tS9
м
О1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля и сборки пары конических зубчатых колес | 1980 |
|
SU868311A1 |
| Способ контроля и сборки пары конических зубчатых колес | 1981 |
|
SU968583A2 |
| Способ сборки конических зубчатых передач | 1980 |
|
SU868312A1 |
| Способ определения пригодности конических подшипников при сборке пары конических зубчатых колес | 1983 |
|
SU1116295A1 |
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ ЗУБЧАТЫХ ПАР И КОНТРОЛЬНО-ОБКАТНОЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2009799C1 |
| Способ обеспечения осевого преднатяга в подшипниковом узле | 1984 |
|
SU1200155A1 |
| Зубохонинговальный станок | 1978 |
|
SU774837A1 |
| Устройство для установки оптимального взаимного положения зубчатых колес | 1980 |
|
SU934285A1 |
| Коническая зубчатая передача | 1980 |
|
SU868214A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕСТЕРЕН И КОНТРОЛЯ СБОРКИ ИЗ НИХ МНОГОПОТОЧНЫХ ВЕРТОЛЕТНЫХ РЕДУКТОРОВ | 2002 |
|
RU2236341C1 |
Изобретение относится к машиностроению, а именно к средствам контроля зубчатых колес, и является усовершенствованием известного спосбба, описанного в авт. св. № 868311. Цель изобретения ,- повышение надежности работы пары зубчатых колес в условиях кратковременных нагрузок. Это достигается тем, что в известном способе после окончательной зубообработки осуществляют контроль зоны касания колеса и шестерни в паре, установив ее на контрольно-обкатной станок, и определяют соответствие между положением зоны касания на зубьях и величиной смещения шестерни вдоль оси, затем пару устанавливают в корпусе редуктора, нагружйот ее, выявляют положение пятна контакта под нагрузкой и находят величину смещения, при которой положение зоны касания и пятна контакта подобны, а после смещения шестерни на величину, равную найденному смещению, но с обратным знаком, окончательно фиксируют положение шестерни. После этого производят ее демонтаж и осуществляют модификацию боковых по- : верхностей зубьев путем смещения шестерни при зубообработке относительно инструмента на величину смещения, соответствующую найденной гфи сборке, а окончательную сборку осуществляют на номинальных монтажных расстояких. 3 ил. с S с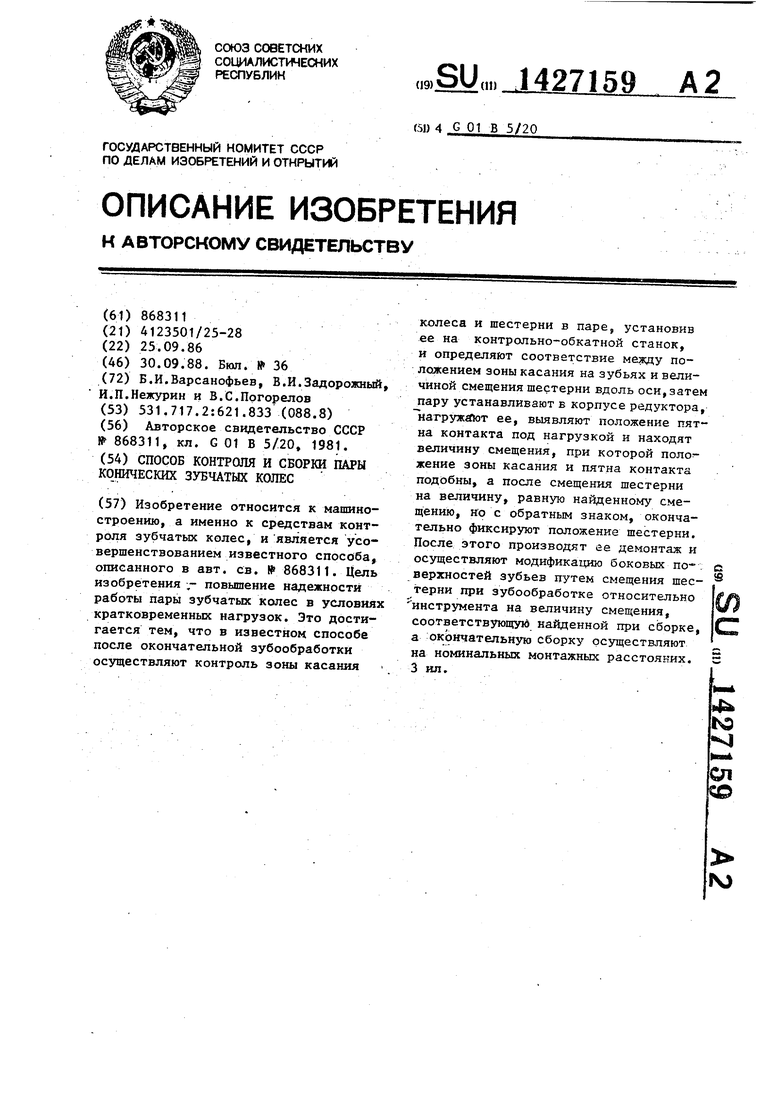
ГЧ)
Изобретение относится к мапшно- бтроению, а именно к -средствам конт- роля зубчатых колес.
