В настоящее время изготовление оболочек мягкой тары производится вручную.
Предлагаемый пресс дает возможность ликвидировать ручной труд при изготовлении полотна цилиндров оболочки мягкой тары и по.- воляет автоматизировать процесс.
Пресс состоит из шести верхних половинок пресс-форм, укрепленных на штоках гидравлических цилиндров, шести нижних половинок пресс-форм, укрепленных на основании пресса, подаюш.его механизма, состоящего из расположенных под нижними половинками пресс-форм гидравлических цилиндров, сидящих на длинном неподвижном штоке, укрепленного на нем нижнего зажимного цилиндра, верхнего зажимного цилиндра, зубчатой рейки, которая через зубчатую передачу при движении вперед подающего механизма вращает подающие ролики.
Отличительная особенность предлагаемого пресса состоит в том, что механизм подачи выполнен в виде расположенных под нижними половинками пресс-форм гидравлических цилиндров, сидящих на длинном неподвижном штоке и связанных зубчатой передачей с зубчатой рейкой, вращающей подающие ролики, при движении вперед подающего механизма, а также в том, что на неподвижном штоке монтировано регулирующее кольцо для переключения гидравлики, срабатывающее нри движении вперед подающего механизма и регулирующее последовательность подачи гидравлики.
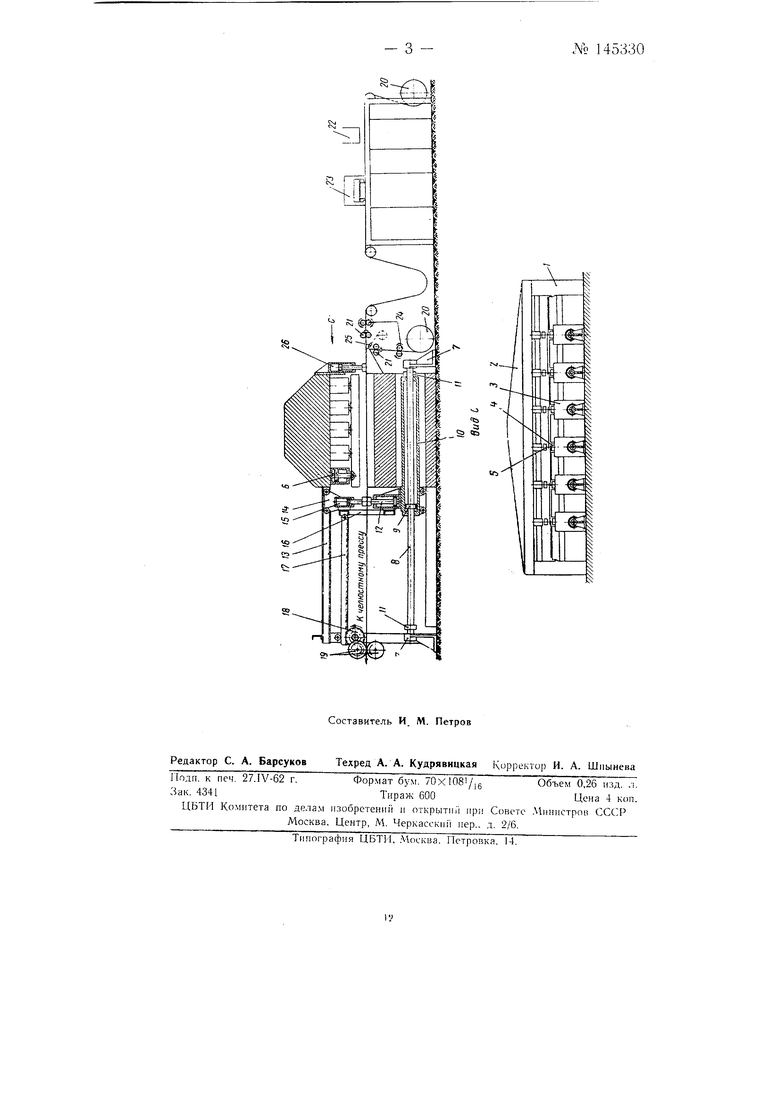
Конструкция пресса поясняется чертежом.
На дву.х стойках / закреплена траверса 2, на которой установлено шесть опор 3; на каждой опоре закреплена нижняя половина прессформы 4. На траверсе, над нижними половинами пресс-форм закреилеNO 145330- 2 ны подвижные половины пресс-форм 5, которые гидравлическими цилиндрами 6 могут подниматься и опускаться.
На оси пресс-форм, в нижней части каждой опоры, установлен подающий механизм, который состоит из двух неподвижных закрепленных ОПор 7; в этих опорах закреплен шток 8 с неподвижным поршнем 9. На штоке находится цилиндр 10, который при .помощи гидравлики может перемещаться по штоку 8 в пределах стопорных колец //. На цилиндре 10 закреплен нижний зажимной цилиндр 12, а по оси над ним, на монорельсе 13, в тележке М закреплен верхний зажимной цилиндр 15.
Все шесть, нижние и верхние зажимные цилиндры, а соответственно, и шесть подающих цилиндра JO скреплены вместе общей рамой 16. У каждого верхнего цилиндра 15 закреплена зубчатая рейка 17, которая при помощи шестеренного механизма 18 при движении вперед подающего механизма вращает подающие ролики 19; линейная скорость этих роликов равна скорости цилиндров, ползущих -по щтоку 5. Перед прессом установлена питающая часть установки, состоящая из рулонов с ленточным материалом 20, установленных в специальных стойках, направляющих роликов 21, прессов для вырезки отверстий для арматуры 22, прессов для приварки в ленты арматуры 23, устройства для щероховки кромок ленты 24 и направляющих для резиновых ленточек 25.
Предлагаемый пресс представляет больщой интерес для промышленности резино-технических изделий, так как дает возможность совершенно ликвидировать ручной труд, наладить производство мягкой тары в поточно-автоматическом цикле и выпускать продукцию высокого качества.
Предмет изоб ретения
1.Цресе для изготовления полотна цилиндра оболочки мягкой тары, состоящий из станины, укрепленных на штоках гидравлических цилиндров верхних половинок пресс-форм, нижних половинок прессформ, механизма подачи, механизма зажима, отличающийся тем, что, с целью автоматизации подачи материала, механизм подачи выполнен в виде расположенных .под нижними половинками пресс-форм гидравлических цилиндров, сидящих на длинном неподвижном штоке и связанных зубчатой передачей с зубчатой рейкой, вращающей при движении вперед подающего механизма подающие ролики.
2.Пресс поп. 1, отличающийся тем, что, с целью автоматизации и синхронизации работы, на неподвижном щтоке монтировано регулирующее кольцо для переключения гидравлики, срабатывающее при движении вперед подающего механизма и регулирующее последовательность подачи гидравлики.