Известны Способы « устройства, используемые для получения дликномернЫхХ тел вращения из полимерных материалов. Эти устройства имеют образующий дори, чаще всего вращающийся вокруг своей оси, а также узел камотки. Однако эти устройства сложны по конструкции.
Предлагаемый автомат для изготовления царг мяткой тары отличается от известных тем, что, с целью упрощения -конструкции, вулканизационный зажим, предназиаченный для перемеп еаия по угловой направляющей станины, снабжен обогреваемы-ми губками, из которых верхняя снабжена гидроприводом для фиксации и перемещения ткани по намоточному плоскому дорну, один торец которого выполнен подвижным, а другой связан со щтоком гидроцилиндра, расположенного на кронщтейне станины, фиксирующего положение ткани в процессе вулканизации щва.
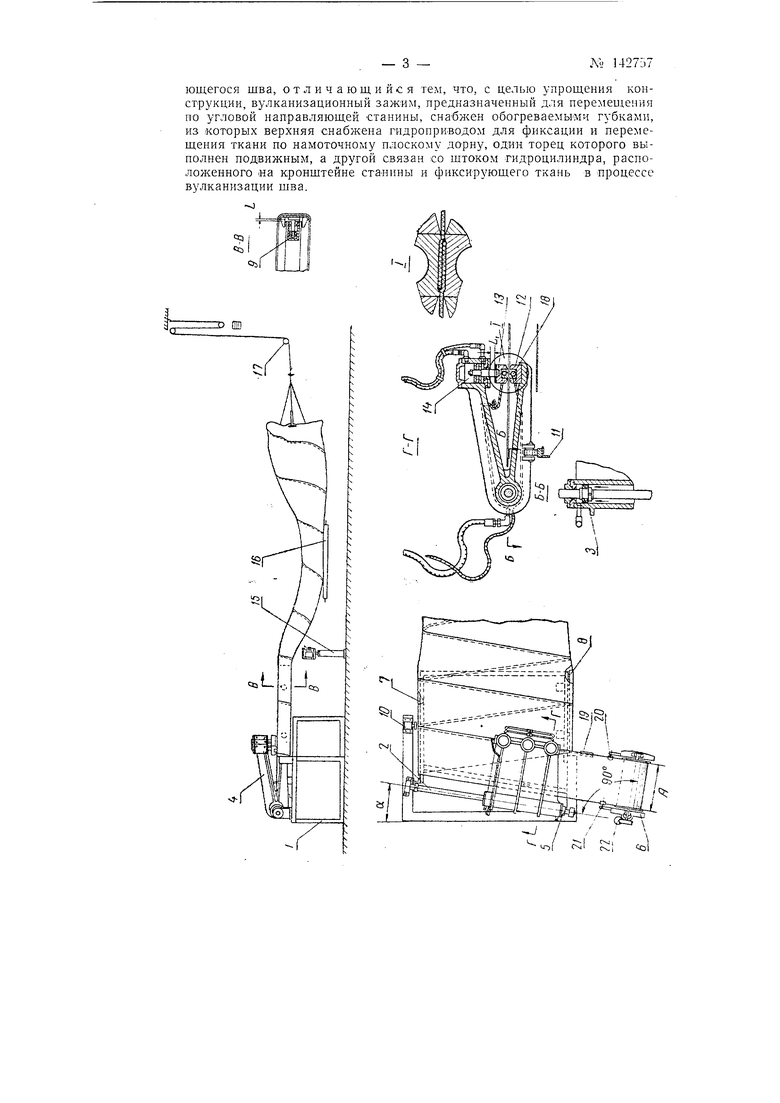
На чертеже показан предлагаемый автомат для изготовления цатг .мягкой тары.
Автомат состоит из сварной рамы /, на которой неподвилшо под любым нужным углом а закреплен щток 2 с закрепленным на нем поршнем 3 цилиндра. Цилиндром является литая деталь «вулканизационные клещи 4, которые управляются гидравлически и могут перед.вигаться по щтоку 2 в пределах, установленных стопорными кольцами 5.
На раме установлены стойки 6 для раскатки рулона.
Рама снабжена консолыю выступающей коробкой, имеющей с обеих сторон по ходу направляющие 7 и 8, которые с одной стороны неподвижны, а с другой - подвижны. Подвижная направляющая S может передвигаться в пределах L с помощью двух воздушных цилиндров 9.