Цель изобретения - повьт1ение на- . дежности работы пары зубчатых колес в условиях кратковременных перегрузок.
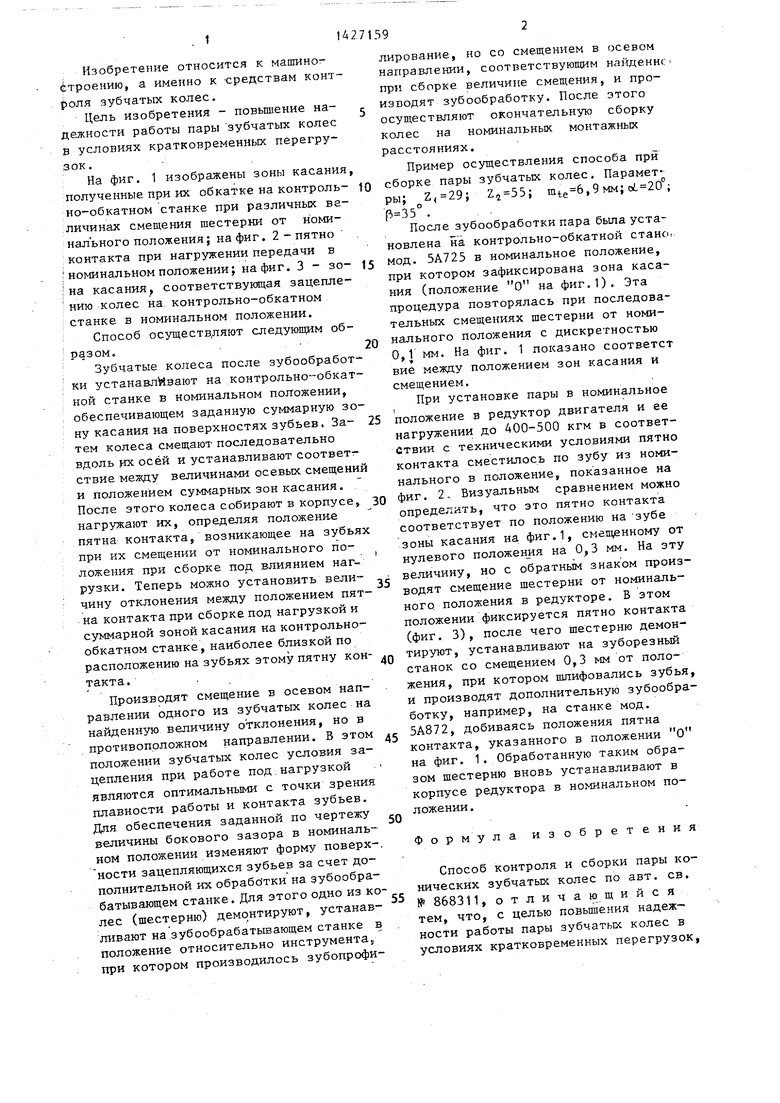
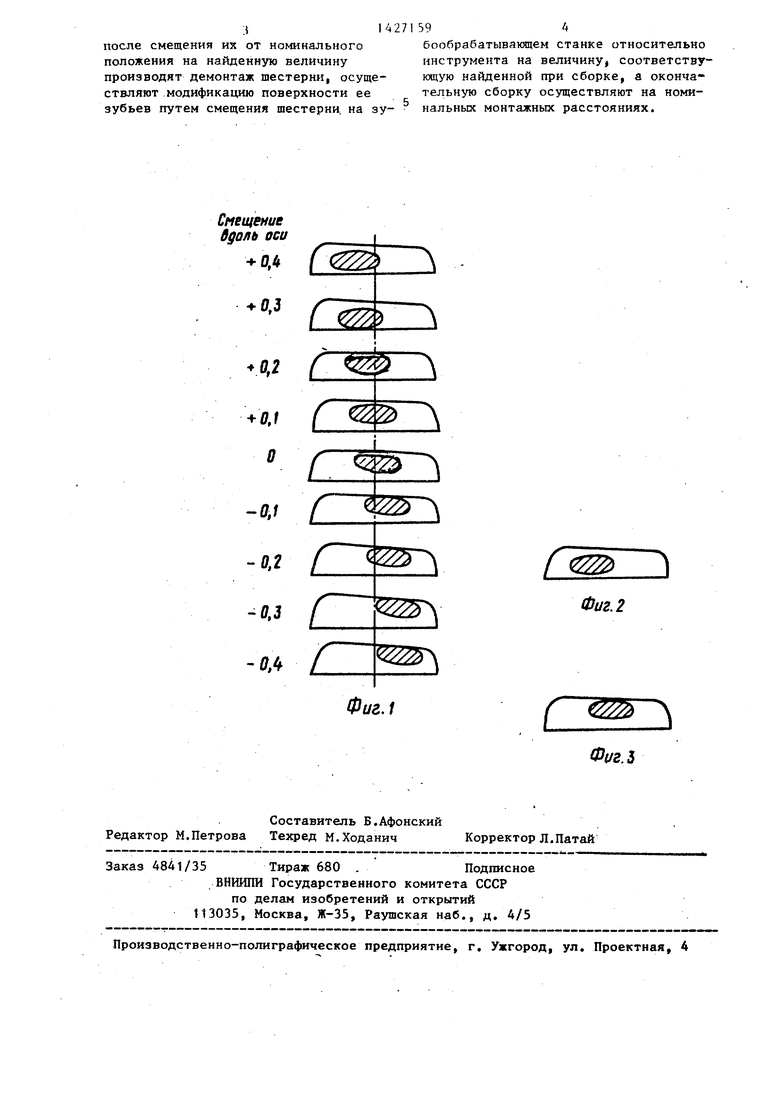
На фиг. 1 изображены зоны касания, полученные при их обкатке на контроль- ю но-обкатном станке при различных величинах смещения шестерни от номинального положения; на фиг. 2 - пятно контакта при нагружении передачи в номинальном положении; на фиг. 3 - зо- 15 на касания, соответствующая зацеплению колес на контрольно-обкатном станке в номинальном положении.
