1
Изобретение относится к области обработки металлов давлением, в частности, к горячей штамповке деталей, вытянутых в плаие, типа державок резцов.
Известна автоматическая установка для И1тамповк:1 из прутка деталей с вытянутой осью тниа державок резцов, содержащая станину с расположенным на ней механизмом нодачи прутка в отрезной пресс, имеющим выдвижиой упор, а также индукционный нагреватель и механизм подачи отрезанной заготовки в последни и штамповочный пресс.
Полная автоматизация штамповки обеспечивается в предлагаемой установке за счет того, что механизм иодачи прутка в отрезной пресс выполнен в виде цилиндра со HJTOKOM, несущим приводимые иосредстволг вмонтированного в него силового цилиндра клещи, и с контрщтоком, взаимодействующим с упомяиутым выдвижным упором, а механизм подачи отрезаиной заготовки в индукционный нагреватель и штамповочный нресс выполнен в виде установлепной в направляющих етанииы подвижной приводной кареткн с закреплеииыми на ней вдоль ее перемещения штангой, передающей заготовки нз нидукцнопного нагревателя в нресс, и рычагом, иодаюн1им заготовки от отрезного пресса в индукционный нагреватель.
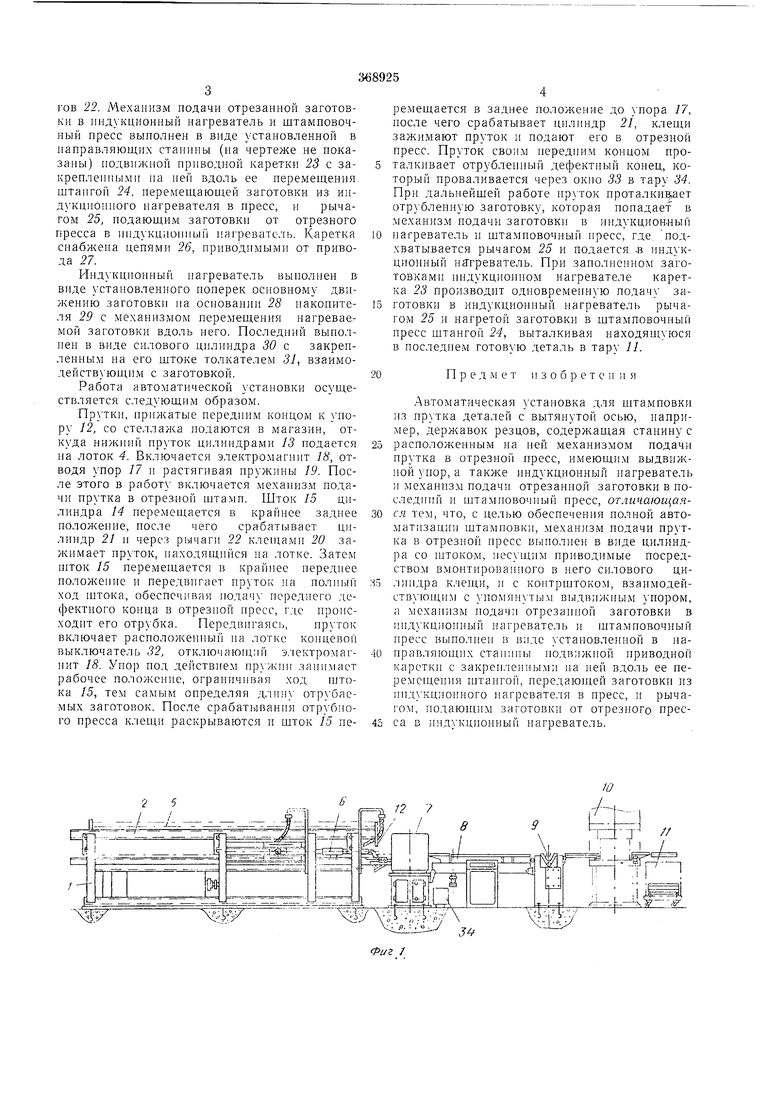
На фиг. 1 показан общий вид установки;
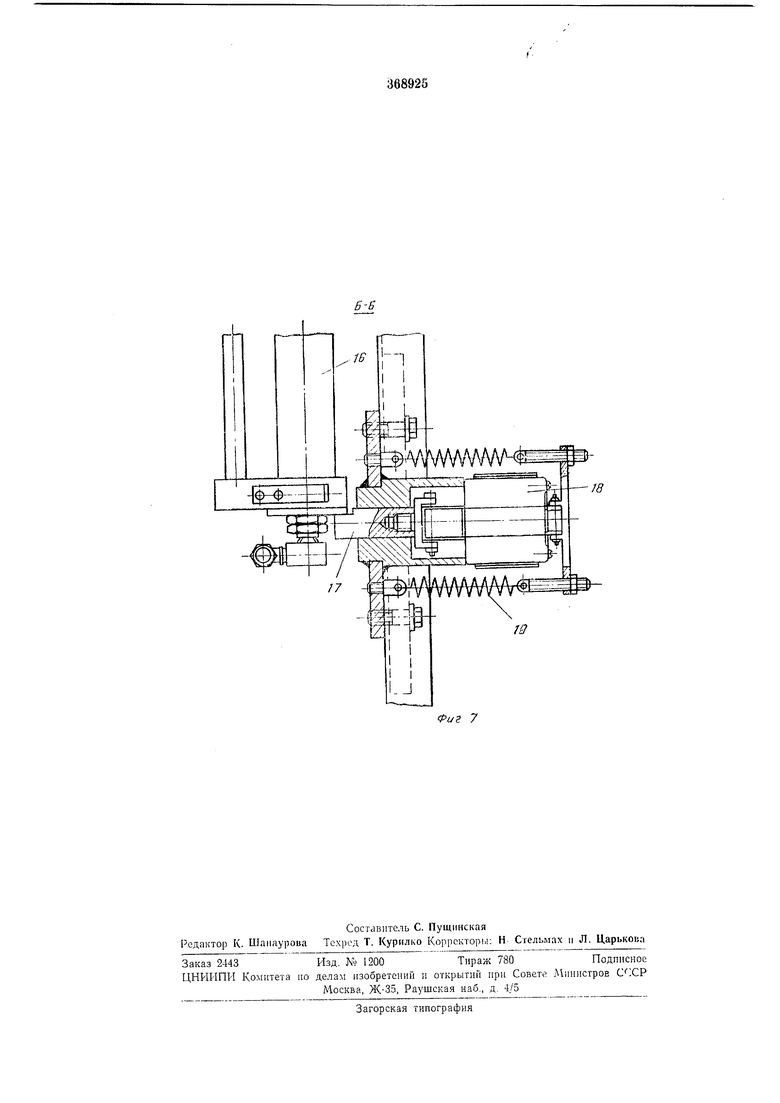
на фиг. 2-стеллаж; на фиг. 3-механиз.м подач прутка в отрезной пресс; на фиг. 4-механизм подачи заготовки в индукционный нагреватель II Н1тамповочный пресс; на . 5--индукционный нагреватель с ..мом неремещения нагреваемой заготовкн; на фиг. б -разрез по Л-А на фиг. 2; на фиг. 7-сечение ио Б-Б на фиг. 2 (повернуто).