Со стороны неподвижной направляющей 7 на раме установлен стопорный цилиндр JO. «Вулканизационные клещи крепятся на раме с оапой стороны, опираясь цилиндром на щток 2, с другой стороны нод собственным весом через ролик опираются на ;копирную доролжу закреп№ 142757
ленную на угольнике 11, который закреплен на раме станка лараллельHo mTOKi - J fi.65: Re же углом. «Вулканизациои-ные клещи в своей нижней чаети ,ею,т н.еподвиж«ое гнездо 12 вулкащизации и в верхней чаCTij гнездо 13, которое может перемещаться вертикально на размер А/ тремя..вовдущными цилкндрами 14.
Перед дргоматом установлены онециальный дисковый нож 15, -нриеМКый ро„ ь анг 16 к , нри изготовлении длинной тары, тянущий механизм 17. В гнезда вулканизации вмонтированы нагревательные элементы 18. Кроме того, автомат снабжен катушкой 19 с прокладочной лентой, щероховальными устройства.ми 20 и 21 нижней и верхней кромок щва и тормозным устройством 22. Станок работает следующим образом.
Лента прорезиненного материала, обрезанная в размер ло щирнне с двух сторон и закатанная в рулон на катущку с фланцами, устанавливается на стойки 6. В зависимости от ширины ленты А устанавливается угол а наклона винтовой линии цилиндра тары.
Первоначальная занравка автомата производится вручную - на коробкунамотки укладывается нервый виток, при этом подвижная направляющая 8 устанавливается на нужный диаметр цилиндра изготавливаемой тары. Шов сварки зажимается в «вулканизационные клещи 4. На этом заправка автомата заканчивается.
Цилиндрами 14 создается нужное для вулканизации удельное давление и нагревательными элементами, вмонтированными в гнезда вулканизации, нужная температура.
В дальнейщем работа происходит автоматически, и управление осуществляется с нульта командным анпаратом. По истечении Времени вулканизации с помощью часов подается команда на цилиндры 9, которые отжимают подвижную направляющую 8. Одновременно отжимается стопорный цилиндр 10, благодаря чему лента на коробке ослабляется. Последовательно за этим командный апнарат включает гидравлическую систему - в полость цилиндра вулканизационных клещей нагнетается масло, благодаря чему клещи перемещаются но штоку цилиндра и доходят до установочного кольца 5. Клещи, передвигаясь вперед по штоку, тянут за собой ленту, сматывая ее с рулона. Лента перемещается на ослабленных направляющих но заданному углу спирали цилиндра, чем осуществляется автоматическая намотка спирали цилиндра.
Клещи, дойдя до установочного стонорного кольца, останавливаются, в результате чего снова включаются цилиндры 9, подвижная направляющая 8 отходит и натягивает цилиндр оболочки тары на коробку автомата; на ней включается стопорный цилиндр 10, с помощью которого ранее сваренный щов прижимается к неподвижной направляющей 7. После этого на цилиндры J4 подается команда раскрытия формы; последняя раскрывается, масло из полости цилиндра подачи перекачивается в полость, ведущую клещи в обратном направлении. Возвратившись в первоначальное полол ение, клещи сжимаются и в дальнейшем цикл работы автомата повторяется.
При движении вулканизационных клещей вперед синхронно включаются щероховальные устройства нижней и верхней кромки шва.
По мере наработки нужной длины цилиндра оболочки тары она отрезается с помощью установленного опециального дискового ножа /5.
Предмет изобретен и я
Автомат для изготовления царг мягкой тары, состоящий из станины, несущей намоточный дорн, над которым расположен вулканизационный зажим, предназначенный для подачи ткани и вулканизации образу
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для изготовления полотна цилиндра оболочки мягкой тары | 1961 |
|
SU145330A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ БОРТОВЫХ КОЛЕЦ | 1970 |
|
SU258572A1 |
| Литьевой вулканизанионный автомат "лмж" | 1957 |
|
SU117680A1 |
| Устройство для изготовления полых многослойных резиновых изделий | 1980 |
|
SU910452A1 |
| Устройство для штабелирования изделий | 1960 |
|
SU132559A1 |
| Намоточный станок для изготовления стеклопластиковых изделий | 1972 |
|
SU476189A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ШТАМПОВКИ ИЗ ПРУТКА ДЕТАЛЕЙ С ВЫТЯНУТОЙ ОСЬЮ | 1973 |
|
SU368925A1 |
| Прибор для автоматического нивеллирования с присоединением прибора для записи плава местности | 1929 |
|
SU17762A1 |
| Устройство для изготовления кольцевых полимерных изделий | 1990 |
|
SU1789346A1 |