Способ осуществляют следующим образом. 20
Зубчатые колеса после зубообработ- ки устанавливают на .контрольно-обкатной станке в номинальном положении, обеспечивающем заданную суммарную зону касания на поверхностях зубьев. За- 25 тем колеса смещают последовательно вдоль их осей и устанавливают соответствие между величинами осевых смещений и положением суммарных зон касания. После этого колеса собирают в корпусе, зО нагружают их, определяя положение ятна контакта, возникающее на зубьях ри их смещении от номинального поожения при сборке под влиянием нагузки. Теперь можно установить вели- ину отклонения между положением пятна контакта при сборке под нагрузкой и суммарной зоной касания на контрольно- обкатном станке, наиболее близкой по расположению на зубьях этому пятну кон- д, такта. .
Производят смещение в осевом направлении одного из зубчатых колес на найденную величину отклонения, но в противоположном направлении. В этом j положении зубчатых колес условия зацепления прн работе под,нагрузкой являются оптимальными с точки зрения плавности работы и контакта зубьев. Для обеспечения заданной по чертежу Q величины бокового зазора в номинальном положении изменяют форму поверх-, кости зацепляющихся зубьев за счет дополнительной их обработки на зубообра- батывающем станке. Для этого одно из ко- лес (шестерню) демонтируют, устанавливают на ,зуб ообрабатывающем станке в положение относительно инструмента,, при котором производилось зубопрофилирование, но со смещением в осевом направлении, соответствующим найденн при сборке величине смещения, и производят зубообработку. После этого осуществляют окончательную сборку колес на номинальных монтажных расстояниях.
Пример осуществления способа при сборке пары зубчатых колес. Параметры; Z,29; ,9 мм; . . .
После зубообработки пара была установлена на контрольно-обкатной стано мод. 5А725 в номинальное положение, при котором зафиксирована зона касания (положение О на фиг.1). Эта процедура повторялась при последовательных смещениях шестерни от номинального положения с дискретностью 0,1 мм. На фиг. 1 показано соответст вие между положением зон касания и смещением.
При установке пары в номинальное положение в редуктор двигателя и ее нагружении до 400-500 кгм в соответствии с техническими условиями пятно контакта сместилось по зубу из номинального в положение, показанное на фиг. 2,. Визуальным сравнением можно определить, что это пятно контакта соответствует по положению на зубе зоны касания на. фиг.1, смешенному от нулевого положения на 0,3 мм. На эту величину, но с обратным знаком производят смещение шестерни от номинального положения в редукторе. В этом положении фиксируется пятно контакта (фиг. 3), после чего шестерню демонтируют, устанавливают на зуборезный станок со смещением 0,3 мм от положения, при котором шлифовались зубья и производят дополнительную зубообработку, например, на станке мод. 5А872, добиваясь положения пятна контакта, указанного в положении О на фиг. 1. Обработанную таким образом шестерню вновь устанавливают в корпусе редуктора в номинальном положении .
Формула изобретения
Способ контроля и сборки пары конических зубчатых колес по авт. св. № 868311, отличающийся тем, что, с целью повышения надеж- ности работы пары зубчатых колес в условиях кратковременных перегрузок.
314271594
после смещения их от номинального бообрабатывающем станке относительно положения на найденную величину инструмента на величину, соответству- производят демонтаж шестерни, осуще- ющую найденной при сборке, а оконча- ствляют модификацию поверхности ее тельную сборку осуществляют на номи- зубьев путем смещения шестерни, на зу- нальных монтажных расстояниях.
Смещение Одоль оси
0.f (
1-0,3
0,2
0.1 О
-0.1 -0.2
-0.3
-0. f 1
Фиг.Л
Л
С
Фиг. 2
.З
| Способ контроля и сборки пары конических зубчатых колес | 1980 |
|
SU868311A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