Автоматическая установка содержит устаиовлеииый на станине / стеллаж 2 с .магазиHOii , н лотком 4, на который нодается пруток 5, механнзм 6 подачи прутка в отрезной пресс 7, механизм 8 подачи отрсзанно заготовкн в индукционный нагреватель 9, штамновочиый нресс 10 и тару для готовых дета.leii У/. На стеллаже, выполненном в виде рамы, имеется упор 12 для ирутков, а также установлены цнлиндры 13 дли нодачи прутка на лоток. Механизм подачи ирутка в отрезиой нресс выполиен в виде цилиндра 14, устаиовле}1ного на раме с соосно расположенными но обе стороны от порилт штоком 15 и контрштоком 16. Контршток 16 взаимодействует с выдвижным упором 17, смонтнрованным иа раме, служащим для ограничення хода штока 15 при резке прутка и а мерные заготовкн. Выдвижной упор содержит электромагнит 18 н пружины 19. На контрщтоке установлены клещи 20, приводимые посредством силового цилиндра 21 и системы рычаIOB 22. Механизм подачи отрезанной заготовки в И11д кционный нагреватель и штамповочный пресс выполнен в виде установленной в направляющих станины (на чертеже не показаны) нодвпжной ирнводной каретки 25 с закрепленными на ней вдоль ее перемещения штангой 24. перемещающей заготовки из иидукцнониого нагревателя в пресс, и рычагом 25, подающим заготовки от отрезного пресса в индукционный нагревате.ть. Каретка сиабжена цепями 26, приводимыми от привода 27.
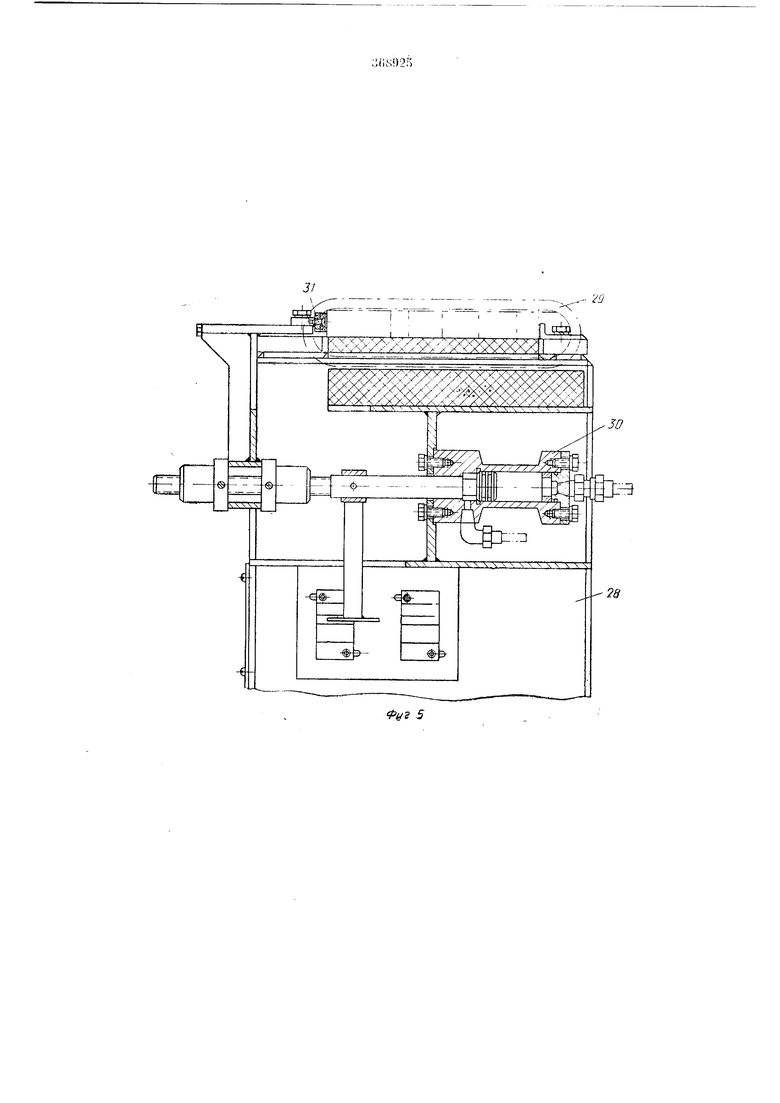
Иидукцноииый иагреватель выполиеи в виде устаиовленного иоиерек основному движению заготовки иа основании 28 иакоиителя 29 с механизмом перемещения нагреваемой заготовки вдоль него. Последний выполнен в внде силового цилнндра 30 с закрепленным на его штоке толкателем /, взаимодействующ11М с заготовкой.
