C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ ИНСТРУМЕНТОВ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ | 2008 |
|
RU2369474C1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU1009742A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО ДВУСТОРОННЕГО АБРАЗИВНОГО ИНСТРУМЕНТА | 1993 |
|
RU2078680C1 |
| Способ изготовления абразивных кругов | 1991 |
|
SU1798149A1 |
| Масса для изготовления абразивного инструмента | 1980 |
|
SU973329A1 |
| Способ изготовления абразивного инструмента | 1980 |
|
SU903098A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТРЕЗНЫХ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2002 |
|
RU2227775C2 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU1000257A1 |
| Способ изготовления абразивного инструмента | 1987 |
|
SU1481049A1 |
Изобретение относится к изготовлению абразивного инструмента, в частности к изготовлению шлифовальных кругов, армированных расположенны.м между двумя слоя- .ми абразивной массы сетчатым диском, и позволяет снизить трудоемкость их изготовления. Для этого на дно пресс-формы помещают сетчатый диск, а затем укладывают абразивную массу во враш.аюш,уюся пресс- форму, которой дополнительно сообндают колебания в вертикальной плоскости. Частоту v и амплитуду А колебаний пресс-формы выбирают из соотношений hr;2 , где Т - период вращения пресс- формы; hx - высота шлифовального круга; he - толщина армирующего диска; g- ускорение свободного падения. Сетчатый диск, помещенный на дно пресс-формы, при укладке массы под действием вертикальной вибрации пресс-формы перемещается вверх и занимает положение между слоями абразивной массы. 3 табл. S
45,35
10
По прототипу
Т а б J; 11
Таблица 2
1,175
0,03
Ст/сетка внутри круга
Ст/сетка на поверхности круга
Круг не соответствует требованиям по дисбалансу
0,06
Ст/сетка внутри круга
11
35,5
1,75
Таблица 3
0,04 Cr/сетка внутри круга
| Способ изготовления абразивного инструмента | 1980 |
|
SU903098A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