Работа автоматической становки осуществляется следующим образом.
Прутки, прижатые передннм концом к упору 12, со стеллажа подаются в магазин, откуда нижний пруток цилиндрами 13 подается иа лоток 4. Включается электромагнит liA, отводя упор П и растягивая иружины 19. После этого в работу включается механизм подачи прутка в отрезной штамп. Шток 15 цилиндра 14 перемещается в крайнее заднее положепие, после чего срабатывает цилиндр 21 и через рычаги 22 клеп1ами 20 зажимает пруток, паходящнйся иа лотке. Затем шток 15 перемещается в крайнее переднее положепие и передвигает пруток на полный ход щтока, обеспечивая подачу переднего дефектного конца в отрезной пресс, где пронс.ходит его отрубка. Передвигаясь, пруток включает расположенный на лотке концевой выключатель 32, отключающий электромагнит 18. Упор под действием заннмает рабочее положение, ограничивая ход штока /5, тем самым определяя длину отрубаемых заготовок. После срабатывання отрубного пресса K.ieaui раскрываются и шток 15 неремещается в заднее положение до упора П, после чего срабатывает цилиндр 21, клещи зажимают пруток и подают его в отрезной пресс. Пруток своим передним концом проталкивает отрубленный дефектный конец, который проваливается через окно 55 в тару 34. При дальнейщей работе пруток проталкиэ ает отр блепную заготовку, которая попадает в механиз.м подачи заготовки в иидукцион.ный нагреватель и щтамповочиый пресс, где. подхватывается рычагом 25 и подается у, индукционный нагреватель. При заполненном заготовками индукциоином нагревателе каретка 23 производит одновременную подачу заготовки в индукционный нагреватель рычагом 25 и нагретой заготовки в штамповочиый пресс штангой 24., выталкивая находящуюся в носледпем готовую деталь в тару 11.
Пред м е т и з о б р е т е и и я
Автоматическая устаиовка для штамповки из ирутка деталей с вытянутой осью, например, державок резцов, содержащая станину с расположенным на пей механизмом подачи прутка Б отрезной пресс, имеющим выдвижной упор, а также индукционный нагреватель и механизм подачи отрезаииой заготовки в последний и штамповочпый пресс, отличающаяся тем, что, с целью обеспечения нолной автоматизации штамповки, механизм иодачи прутка в отрезной пресс выполнен в виде цилиндра со и.1током, несущим приводимые посредством вмонтированного в него снлового цилиндра клещи, и с контрштоком, взаимодействуюиигм с упомян тым выдвижиььм упором, а мехаиизм иодачи отрезанной заготовки в 11нд кциоиный иагреватель и штамиовочный пресс вьгполпеп в виде устаиовле1гной в иаправляющих станины подвижной приводной каретки с закреилеиными на ней вдоль ее перемендення И1тангой, передающей заготовки из нид кциониого иагревате.1я в иресс, и рычагом, подающим заготовки от отрезного пресса в индукциоииый пагреватель.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ УСТАНОВКА | 1969 |
|
SU248464A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Автоматическая линия для резки пруткового материала | 1987 |
|
SU1530309A1 |
| Устройство для точной по объему отрезки заготовок | 1977 |
|
SU740412A1 |
| Автоматизированная линия горячей штамповки | 1984 |
|
SU1253703A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2009756C1 |
| Устройство для разделения пруткового материала | 1987 |
|
SU1466876A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Автоматизированная линия горячей штамповки крупных поковок с вытянутой осью | 1991 |
|
SU1822353A3 |
| Устройство для отрезки заготовок | 1981 |
|
SU1013133A1 |


2 5 2& 15 21 :1Ш
Фт
я/у Ь| 33
g---rЧ 1г Л
--
MR
